Das könnte Ihnen auch gefallen
- Black Belt Six Sigma PDFDokument1.181 SeitenBlack Belt Six Sigma PDFMary Kemi100% (3)
- Motorcycle Frame DesignDokument5 SeitenMotorcycle Frame DesignKomang Priatna SuardiNoch keine Bewertungen
- Motorcycle Frame DesignDokument5 SeitenMotorcycle Frame DesignKomang Priatna SuardiNoch keine Bewertungen
- Motorcycle Frame DesignDokument5 SeitenMotorcycle Frame DesignKomang Priatna SuardiNoch keine Bewertungen
- Motorcycle Frame DesignDokument5 SeitenMotorcycle Frame DesignKomang Priatna SuardiNoch keine Bewertungen
- Motorcycle Frame DesignDokument5 SeitenMotorcycle Frame DesignKomang Priatna SuardiNoch keine Bewertungen
- Lean Six Sigma OverviewDokument5 SeitenLean Six Sigma Overviewexamplecg83% (6)
- ApegaDokument21 SeitenApegaChristine HendrixNoch keine Bewertungen
- D3 - Six Sigma ProjectsDokument35 SeitenD3 - Six Sigma ProjectsAzer Asociados SacNoch keine Bewertungen
- Six Sigma Yellow BeltDokument17 SeitenSix Sigma Yellow Beltashish chhajerNoch keine Bewertungen
- Six Sigma Yellow Belt TrainingDokument61 SeitenSix Sigma Yellow Belt TrainingKarthik Iyer80% (5)
- MechanicalDokument20 SeitenMechanicalIonut Daniel Epure67% (3)
- Intro To Six SigmaDokument97 SeitenIntro To Six Sigmaapi-3855990100% (1)
- Phase DPMODokument65 SeitenPhase DPMOKefin TajebNoch keine Bewertungen
- Six Sigma Green Belt 1. DEFINE (IASSC)Dokument114 SeitenSix Sigma Green Belt 1. DEFINE (IASSC)kachkach zak100% (2)
- Value Stream MappingDokument296 SeitenValue Stream MappingKawadasan100% (9)
- 99.74 (3 Sigma) % Is Not Good EnoughDokument36 Seiten99.74 (3 Sigma) % Is Not Good EnoughUtkarsh MittalNoch keine Bewertungen
- Case Study - Applying Six Sigma To CricketDokument8 SeitenCase Study - Applying Six Sigma To CricketAsel Juárez ViteNoch keine Bewertungen
- Introduction To Operational ExcellenceDokument40 SeitenIntroduction To Operational Excellencejessicaolifia100% (2)
- Six Sigma Math Primer PDFDokument16 SeitenSix Sigma Math Primer PDFajayikayode100% (1)
- Heijunka 29.3.19Dokument27 SeitenHeijunka 29.3.19rohitNoch keine Bewertungen
- 1.0 LSS Quality Files Define OpportunitiesDokument113 Seiten1.0 LSS Quality Files Define OpportunitiesMurrell J RizonNoch keine Bewertungen
- A Definitive Guide To DFM Success Issue IIDokument11 SeitenA Definitive Guide To DFM Success Issue IIarenasjoseNoch keine Bewertungen
- CII CertifiedDokument26 SeitenCII CertifiedyasarinuNoch keine Bewertungen
- SSWB Course Slides PDFDokument15 SeitenSSWB Course Slides PDFdnmuleNoch keine Bewertungen
- Certified Six Sigma Black Belt PDFDokument2 SeitenCertified Six Sigma Black Belt PDFthindmanmohanNoch keine Bewertungen
- Six Sigma ASQ BookDokument1.096 SeitenSix Sigma ASQ BookRamesh ChandraNoch keine Bewertungen
- NOTES Software Quality ManagementDokument382 SeitenNOTES Software Quality Managementgirish_kodagantiNoch keine Bewertungen
- Benchmark Six Sigma Green Belt Preparatory Module V12.1Dokument98 SeitenBenchmark Six Sigma Green Belt Preparatory Module V12.1Ashish PathakNoch keine Bewertungen
- CSCP PTDokument13 SeitenCSCP PTapi-663719555Noch keine Bewertungen
- Victora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarDokument29 SeitenVictora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarrakeshNoch keine Bewertungen
- Module 07. Multi-Generation Project Planning (MGPP)Dokument13 SeitenModule 07. Multi-Generation Project Planning (MGPP)taghavi1347Noch keine Bewertungen
- 6 Sigma Projects PresentationDokument31 Seiten6 Sigma Projects PresentationgoranNoch keine Bewertungen
- Six Sigma at GEDokument35 SeitenSix Sigma at GEAshna ChaudhryNoch keine Bewertungen
- Lean Six Sigma Black Belt Notes: Define PhaseDokument81 SeitenLean Six Sigma Black Belt Notes: Define PhaseSANTANU DASNoch keine Bewertungen
- Lean Six SigmaDokument149 SeitenLean Six SigmaMustafa MoatamedNoch keine Bewertungen
- Quality Tools: When and Where To Apply Them?Dokument68 SeitenQuality Tools: When and Where To Apply Them?Alok Kumar sharmaNoch keine Bewertungen
- SSMI Lean Six Sigma Black Belt (CLSSBB) Programme - VietnamDokument31 SeitenSSMI Lean Six Sigma Black Belt (CLSSBB) Programme - VietnamLê HiếuNoch keine Bewertungen
- Ernest DMAIC ProjectDokument38 SeitenErnest DMAIC ProjectErnesto Manuel0% (1)
- Lean & Six Sigma For Clinical Laboratory by DR Annabel DSouza SekarDokument27 SeitenLean & Six Sigma For Clinical Laboratory by DR Annabel DSouza Sekartaenia_proNoch keine Bewertungen
- IASSC LeanSixSigma BoK GreenBeltDokument8 SeitenIASSC LeanSixSigma BoK GreenBeltBilal Salameh100% (1)
- Six Sigma BestDokument84 SeitenSix Sigma Bestshiv jangaleNoch keine Bewertungen
- A Strategy For Performance Excellence: Ruben Guajardo Deepak Navnith Victor Torres Kuan Zhang Professor: Neil KaneDokument84 SeitenA Strategy For Performance Excellence: Ruben Guajardo Deepak Navnith Victor Torres Kuan Zhang Professor: Neil KaneNarendra Singh100% (1)
- PMP 6 EditionDokument12 SeitenPMP 6 EditionDeepak Sharma0% (3)
- PMP 6 EditionDokument12 SeitenPMP 6 EditionDeepak Sharma0% (3)
- Advanced Lean Training Manual Band 4Dokument101 SeitenAdvanced Lean Training Manual Band 4Abel TorresNoch keine Bewertungen
- 02 Bolt TighteningDokument12 Seiten02 Bolt TighteningJuanGómezNoch keine Bewertungen
- Six SigmaDokument7 SeitenSix SigmaDipak SharmaNoch keine Bewertungen
- The Asq Certified Six Sigma Black BeltDokument16 SeitenThe Asq Certified Six Sigma Black BeltJohn Jerome ThompsonNoch keine Bewertungen
- Cobbledick Layered Process Audits PDFDokument22 SeitenCobbledick Layered Process Audits PDFelyesNoch keine Bewertungen
- Six Sigma 2005 Part 1Dokument152 SeitenSix Sigma 2005 Part 1Bea EnangelNoch keine Bewertungen
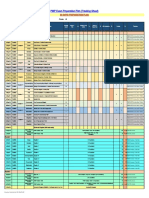
- PMP Exam Preparation PlansDokument6 SeitenPMP Exam Preparation PlansRogelio RomeroNoch keine Bewertungen
- Six Sigma Yellow Belt Course - Ehab A. KaderDokument121 SeitenSix Sigma Yellow Belt Course - Ehab A. KaderMustafa MoatamedNoch keine Bewertungen
- Six Sigma Quality Improvement at BD CompanyDokument10 SeitenSix Sigma Quality Improvement at BD CompanyJLuisCarterNoch keine Bewertungen
- Total Quality Management: Mechanical Engineering Technology MET - 523TQMDokument24 SeitenTotal Quality Management: Mechanical Engineering Technology MET - 523TQMsubhan sibghatNoch keine Bewertungen
- Yellow Belt OverviewDokument35 SeitenYellow Belt OverviewkyleNoch keine Bewertungen
- Failure Mode AND Effect Analysis: TPM Secretariat - Orai FactoryDokument27 SeitenFailure Mode AND Effect Analysis: TPM Secretariat - Orai FactorySunilNoch keine Bewertungen
- Final Project Report Review-1Dokument36 SeitenFinal Project Report Review-1Abhishek D MahaleNoch keine Bewertungen
- Dmaic Vs DmadvDokument27 SeitenDmaic Vs Dmadvananda_beloshe75Noch keine Bewertungen
- Presenting SixSigma NewDokument56 SeitenPresenting SixSigma Newpbp2956Noch keine Bewertungen
- HEIJUNKADokument10 SeitenHEIJUNKANSB-2018 PGDMNoch keine Bewertungen
- Supplier Development at SWPDokument82 SeitenSupplier Development at SWPalma millaniaNoch keine Bewertungen
- Research Essay On Supply Chain Management of Wire and Cable IndustryDokument29 SeitenResearch Essay On Supply Chain Management of Wire and Cable IndustryShahriar AkashNoch keine Bewertungen
- Section 9 (DFSS)Dokument24 SeitenSection 9 (DFSS)Eduardo Expósito EspinosaNoch keine Bewertungen
- Rudini Mulya - Six SigmaDokument27 SeitenRudini Mulya - Six SigmaRudini MulyaNoch keine Bewertungen
- Green Belt Project TemplateDokument45 SeitenGreen Belt Project TemplateDiganta Debabhuti100% (2)
- Six Sigma (Green BeltDokument18 SeitenSix Sigma (Green BeltKrish0% (1)
- Green Belt ProjectDokument5 SeitenGreen Belt ProjectIeva ValpētereNoch keine Bewertungen
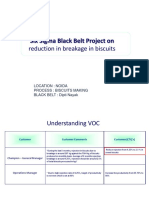
- Six Sigma Black Belt Project On: Reduction in Breakage in BiscuitsDokument42 SeitenSix Sigma Black Belt Project On: Reduction in Breakage in BiscuitsHombing Haryanto100% (2)
- Lean Six Sigma Case Study - Bank Owner Real Estate Closing Process / REODokument2 SeitenLean Six Sigma Case Study - Bank Owner Real Estate Closing Process / REOFrank SmithNoch keine Bewertungen
- Six Sigma Yellow Belt Project Charter TemplateDokument6 SeitenSix Sigma Yellow Belt Project Charter TemplateMANOJ KUMAR MECNoch keine Bewertungen
- Lean ImplementationDokument8 SeitenLean ImplementationSrinivas UlavalaNoch keine Bewertungen
- CV Slide PDFDokument17 SeitenCV Slide PDFKhemraj RegmiNoch keine Bewertungen
- TQM in Manufacturing IndustryDokument21 SeitenTQM in Manufacturing IndustryparagNoch keine Bewertungen
- Engineering Management Institut Teknologi DelDokument86 SeitenEngineering Management Institut Teknologi Delpretti situmeangNoch keine Bewertungen
- RAL - Six - Sigma - GREEN - BELT - Compatibility ModeDokument72 SeitenRAL - Six - Sigma - GREEN - BELT - Compatibility ModePrabhat SharmaNoch keine Bewertungen
- Six SigmaDokument22 SeitenSix SigmaGaggi KapoorNoch keine Bewertungen
- Six Sigma How Good Is Good Enough?Dokument17 SeitenSix Sigma How Good Is Good Enough?aishwaryaNoch keine Bewertungen
- Front and Rear Swing Arm Design of An Electric Racing MotorcycleDokument10 SeitenFront and Rear Swing Arm Design of An Electric Racing MotorcycleSai KrishnaNoch keine Bewertungen
- Design and Analysis of Automotive Serpentine Belt Drive Systems For Steady State PerformanceDokument8 SeitenDesign and Analysis of Automotive Serpentine Belt Drive Systems For Steady State PerformancePrabhat SharmaNoch keine Bewertungen
- Its09 World Maps eDokument6 SeitenIts09 World Maps evarunkksdNoch keine Bewertungen
- India Poltical Map PDFDokument1 SeiteIndia Poltical Map PDFPrabhat SharmaNoch keine Bewertungen
- Nylon Materials ChartDokument1 SeiteNylon Materials ChartPrabhat SharmaNoch keine Bewertungen
- Catr 2001 eDokument126 SeitenCatr 2001 eSaeedAkbarzadehNoch keine Bewertungen
- An Assessment of Bicycle Frame Behaviour Under VarDokument7 SeitenAn Assessment of Bicycle Frame Behaviour Under VarPrabhat SharmaNoch keine Bewertungen
- An Assessment of Bicycle Frame Behaviour Under VarDokument7 SeitenAn Assessment of Bicycle Frame Behaviour Under VarPrabhat SharmaNoch keine Bewertungen
- BIS List of 946 ItemsDokument27 SeitenBIS List of 946 ItemsMayank AgrawalNoch keine Bewertungen
- Ecowasher PDFDokument16 SeitenEcowasher PDFPrabhat SharmaNoch keine Bewertungen
- Mechanical Design Professional: Ashok KumarDokument3 SeitenMechanical Design Professional: Ashok KumarPrabhat SharmaNoch keine Bewertungen
- An Assessment of Bicycle Frame Behaviour Under VarDokument7 SeitenAn Assessment of Bicycle Frame Behaviour Under VarPrabhat SharmaNoch keine Bewertungen
- Overview of Materials For Nylon 66/6, 40% Glass Fiber ReinforcedDokument2 SeitenOverview of Materials For Nylon 66/6, 40% Glass Fiber ReinforcedPrabhat SharmaNoch keine Bewertungen
- An Assessment of Bicycle Frame Behaviour Under VarDokument7 SeitenAn Assessment of Bicycle Frame Behaviour Under VarPrabhat SharmaNoch keine Bewertungen
- Mechanical Design Professional: Ashok KumarDokument3 SeitenMechanical Design Professional: Ashok KumarPrabhat SharmaNoch keine Bewertungen
- 29 Auto 11 Changed SDDokument10 Seiten29 Auto 11 Changed SDPrabhat SharmaNoch keine Bewertungen
- Mechanical Design Professional: Ashok KumarDokument3 SeitenMechanical Design Professional: Ashok KumarPrabhat SharmaNoch keine Bewertungen
- Mechanical Design Professional: Ashok KumarDokument3 SeitenMechanical Design Professional: Ashok KumarPrabhat SharmaNoch keine Bewertungen
- HSSC Application LinkDokument1 SeiteHSSC Application LinkPrabhat SharmaNoch keine Bewertungen
- IT-Operation-Sytem-Project ManagementDokument12 SeitenIT-Operation-Sytem-Project ManagementAbdulNoch keine Bewertungen
- Chapter 4Dokument33 SeitenChapter 4VipenNoch keine Bewertungen
- Operations and Supply Chain Management For Mbas 6th Edition Meredith Test BankDokument11 SeitenOperations and Supply Chain Management For Mbas 6th Edition Meredith Test Bankhangnhanb7cvf100% (29)
- Referance SSBBDokument4 SeitenReferance SSBBJahidul IslamNoch keine Bewertungen
- Life Sciences OpX Consulting - OpX Begins Here Article ChemEng0307Dokument4 SeitenLife Sciences OpX Consulting - OpX Begins Here Article ChemEng0307Sandu LicaNoch keine Bewertungen
- Dwnload Full Project Management Process Technology and Practice 1st Edition Vaidyanathan Solutions Manual PDFDokument36 SeitenDwnload Full Project Management Process Technology and Practice 1st Edition Vaidyanathan Solutions Manual PDFinsuliteskinch4wjca100% (11)
- IASSC Lean Six Sigma Green Belt Exam Questions - 144qDokument65 SeitenIASSC Lean Six Sigma Green Belt Exam Questions - 144qWilliam TRANNoch keine Bewertungen
- POQ MGMTDokument53 SeitenPOQ MGMTAruna FeltzNoch keine Bewertungen
- Evolution of Quality in XeroxDokument23 SeitenEvolution of Quality in XeroxHaiitsme HaiNoch keine Bewertungen
- 02 - Lean Project Selection & Implementation Flow ChartDokument2 Seiten02 - Lean Project Selection & Implementation Flow ChartYo GoldNoch keine Bewertungen
- Six Sigma Green Belt Training Kit (Rev 04)Dokument6 SeitenSix Sigma Green Belt Training Kit (Rev 04)Manuel PerezNoch keine Bewertungen
- 2017 Six Sigma TireDokument8 Seiten2017 Six Sigma TirePutera SassonNoch keine Bewertungen
- CO and PO, PSO Mapping With CO - C406K - OEC1711 - Leansixsigma - R2021Dokument1 SeiteCO and PO, PSO Mapping With CO - C406K - OEC1711 - Leansixsigma - R2021jvanandhNoch keine Bewertungen
- Case Presentation - Group1: Srinivas Bhattiprolu Falk Scherzer Georg WieningerDokument19 SeitenCase Presentation - Group1: Srinivas Bhattiprolu Falk Scherzer Georg WieningerAshutosh VikramNoch keine Bewertungen
- Dumps-Level-0-It Is Yellow Belt-Atita8Dokument23 SeitenDumps-Level-0-It Is Yellow Belt-Atita8Anshumita BanerjeeNoch keine Bewertungen
- A Strategic Approach Based On Business Maturity and Critical Success FactorsDokument21 SeitenA Strategic Approach Based On Business Maturity and Critical Success FactorsЕвгений ЕмецNoch keine Bewertungen
- Software Reliability and Quality Management - SEI CMMDokument15 SeitenSoftware Reliability and Quality Management - SEI CMMssmorthy8053100% (1)
- D1 - Nature of VariablesDokument9 SeitenD1 - Nature of Variablesanjo0225Noch keine Bewertungen
- Terms and Notes-HR TheoriesDokument32 SeitenTerms and Notes-HR TheoriespankajdaaNoch keine Bewertungen
- Totok Ismanto 424366380Dokument7 SeitenTotok Ismanto 424366380Green Sustain EnergyNoch keine Bewertungen
- A Method To Align A Manufacturing Execution System With Lean ObjectivesDokument19 SeitenA Method To Align A Manufacturing Execution System With Lean ObjectivesHarshitMittalNoch keine Bewertungen