Das könnte Ihnen auch gefallen
- LECTURE 06 - Nickel and Its AlloysDokument16 SeitenLECTURE 06 - Nickel and Its AlloysMarisa RobertsNoch keine Bewertungen
- Lecture 5 Strengthening Mechanisms LecDokument17 SeitenLecture 5 Strengthening Mechanisms LecLeencie SandeNoch keine Bewertungen
- Strengthening Mechanisms PDFDokument11 SeitenStrengthening Mechanisms PDFSelva BabuNoch keine Bewertungen
- Binders ComparisionDokument8 SeitenBinders Comparisionavutu_kunduruNoch keine Bewertungen
- Physics of WeldingDokument8 SeitenPhysics of WeldingAbu SaadNoch keine Bewertungen
- Bulk Deformation ProcessesDokument41 SeitenBulk Deformation ProcessesAbdullahNoch keine Bewertungen
- Recovery Recrystallization Grain GrowthDokument15 SeitenRecovery Recrystallization Grain Growthteju1996coolNoch keine Bewertungen
- TEM Lecture CrystallineDokument30 SeitenTEM Lecture CrystallineSyed Abdul AhadNoch keine Bewertungen
- 06 Strengthening MechanismsDokument63 Seiten06 Strengthening Mechanismspranavkumarparit100% (2)
- MATE1000 Lecture 12 Strengthening Mechanisms in MetalsDokument4 SeitenMATE1000 Lecture 12 Strengthening Mechanisms in MetalsclearcastingNoch keine Bewertungen
- Chapter 7 - Dislocations and Strengethening MechanismsDokument50 SeitenChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNoch keine Bewertungen
- Dislocations and Strengthening Mechanisms ExplainedDokument29 SeitenDislocations and Strengthening Mechanisms ExplainedBaskar ManiNoch keine Bewertungen
- How Dislocations Enable Plastic Deformation in MetalsDokument33 SeitenHow Dislocations Enable Plastic Deformation in MetalsKate Lynn PabelicoNoch keine Bewertungen
- 09 Cast IronDokument34 Seiten09 Cast IronyogeshmangulkarNoch keine Bewertungen
- Physical Metallurgy M1 PDFDokument21 SeitenPhysical Metallurgy M1 PDFAnca ElenaNoch keine Bewertungen
- Electrometallurgy PDFDokument34 SeitenElectrometallurgy PDFJeremy PutraNoch keine Bewertungen
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDokument25 SeitenA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNoch keine Bewertungen
- Chapter 9 - Engineering Alloys PDFDokument52 SeitenChapter 9 - Engineering Alloys PDFAmeer Fauwaz100% (1)
- Casting Technology 04Dokument11 SeitenCasting Technology 04Sreekumar RajendrababuNoch keine Bewertungen
- Theory of Non-Ferrous Metals and Alloys ProcessingDokument83 SeitenTheory of Non-Ferrous Metals and Alloys ProcessingHimanshuDeepNoch keine Bewertungen
- Indexing Diffraction PatternsDokument35 SeitenIndexing Diffraction PatternsYasirFaheem100% (1)
- 4 Unit - Heat Treatment of SteelsDokument72 Seiten4 Unit - Heat Treatment of SteelsAnway WalkeNoch keine Bewertungen
- Outlook On Blast Furnace-2Dokument41 SeitenOutlook On Blast Furnace-2يوسف عادل حسانينNoch keine Bewertungen
- 01 - Fundamentals of Metalworking-2017son01Dokument92 Seiten01 - Fundamentals of Metalworking-2017son01emreNoch keine Bewertungen
- Engineering Alloys (Non Ferrous)Dokument52 SeitenEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNoch keine Bewertungen
- Lecture Ccorrosionorrosion PDFDokument28 SeitenLecture Ccorrosionorrosion PDFJonathan DaviesNoch keine Bewertungen
- Introduction To Materials: Prof. H. K. KhairaDokument75 SeitenIntroduction To Materials: Prof. H. K. KhairaDhanush NairNoch keine Bewertungen
- Heat Treatment of SteelDokument11 SeitenHeat Treatment of SteelMohamed El-gammalNoch keine Bewertungen
- Weld Metal Solidification-1 - Grain StructureDokument51 SeitenWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- Aluminizing by (08MT3012 & 08MT1030) Atanu & ManojDokument24 SeitenAluminizing by (08MT3012 & 08MT1030) Atanu & ManojAtanu KumarNoch keine Bewertungen
- Electrometallurgy extraction processDokument24 SeitenElectrometallurgy extraction processKALESMI A/P AMARALATHAN STUDENT100% (1)
- Chapter11 Mechanical BehaviorDokument31 SeitenChapter11 Mechanical BehaviorDheivendranRamiah100% (1)
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDokument62 SeitenSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Physical Metallurgy-18 Heat Treatment of SteelDokument7 SeitenPhysical Metallurgy-18 Heat Treatment of SteelDSGNoch keine Bewertungen
- Unit 1 Physics of Welding Arc WeldingDokument106 SeitenUnit 1 Physics of Welding Arc WeldingyashNoch keine Bewertungen
- Microstructure Properties: I Sensitivity of Properties To Thermal History?Dokument35 SeitenMicrostructure Properties: I Sensitivity of Properties To Thermal History?MadhusudanNoch keine Bewertungen
- Extrusion and Its ApplicationDokument28 SeitenExtrusion and Its ApplicationLakhan GuptaNoch keine Bewertungen
- Engineering Materials and Metallurgy Questions For Campus Interviews - SanfoundryDokument9 SeitenEngineering Materials and Metallurgy Questions For Campus Interviews - SanfoundryGopinathan MNoch keine Bewertungen
- AlloysDokument91 SeitenAlloysNiccoloNoch keine Bewertungen
- Metals From Ores: 2. Scope of Extractive MetallurgyDokument48 SeitenMetals From Ores: 2. Scope of Extractive MetallurgyAdetiyo Burhanudin HakimNoch keine Bewertungen
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDokument211 SeitenThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukNoch keine Bewertungen
- Segregation and Banding in SteelDokument2 SeitenSegregation and Banding in SteelskluxNoch keine Bewertungen
- Chapter 8 Phase TransformationsDokument102 SeitenChapter 8 Phase TransformationsAnup DalalNoch keine Bewertungen
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDokument18 SeitenNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderNoch keine Bewertungen
- Selection Process Overview: - at Concept (Preliminary) LevelDokument23 SeitenSelection Process Overview: - at Concept (Preliminary) LevelSudheer Kumar PetetiNoch keine Bewertungen
- Dislocations and Plastic Deformation MechanismsDokument17 SeitenDislocations and Plastic Deformation MechanismsSiDh SmjNoch keine Bewertungen
- Corrosion ExercisesDokument11 SeitenCorrosion ExercisesLim Yong Fong100% (1)
- Hypoeutectiod Steel Alloys - SteelDokument52 SeitenHypoeutectiod Steel Alloys - SteelnotsofarNoch keine Bewertungen
- Development and Processing of Low Carbon Bainite SteelDokument486 SeitenDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Physics of Welding Better VersionDokument3 SeitenPhysics of Welding Better VersionKhurram RehmanNoch keine Bewertungen
- Effect of Alloying Elements On Steels Rev.BDokument402 SeitenEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- Corrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotDokument48 SeitenCorrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotArielNoch keine Bewertungen
- W6 Lecture 6.surface Hardening of Steel PDFDokument28 SeitenW6 Lecture 6.surface Hardening of Steel PDFYota KimireNoch keine Bewertungen
- Mekpat PDFDokument1 SeiteMekpat PDFAhmat Safa'atNoch keine Bewertungen
- CamyDokument5 SeitenCamyAhmat Safa'atNoch keine Bewertungen
- Design Optimization - Final Exercises - Group 4 PDFDokument17 SeitenDesign Optimization - Final Exercises - Group 4 PDFAhmat Safa'atNoch keine Bewertungen
- Invoice Kates 1 - 2Dokument2 SeitenInvoice Kates 1 - 2Ahmat Safa'atNoch keine Bewertungen
- S01010 PDFDokument30 SeitenS01010 PDFManish JainNoch keine Bewertungen
- PatahanDokument1 SeitePatahanAhmat Safa'atNoch keine Bewertungen
- Patahan PDFDokument1 SeitePatahan PDFAhmat Safa'atNoch keine Bewertungen
- Price List SKF BearingsDokument8 SeitenPrice List SKF BearingsHarpreet Sethi100% (1)
- Cycle-Tempo 5.0 commissioning report analysisDokument1 SeiteCycle-Tempo 5.0 commissioning report analysisAhmat Safa'atNoch keine Bewertungen
- UMIST Publications PHD ProjectsDokument4 SeitenUMIST Publications PHD ProjectsAhmat Safa'atNoch keine Bewertungen
- Container 40Dokument1 SeiteContainer 40Ahmat Safa'atNoch keine Bewertungen
- ReadmeDokument4 SeitenReadmeAhmat Safa'atNoch keine Bewertungen
- 2017 12 26 0001Dokument2 Seiten2017 12 26 0001Ahmat Safa'atNoch keine Bewertungen
- Workshop in Technical Writing IME - Spring 2014Dokument104 SeitenWorkshop in Technical Writing IME - Spring 2014Ahmat Safa'atNoch keine Bewertungen
- DisertasiDokument221 SeitenDisertasiAhmat Safa'atNoch keine Bewertungen
- Table1: Monday, February 29, 2016 Print RecordsDokument2 SeitenTable1: Monday, February 29, 2016 Print RecordsAhmat Safa'atNoch keine Bewertungen
- Presentasi Jig and FixtureDokument12 SeitenPresentasi Jig and FixtureAhmat Safa'atNoch keine Bewertungen
- Concrete Properties SlidesDokument10 SeitenConcrete Properties Slideslu190765Noch keine Bewertungen
- # 6 Distribusi Probabilitas DiskritDokument55 Seiten# 6 Distribusi Probabilitas DiskritAhmat Safa'atNoch keine Bewertungen
- Lulus TKD Its 2013Dokument17 SeitenLulus TKD Its 2013Ahmat Safa'atNoch keine Bewertungen
- Thick Walled CylindersDokument9 SeitenThick Walled CylinderskabangiNoch keine Bewertungen
- Lulus TKD Its 2013Dokument17 SeitenLulus TKD Its 2013Ahmat Safa'atNoch keine Bewertungen
- Ch14the Basics of Engineering Mechanics PDFDokument28 SeitenCh14the Basics of Engineering Mechanics PDFGOONoch keine Bewertungen
- Tubes:: - 0 ( V G 0 5 Bid Sq1EduleDokument7 SeitenTubes:: - 0 ( V G 0 5 Bid Sq1EduleAhmat Safa'atNoch keine Bewertungen
- FMCG Sector Analysis - Long Term ProfitabilityDokument33 SeitenFMCG Sector Analysis - Long Term ProfitabilityADITYA RANJANNoch keine Bewertungen
- Moulding Effects & DefectsDokument91 SeitenMoulding Effects & Defectsrijoy p pNoch keine Bewertungen
- BS 4873 2004 Aluminum Alloy WindowsDokument18 SeitenBS 4873 2004 Aluminum Alloy WindowsJoseph Allan TolentinoNoch keine Bewertungen
- Roof Truss Design LoadsDokument51 SeitenRoof Truss Design LoadsFeigyl Miro100% (4)
- Improving The Performance of Fabric Filter Dry Dust Collection EquipmentDokument10 SeitenImproving The Performance of Fabric Filter Dry Dust Collection EquipmentDavid GuevaraNoch keine Bewertungen
- Xypec Catalog B UVC A MS 9106 R0 DraftDokument94 SeitenXypec Catalog B UVC A MS 9106 R0 DraftJusron MasjhudaNoch keine Bewertungen
- Turbine Maintenance BookDokument223 SeitenTurbine Maintenance Bookbarrunsiswo100% (9)
- 2a. Specs For Valves - IADokument4 Seiten2a. Specs For Valves - IAPraveen KasrottaranNoch keine Bewertungen
- To Prepare Potash Alum From Aluminium ScrapDokument16 SeitenTo Prepare Potash Alum From Aluminium ScrapAkshayNoch keine Bewertungen
- Service Manual: Air ConditionerDokument70 SeitenService Manual: Air Conditionerboroda2410Noch keine Bewertungen
- Hydraulic Arm RealDokument14 SeitenHydraulic Arm RealVarun S RajanNoch keine Bewertungen
- Chemical Injection Unit Datasheet PDFDokument1 SeiteChemical Injection Unit Datasheet PDFMahesh DivakarNoch keine Bewertungen
- JKR Mech DRWG PDFDokument117 SeitenJKR Mech DRWG PDFFelix Semion100% (1)
- COUPP - 60 Hydraulic Hose Failure AnalysisDokument26 SeitenCOUPP - 60 Hydraulic Hose Failure AnalysisRomulus Situ MorankNoch keine Bewertungen
- Corrosion of Chrome PlatingDokument37 SeitenCorrosion of Chrome PlatingdavideNoch keine Bewertungen
- EARLY WORKS - Civil & Preliminary BOQDokument1 SeiteEARLY WORKS - Civil & Preliminary BOQDeepa Junnarkar DegwekarNoch keine Bewertungen
- Balancing Equations WorksheetDokument4 SeitenBalancing Equations WorksheetjoeNoch keine Bewertungen
- Operation PhilosophyDokument29 SeitenOperation PhilosophyMashiur RahmanNoch keine Bewertungen
- Latching Assignment PLC Ladder LogicDokument4 SeitenLatching Assignment PLC Ladder LogicsalonyNoch keine Bewertungen
- Cane Ite PDFDokument4 SeitenCane Ite PDFJim HaigNoch keine Bewertungen
- Application of FRC in Construction of The Underground Railway TrackDokument8 SeitenApplication of FRC in Construction of The Underground Railway TrackClaudio PazNoch keine Bewertungen
- Unimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfDokument2 SeitenUnimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfIvana Ilic67% (3)
- Job-Mix Formula (Sample)Dokument18 SeitenJob-Mix Formula (Sample)Mohammad Ali Salem Mauna25% (4)
- Disassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNDokument6 SeitenDisassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNmanuelNoch keine Bewertungen
- Grammar Worksheet: If You Turn Off The Lights, You Will Save EnergyDokument2 SeitenGrammar Worksheet: If You Turn Off The Lights, You Will Save EnergybkksmkturenNoch keine Bewertungen
- Comparison Between Vacuum and SF6 Circuit BreakerDokument12 SeitenComparison Between Vacuum and SF6 Circuit BreakerecsanyiNoch keine Bewertungen
- VIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETDokument7 SeitenVIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETAnonymous NUn6MESxNoch keine Bewertungen
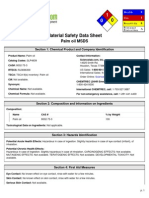
- Palm Oil MSDSDokument5 SeitenPalm Oil MSDSCaliche Omn100% (1)
- Samsung Refrigeretor - RS265TD Fast Track R2Dokument6 SeitenSamsung Refrigeretor - RS265TD Fast Track R2Dan DrambareanuNoch keine Bewertungen
- Tutorial 7 - Kinetics - SOLUTIONSDokument5 SeitenTutorial 7 - Kinetics - SOLUTIONSJustin Chuong NguyenNoch keine Bewertungen