Das könnte Ihnen auch gefallen
- Troubleshooting Automotive Cooling SystemsDokument46 SeitenTroubleshooting Automotive Cooling SystemssrknotesNoch keine Bewertungen
- Types of Internal Combustion EnginesDokument18 SeitenTypes of Internal Combustion EnginesMoayadNoch keine Bewertungen
- Make Piston ModelDokument8 SeitenMake Piston ModelSaurabh AwacharNoch keine Bewertungen
- Fuel PumpDokument9 SeitenFuel Pumpstevenotienoodhiambo141100% (1)
- 1 Defence University, College of EngineeringDokument41 Seiten1 Defence University, College of EngineeringGetachew TikueNoch keine Bewertungen
- Arduino Based Automatic Car Washing SystemDokument3 SeitenArduino Based Automatic Car Washing SystemEditor IJTSRDNoch keine Bewertungen
- Engine Components and OperationDokument24 SeitenEngine Components and OperationAndrew CrawfordNoch keine Bewertungen
- CH 11Dokument34 SeitenCH 11Getachew TikueNoch keine Bewertungen
- 1.me Components InspectionDokument5 Seiten1.me Components InspectionAayush AgrawalNoch keine Bewertungen
- Thermal Engineering-2 PracticalDokument35 SeitenThermal Engineering-2 PracticalAlok Anand100% (1)
- Fuel Injection in The CI EngineDokument28 SeitenFuel Injection in The CI EngineNamandeep Singh OberoiNoch keine Bewertungen
- Classification of Engines & Its ComponentsDokument33 SeitenClassification of Engines & Its ComponentsSunil DhankharNoch keine Bewertungen
- Hydro Pneumatic Braking SytemDokument11 SeitenHydro Pneumatic Braking Sytempramo_dass100% (1)
- Operation 1Dokument9 SeitenOperation 1Wbamlak AshebrNoch keine Bewertungen
- CHAPTER 2 CrankshaftDokument19 SeitenCHAPTER 2 CrankshaftAUNG0% (1)
- 5.1 Mixture Formation in SI Engine PDFDokument68 Seiten5.1 Mixture Formation in SI Engine PDFSiraye Abirham100% (1)
- How Car Engines Work PDFDokument3 SeitenHow Car Engines Work PDFMiguel Campusano RodriguezNoch keine Bewertungen
- Qip Ice 06 Valve Timing DiagramsDokument29 SeitenQip Ice 06 Valve Timing Diagramsام احمدNoch keine Bewertungen
- Qip Ice 02 Basic CyclesDokument45 SeitenQip Ice 02 Basic Cyclespremendra mani100% (1)
- Types of Scavenging: Loop or Cross Scavenge UniflowDokument22 SeitenTypes of Scavenging: Loop or Cross Scavenge UniflowBharatiyulamNoch keine Bewertungen
- Oil Pump Overhaul GuideDokument3 SeitenOil Pump Overhaul GuideHenry SilvaNoch keine Bewertungen
- Four-Stroke Engine Basics: Understanding the Components and CycleDokument47 SeitenFour-Stroke Engine Basics: Understanding the Components and CycledhavalNoch keine Bewertungen
- Mechanical Engineering Dept Lubrication System GuideDokument21 SeitenMechanical Engineering Dept Lubrication System GuidedhavalNoch keine Bewertungen
- Saux 4002 Automotive Engine Components Lab ManualDokument35 SeitenSaux 4002 Automotive Engine Components Lab ManualsrknotesNoch keine Bewertungen
- Vidya Vardhaka College of Engineering Mysuru: "Diesel Particulate Filter"Dokument15 SeitenVidya Vardhaka College of Engineering Mysuru: "Diesel Particulate Filter"dhanalakshmi k sNoch keine Bewertungen
- Catalytic ConverterDokument11 SeitenCatalytic ConverterAJ MukunNoch keine Bewertungen
- Engine Parts MaterialsDokument4 SeitenEngine Parts Materialsmy generalNoch keine Bewertungen
- Course Outline Automatic TransmissionDokument2 SeitenCourse Outline Automatic TransmissionHaftayNoch keine Bewertungen
- Farm Machinery Internal Combustion EnginesDokument67 SeitenFarm Machinery Internal Combustion Engineschoongwenkang100% (2)
- Qip Ice 12 Fuel Injection SystemsDokument40 SeitenQip Ice 12 Fuel Injection SystemsAnonymous eyxVFR100% (1)
- 2 Stroke EngineDokument24 Seiten2 Stroke Enginebrian estriNoch keine Bewertungen
- Engine System ComponentsDokument33 SeitenEngine System Componentsgatul denaenNoch keine Bewertungen
- Qip Ice 13 Electronic Injection SystemsDokument32 SeitenQip Ice 13 Electronic Injection SystemsChetanPrajapati100% (1)
- Ignition System - 1Dokument5 SeitenIgnition System - 1Sudhakar Uppalapati100% (1)
- Automotive Cooling System Functions and ComponentsDokument20 SeitenAutomotive Cooling System Functions and ComponentsJassondemapan100% (1)
- 05 Fuel Injection SystemDokument42 Seiten05 Fuel Injection SystemVishal JohaheerNoch keine Bewertungen
- Starter Motor: HistoryDokument4 SeitenStarter Motor: HistoryKaiser CarloNoch keine Bewertungen
- Fuel Supply System System in S.I EngineDokument47 SeitenFuel Supply System System in S.I EngineSanjay HedgeNoch keine Bewertungen
- Lab Session # 2 Objective: To Draw The Valve Timing Diagram of Matchless Diesel EngineDokument6 SeitenLab Session # 2 Objective: To Draw The Valve Timing Diagram of Matchless Diesel EngineHassanNoch keine Bewertungen
- Automobile - Full Notes - 6TH PDFDokument179 SeitenAutomobile - Full Notes - 6TH PDFShailesh RajuNoch keine Bewertungen
- 4-Stroke Diesel Engine InternshipDokument14 Seiten4-Stroke Diesel Engine InternshipBairi Rajesh100% (1)
- Engine TerminologyDokument13 SeitenEngine Terminologyhotbuddy723Noch keine Bewertungen
- Report of Marine Diesel PracticumDokument31 SeitenReport of Marine Diesel PracticumPutu Widhi ApriliaNoch keine Bewertungen
- LV06 - Engines - Issue 1Dokument72 SeitenLV06 - Engines - Issue 1Valentin Silvan Valentin SilvanNoch keine Bewertungen
- Fuel Injection NotesDokument37 SeitenFuel Injection Notessachin0311Noch keine Bewertungen
- Types of scavenging in IC enginesDokument18 SeitenTypes of scavenging in IC enginesSajjad Hossain ShuvoNoch keine Bewertungen
- Qip Ice 05 Engine EfficienciesDokument28 SeitenQip Ice 05 Engine Efficienciesadane gashuNoch keine Bewertungen
- 4-Stroke Final ReportDokument13 Seiten4-Stroke Final ReportVimal YadavNoch keine Bewertungen
- Four-Stroke Engine Basics: Instructor: Adam MegelDokument47 SeitenFour-Stroke Engine Basics: Instructor: Adam MegelJomel Solibio MarginNoch keine Bewertungen
- Variable Compression Ratio ExperimentDokument7 SeitenVariable Compression Ratio ExperimentMuruganNoch keine Bewertungen
- Wiper PPT OkDokument24 SeitenWiper PPT OkPRAKASH kandhasamyNoch keine Bewertungen
- Automobile Electrical System Questions With AnswersDokument14 SeitenAutomobile Electrical System Questions With Answersshamgoudampalli210Noch keine Bewertungen
- Engine Valve 1Dokument10 SeitenEngine Valve 1LokeshRathor100% (1)
- Reciprocating Engine Parts Design: G.T.U. B.E. (Mech) Sem-Viii 2011-12Dokument61 SeitenReciprocating Engine Parts Design: G.T.U. B.E. (Mech) Sem-Viii 2011-12Divyraj JadejaNoch keine Bewertungen
- Information Service: Cylinder Reconditioning On Aluminium Cylinder BlocksDokument0 SeitenInformation Service: Cylinder Reconditioning On Aluminium Cylinder BlocksMoaed KanbarNoch keine Bewertungen
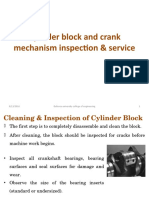
- Cylinder Block and Crank Mechanism Inspection and ServiceDokument29 SeitenCylinder Block and Crank Mechanism Inspection and ServiceGetachew TikueNoch keine Bewertungen
- c9 PDFDokument23 Seitenc9 PDFAnjaana PrashantNoch keine Bewertungen
- Inspection - Spark-Testing PDFDokument3 SeitenInspection - Spark-Testing PDFanandtpe1Noch keine Bewertungen
- CM 633 Series Wide Range Trolley 2018 February 633 33725 Rev AEDokument6 SeitenCM 633 Series Wide Range Trolley 2018 February 633 33725 Rev AEVitor OlivettiNoch keine Bewertungen
- Knuckle Nose Wear and Stretch Limit: IF KNCKLE DOESN'T PASS THIS GAUGE, Replace The KnuckleDokument5 SeitenKnuckle Nose Wear and Stretch Limit: IF KNCKLE DOESN'T PASS THIS GAUGE, Replace The KnuckleWheel Bogie Parel WSNoch keine Bewertungen
- Automobile Engineering Lab Manual GuideDokument21 SeitenAutomobile Engineering Lab Manual GuideSayan BiswasNoch keine Bewertungen
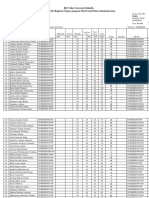
- 4th Namelist 201819Dokument2 Seiten4th Namelist 201819Getachew TikueNoch keine Bewertungen
- Heat Transfer Lecture I PDFDokument25 SeitenHeat Transfer Lecture I PDFGetachew TikueNoch keine Bewertungen
- Abilities:: 7. Does The Program Have Graduate Profile?Dokument3 SeitenAbilities:: 7. Does The Program Have Graduate Profile?Getachew TikueNoch keine Bewertungen
- Chapter 1: Overview of Heat Transfer: EN-43ME Gourmet Engineering Solutions To Sample ProblemsDokument6 SeitenChapter 1: Overview of Heat Transfer: EN-43ME Gourmet Engineering Solutions To Sample ProblemsSengdy NpicNoch keine Bewertungen
- 4th IC Engine Grade-1Dokument8 Seiten4th IC Engine Grade-1Getachew TikueNoch keine Bewertungen
- Past, Present and Future of Titanium For Ground Combat VehiclesDokument25 SeitenPast, Present and Future of Titanium For Ground Combat VehiclesGetachew TikueNoch keine Bewertungen
- Past, Present and Future of Titanium For Ground Combat VehiclesDokument25 SeitenPast, Present and Future of Titanium For Ground Combat VehiclesGetachew TikueNoch keine Bewertungen
- Modelling Dynamic Stability Analysis and Control of An Omni-DireDokument110 SeitenModelling Dynamic Stability Analysis and Control of An Omni-DireGetachew TikueNoch keine Bewertungen
- Convection in Pipe All ProofsDokument44 SeitenConvection in Pipe All ProofsMAheshNoch keine Bewertungen
- Automotive Engineering Program Revision NewDokument10 SeitenAutomotive Engineering Program Revision NewGetachew TikueNoch keine Bewertungen
- Chapter 1: Overview of Heat Transfer: EN-43ME Gourmet Engineering Solutions To Sample ProblemsDokument6 SeitenChapter 1: Overview of Heat Transfer: EN-43ME Gourmet Engineering Solutions To Sample ProblemsSengdy NpicNoch keine Bewertungen
- FinalDokument1 SeiteFinalGetachew TikueNoch keine Bewertungen
- MV 4222 Automotive PowerTrain DesignDokument10 SeitenMV 4222 Automotive PowerTrain DesignGetachew TikueNoch keine Bewertungen
- Lecture-1: Precision Measuring ToolsDokument28 SeitenLecture-1: Precision Measuring ToolsGetachew TikueNoch keine Bewertungen
- Example 24Dokument2 SeitenExample 24Getachew TikueNoch keine Bewertungen
- Lab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Dokument47 SeitenLab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Getachew TikueNoch keine Bewertungen
- Samlpe Questios of Paper Ii of LDC in Mechanical EnggdepartmentDokument7 SeitenSamlpe Questios of Paper Ii of LDC in Mechanical EnggdepartmentGetachew TikueNoch keine Bewertungen
- Cylinder Block and Crank Mechanism Inspection and ServiceDokument29 SeitenCylinder Block and Crank Mechanism Inspection and ServiceGetachew TikueNoch keine Bewertungen
- Engine Systems InspectionDokument29 SeitenEngine Systems InspectionGetachew Tikue100% (1)
- Air Conditioning SystemDokument32 SeitenAir Conditioning SystemGetachew TikueNoch keine Bewertungen
- Engine Performance TestDokument12 SeitenEngine Performance TestGetachew TikueNoch keine Bewertungen
- Starting SystemDokument34 SeitenStarting SystemGetachew Tikue100% (2)
- Diesel Fuel SystemDokument29 SeitenDiesel Fuel SystemGetachew TikueNoch keine Bewertungen
- DEC Short-Term Training - 2014Dokument173 SeitenDEC Short-Term Training - 2014Getachew TikueNoch keine Bewertungen
- Defense University College of Engineering Department of Motor Vehicle Engineering NameDokument1 SeiteDefense University College of Engineering Department of Motor Vehicle Engineering NameGetachew TikueNoch keine Bewertungen
- Engine Systems InspectionDokument29 SeitenEngine Systems InspectionGetachew Tikue100% (1)
- Engine Maintenance and Diagnosis Tune-Up: 1.1 Objective of The TrainingDokument5 SeitenEngine Maintenance and Diagnosis Tune-Up: 1.1 Objective of The TrainingGetachew TikueNoch keine Bewertungen
- Turbocharger Troubleshooting: 1 Compressor SurgingDokument3 SeitenTurbocharger Troubleshooting: 1 Compressor SurgingJatin JainNoch keine Bewertungen
- DTC Summaries: AJ27 Engine Management - 2000 MYDokument43 SeitenDTC Summaries: AJ27 Engine Management - 2000 MYMiguel CarrilloNoch keine Bewertungen
- C18 Acert Locomotive Engine: Eu Stage Iiib 563 Bkw/755 BHP at 1900 RPMDokument4 SeitenC18 Acert Locomotive Engine: Eu Stage Iiib 563 Bkw/755 BHP at 1900 RPMSuat YamanNoch keine Bewertungen
- Parts Catalogue: Nova L5-L6Dokument69 SeitenParts Catalogue: Nova L5-L6juanjoserodriguezalzNoch keine Bewertungen
- 1606A-E93Tag4 Electropak: SeriesDokument10 Seiten1606A-E93Tag4 Electropak: Seriesubaldo caraballoNoch keine Bewertungen
- Volvo Engine Brake PDFDokument7 SeitenVolvo Engine Brake PDFIzz Bahar100% (2)
- ME Mechanical Engineering - I.C.E & AUTODokument26 SeitenME Mechanical Engineering - I.C.E & AUTOdjohnramboNoch keine Bewertungen
- Honda CRF150F (2003-2013) Service ManualDokument413 SeitenHonda CRF150F (2003-2013) Service ManualHajid Ba'adilahNoch keine Bewertungen
- Assignment 3Dokument2 SeitenAssignment 3younkushanks0% (1)
- 1A BOGE Tech Data SRHV-Series Piston Booster 10-25-230620 - 111636Dokument3 Seiten1A BOGE Tech Data SRHV-Series Piston Booster 10-25-230620 - 111636Cristian GuerreroNoch keine Bewertungen
- EMD 645E8 Maintenance Manual (Blower Type) PDFDokument323 SeitenEMD 645E8 Maintenance Manual (Blower Type) PDFmed wajih ben abderrahmenNoch keine Bewertungen
- Two Stroke Petrol Engine Test Rig ManualDokument9 SeitenTwo Stroke Petrol Engine Test Rig ManualPurushotham PulivarthiNoch keine Bewertungen
- Cessna Citation XLS EnginesDokument13 SeitenCessna Citation XLS EnginesWilkes SouzaNoch keine Bewertungen
- Manual de Partes Montacarga UTILEV-244Dokument1 SeiteManual de Partes Montacarga UTILEV-244Alex TrujilloNoch keine Bewertungen
- H.N. Gupta - Fundamentals of Internal Combustion Engines-PHI Learning Private Limited (2013)Dokument675 SeitenH.N. Gupta - Fundamentals of Internal Combustion Engines-PHI Learning Private Limited (2013)suspiria100% (3)
- TM9-1756A M4A6 Technical Manual PDFDokument195 SeitenTM9-1756A M4A6 Technical Manual PDFdavid_graves_okstate100% (1)
- RIENG1Dokument158 SeitenRIENG1Petrus Kanisius WiratnoNoch keine Bewertungen
- Audi Chain Drive GuideDokument13 SeitenAudi Chain Drive GuideLee MarcoNoch keine Bewertungen
- DENSO Common Rail Hino E13C Service Manual PagesDokument11 SeitenDENSO Common Rail Hino E13C Service Manual PagesYohanor Saputera88% (26)
- Nta855 G4Dokument1 SeiteNta855 G4acere18100% (2)
- Nepal Budget Highlights 2080 81 CSCDokument25 SeitenNepal Budget Highlights 2080 81 CSCRupesh Raj BimaliNoch keine Bewertungen
- SR - No. Tool Name/EMD/DLW/Part No. QtyDokument3 SeitenSR - No. Tool Name/EMD/DLW/Part No. QtyDME ItarsiNoch keine Bewertungen
- History of TransportationDokument14 SeitenHistory of TransportationRAYMOND CALSADANoch keine Bewertungen
- DIESEL GENSET 20kVA (Prime Power) : Engine SpecsDokument2 SeitenDIESEL GENSET 20kVA (Prime Power) : Engine SpecsAnas BasarahNoch keine Bewertungen
- Axial Piston Motors GuideDokument4 SeitenAxial Piston Motors GuideFernando RíosNoch keine Bewertungen
- Sheet 6Dokument5 SeitenSheet 6Abdalla Mohamed AbdallaNoch keine Bewertungen
- BM Syllabus - 2009Dokument172 SeitenBM Syllabus - 2009Rifas ZakirNoch keine Bewertungen
- Stock+List 6ct8.3g2 Esn#30549237 Cpl#2218 GeneradorDokument34 SeitenStock+List 6ct8.3g2 Esn#30549237 Cpl#2218 GeneradorAlexis SanchezNoch keine Bewertungen
- EMS Tuning 101Dokument31 SeitenEMS Tuning 101rvkNoch keine Bewertungen
- Extend engine life with Repair OptionsDokument6 SeitenExtend engine life with Repair Optionsjoko riyantoNoch keine Bewertungen