Das könnte Ihnen auch gefallen
- Transit Mixer PresentationDokument16 SeitenTransit Mixer Presentationsaimun100% (1)
- 7-Welded ConnectionsDokument54 Seiten7-Welded ConnectionsetemNoch keine Bewertungen
- Mechanical Seals - Mechanical Seals For Pumps - Pusher SealsDokument4 SeitenMechanical Seals - Mechanical Seals For Pumps - Pusher Sealscesarobeso83Noch keine Bewertungen
- 2 - Drill String DesignDokument64 Seiten2 - Drill String Designqqaassmmm321Noch keine Bewertungen
- Yoke Weld-On Hooks Warning and Application Instructions: Important Safety Information - Read and FollowDokument5 SeitenYoke Weld-On Hooks Warning and Application Instructions: Important Safety Information - Read and FollowPablo GalvezNoch keine Bewertungen
- Company Markets How Grooved Works Why Use Grooved Products & ApplicationsDokument42 SeitenCompany Markets How Grooved Works Why Use Grooved Products & Applicationsvinay1999Noch keine Bewertungen
- RAZOR MIG 250 ManualDokument48 SeitenRAZOR MIG 250 ManualFlynnNoch keine Bewertungen
- O-Rings Static SealsDokument50 SeitenO-Rings Static Sealskamal arabNoch keine Bewertungen
- Gear CouplingDokument17 SeitenGear CouplingSuresh KavaliNoch keine Bewertungen
- Shaft Strain Gaging Guide v4Dokument11 SeitenShaft Strain Gaging Guide v4craigNoch keine Bewertungen
- 145 Brake Fitment CP18Dokument10 Seiten145 Brake Fitment CP18Subrata KarmakarNoch keine Bewertungen
- Hyponic InstallationDokument7 SeitenHyponic InstallationDeMen NguyenNoch keine Bewertungen
- Handy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFDokument21 SeitenHandy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFChristian AmayaNoch keine Bewertungen
- WCC Gear CatalogueDokument17 SeitenWCC Gear CatalogueHugo DesputraNoch keine Bewertungen
- 53-M-1 Plant Skip Rope Replacing ProcedureDokument19 Seiten53-M-1 Plant Skip Rope Replacing ProcedureAhesanShaikh100% (2)
- ACES Seminar 8 Mar 2018 - Nippon SteelDokument34 SeitenACES Seminar 8 Mar 2018 - Nippon SteelBatu GajahNoch keine Bewertungen
- 600 Series Bender Instruction SheetDokument8 Seiten600 Series Bender Instruction Sheetadrian hernandezNoch keine Bewertungen
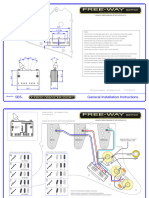
- Free Way DiagramsDokument7 SeitenFree Way DiagramsvaniserNoch keine Bewertungen
- CG - Eng .223 Drill Pipe Care and HandlingDokument12 SeitenCG - Eng .223 Drill Pipe Care and Handlingjinyuan74Noch keine Bewertungen
- Welding Processes Investigation SlidesDokument36 SeitenWelding Processes Investigation SlidesSwarna LathaNoch keine Bewertungen
- Related Products & Functions: High Speed and Compact RobotsDokument3 SeitenRelated Products & Functions: High Speed and Compact RobotsAnsh ChaudharyNoch keine Bewertungen
- C2-Drill Pipe Care andDokument13 SeitenC2-Drill Pipe Care andAboZaidNoch keine Bewertungen
- Satuan Operasi 1-1Dokument53 SeitenSatuan Operasi 1-1Cicik Nur HayatiNoch keine Bewertungen
- MST 188XD Manual Low ResDokument48 SeitenMST 188XD Manual Low ResGreg MeyerNoch keine Bewertungen
- MST185 Manual SMLDokument44 SeitenMST185 Manual SMLGreg MeyerNoch keine Bewertungen
- Oil and Gas Product Lines: Welcome To Training ForDokument9 SeitenOil and Gas Product Lines: Welcome To Training ForM. AguiarNoch keine Bewertungen
- Strutfast Steelwork Connections LRDokument7 SeitenStrutfast Steelwork Connections LRzimtonyNoch keine Bewertungen
- Dobatubos Serie 404Dokument8 SeitenDobatubos Serie 404adrian hernandezNoch keine Bewertungen
- (1mj16me027) InternshipDokument26 Seiten(1mj16me027) InternshipHarsh GamingNoch keine Bewertungen
- Welding Rod Price N-7018Dokument7 SeitenWelding Rod Price N-7018jremptymakNoch keine Bewertungen
- Kds Chase360 v2 ManualDokument35 SeitenKds Chase360 v2 ManualTohe TohetaeNoch keine Bewertungen
- TIGDokument10 SeitenTIGMuhamad Irwan Ismail100% (1)
- Junta Homocinética NTNDokument63 SeitenJunta Homocinética NTNAnonymous 6cpXAaNoch keine Bewertungen
- DD - 1Dokument38 SeitenDD - 1nitin_kulkarni_2Noch keine Bewertungen
- Procedures For Stud WeldignDokument4 SeitenProcedures For Stud WeldignJulius KulvinskasNoch keine Bewertungen
- WelderDokument20 SeitenWelderadminNoch keine Bewertungen
- Product Data Sheet: USG Boral SHEETROCK® Standard PlasterboardDokument2 SeitenProduct Data Sheet: USG Boral SHEETROCK® Standard Plasterboardkaval chhabraNoch keine Bewertungen
- DMC 2016 Plasma MIG PresentationDokument24 SeitenDMC 2016 Plasma MIG PresentationKaushik SenguptaNoch keine Bewertungen
- SKF Hydro Power 2019Dokument85 SeitenSKF Hydro Power 2019Gino ContrerasNoch keine Bewertungen
- Nsba Basics of Steel Bridge Design Workshop Part 4a Welding v2Dokument15 SeitenNsba Basics of Steel Bridge Design Workshop Part 4a Welding v2AmrullahNoch keine Bewertungen
- Nsba Basics of Steel Bridge Design Workshop - Part 4a - Welding - v2Dokument15 SeitenNsba Basics of Steel Bridge Design Workshop - Part 4a - Welding - v2Luis CortesNoch keine Bewertungen
- RAZOR TIG 200 ACDC ManualDokument40 SeitenRAZOR TIG 200 ACDC ManualJasonNoch keine Bewertungen
- TS200 Manual SML 1 PDFDokument32 SeitenTS200 Manual SML 1 PDFTimNoch keine Bewertungen
- ISOMAG Bearing IsolatorDokument4 SeitenISOMAG Bearing Isolatorrembrandt mostolesNoch keine Bewertungen
- Vodou Auto Kits VR5 Variations From Book PlansDokument19 SeitenVodou Auto Kits VR5 Variations From Book PlansTully MoreNoch keine Bewertungen
- HYDROKOMP Data Sheet 240-30Dokument3 SeitenHYDROKOMP Data Sheet 240-30Robac IndustriesNoch keine Bewertungen
- 23-WIS5 Visual Inspection 2006Dokument38 Seiten23-WIS5 Visual Inspection 2006ahmed titoNoch keine Bewertungen
- Pulleys Alignment Report-GCD1Dokument5 SeitenPulleys Alignment Report-GCD1sivaNoch keine Bewertungen
- Bearing Service Life: GlossaryDokument4 SeitenBearing Service Life: GlossaryigormarkesNoch keine Bewertungen
- Exothermic Welding Manufacturer - Exothermic Weld Supplier - Amiable®Dokument20 SeitenExothermic Welding Manufacturer - Exothermic Weld Supplier - Amiable®Maulik ShahNoch keine Bewertungen
- 006 - 2install CWT Roping and Remove Top Floor Working Platform - MRDokument9 Seiten006 - 2install CWT Roping and Remove Top Floor Working Platform - MRAli DiabNoch keine Bewertungen
- Esab Buddy Tig 160 PDFDokument2 SeitenEsab Buddy Tig 160 PDFErick SavrinaldoNoch keine Bewertungen
- EIT - PDC - HydraulicsDokument27 SeitenEIT - PDC - HydraulicsMurtda AL-SayadNoch keine Bewertungen
- Ye Tu19 Turning IDokument36 SeitenYe Tu19 Turning IferNoch keine Bewertungen
- Product Technology (Welds)Dokument84 SeitenProduct Technology (Welds)dvianNoch keine Bewertungen
- RWMIG 165 200 - ManualDokument48 SeitenRWMIG 165 200 - ManualВладислав ИгнатенкоNoch keine Bewertungen
- Diaphragm Wall Equipment PartsDokument16 SeitenDiaphragm Wall Equipment PartsBinSayeedNoch keine Bewertungen
- Offshore Pad EyesDokument2 SeitenOffshore Pad EyesVIVEK YADAVNoch keine Bewertungen
- Analysis SKF - Bearing - Analysis - 1847Dokument13 SeitenAnalysis SKF - Bearing - Analysis - 1847bsdservicesincNoch keine Bewertungen
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesVon EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesBewertung: 1 von 5 Sternen1/5 (1)
- RTI Reply VijayakumarDokument3 SeitenRTI Reply VijayakumarVijay OfficialNoch keine Bewertungen
- A Avesta Rust Remover 410 Chem 0s921Dokument2 SeitenA Avesta Rust Remover 410 Chem 0s921Vijay OfficialNoch keine Bewertungen
- Isro SheetDokument2 SeitenIsro SheetVijay OfficialNoch keine Bewertungen
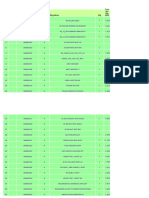
- Copy of Pending Pos MetalDokument112 SeitenCopy of Pending Pos MetalVijay OfficialNoch keine Bewertungen
- IREPSDokument29 SeitenIREPSVijay OfficialNoch keine Bewertungen
- IEAR of 800 KV HVDC Bipole Link Raigarh - PugalurDokument451 SeitenIEAR of 800 KV HVDC Bipole Link Raigarh - PugalurVijay OfficialNoch keine Bewertungen
- Atmc 22014 AtmcDokument3 SeitenAtmc 22014 AtmcVijay OfficialNoch keine Bewertungen
- International Material Grade Comparison TableDokument9 SeitenInternational Material Grade Comparison Tablenyamuk06100% (4)
- Dwd0000119474 - Ra2 - Centering Socket - Qty 56 Nos Ss 304Dokument1 SeiteDwd0000119474 - Ra2 - Centering Socket - Qty 56 Nos Ss 304Vijay OfficialNoch keine Bewertungen
- Inserts For DFS CompositesDokument2 SeitenInserts For DFS CompositesVijay OfficialNoch keine Bewertungen
- BremenDokument14 SeitenBremenVijay OfficialNoch keine Bewertungen
- IF-235-0018-1 - RB Qty 1000 No's SS 304 LDokument1 SeiteIF-235-0018-1 - RB Qty 1000 No's SS 304 LVijay OfficialNoch keine Bewertungen
- DWD0000119506 - RA2 - AXI Qty - 46 Nos SS 304LDokument1 SeiteDWD0000119506 - RA2 - AXI Qty - 46 Nos SS 304LVijay OfficialNoch keine Bewertungen
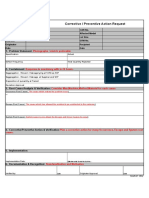
- Corrective / Preventive Action Request: 1. Problem StatementDokument1 SeiteCorrective / Preventive Action Request: 1. Problem StatementVijay OfficialNoch keine Bewertungen
- Am3111 Dino-Lite Premier: VGA ResolutionDokument3 SeitenAm3111 Dino-Lite Premier: VGA ResolutionVijay OfficialNoch keine Bewertungen
- Welding Procedure Specification (WPS) According To DIN EN ISO 15614-1Dokument2 SeitenWelding Procedure Specification (WPS) According To DIN EN ISO 15614-1Vijay OfficialNoch keine Bewertungen
- Process Audit Shiva Krishna - Bottom Plate and Assy Depth SkidDokument9 SeitenProcess Audit Shiva Krishna - Bottom Plate and Assy Depth SkidVijay OfficialNoch keine Bewertungen
- Corrective / Preventive Action Request: 1. Problem StatementDokument1 SeiteCorrective / Preventive Action Request: 1. Problem StatementVijay OfficialNoch keine Bewertungen
- TIGWeldingForDummies PDFDokument72 SeitenTIGWeldingForDummies PDFVijay Official100% (1)
- Metal Forms IMaRQ Audit ReportDokument17 SeitenMetal Forms IMaRQ Audit ReportVijay OfficialNoch keine Bewertungen
- TAFE Process Audit Check List - Revision 2Dokument16 SeitenTAFE Process Audit Check List - Revision 2Vijay OfficialNoch keine Bewertungen
- GMAW - Complete GuideDokument1 SeiteGMAW - Complete GuideVijay OfficialNoch keine Bewertungen
- Walker S ManaloDokument62 SeitenWalker S ManaloVijay OfficialNoch keine Bewertungen
- BS en 00573-1-2004Dokument13 SeitenBS en 00573-1-2004Luis Sierra100% (1)
- Isnt Hyd Course 17 18 PDFDokument3 SeitenIsnt Hyd Course 17 18 PDFVijay OfficialNoch keine Bewertungen
- NDT Ato PDFDokument25 SeitenNDT Ato PDFVijay Official100% (1)
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokument18 SeitenIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- ASNT-L3 Qualifications PDFDokument3 SeitenASNT-L3 Qualifications PDFElankumaran PeriakaruppanNoch keine Bewertungen
- BSK1 Bellows Sealed Globe ValvesDokument4 SeitenBSK1 Bellows Sealed Globe ValvesAhmed RamadanNoch keine Bewertungen
- Paint Coverage ConsumptionDokument2 SeitenPaint Coverage ConsumptionSahilNoch keine Bewertungen
- 0 - Pengantar Reaktor KimiaDokument16 Seiten0 - Pengantar Reaktor KimiaMuktafa AkmalNoch keine Bewertungen
- Lesson 11 Activity 1 Thermal ExpansionDokument18 SeitenLesson 11 Activity 1 Thermal ExpansionEthel WenceslaoNoch keine Bewertungen
- Water Distribution System Specifications: St. Charles County Public Water Supply District NO. 2Dokument45 SeitenWater Distribution System Specifications: St. Charles County Public Water Supply District NO. 2muhammad iqbalNoch keine Bewertungen
- 01 - Solinst Water Level 101Dokument3 Seiten01 - Solinst Water Level 101Dt Paras InvestamaNoch keine Bewertungen
- Air Permeability Test ResultDokument4 SeitenAir Permeability Test Resultritesh0raj-2Noch keine Bewertungen
- Datasheet SKHI 22A PDFDokument12 SeitenDatasheet SKHI 22A PDFGlauber GoncalvesNoch keine Bewertungen
- 303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFDokument1 Seite303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFJkkhyhNoch keine Bewertungen
- Ra12 100Dokument2 SeitenRa12 100M Irfan MaulanaNoch keine Bewertungen
- Ryobi ELS52G Manual 1 Log SplitterDokument14 SeitenRyobi ELS52G Manual 1 Log SplitterFrank MatzkaNoch keine Bewertungen
- EFI BasicsDokument168 SeitenEFI BasicsBryanMaes100% (1)
- 12-SDMS-02, Rev. 03Dokument20 Seiten12-SDMS-02, Rev. 03zaheenvNoch keine Bewertungen
- FYP Allocation AY 2012-2013 Sem 1Dokument7 SeitenFYP Allocation AY 2012-2013 Sem 1Yandi LayadiNoch keine Bewertungen
- CHAPTER 3 FINAL PAPER AirconDokument8 SeitenCHAPTER 3 FINAL PAPER Airconjohanna faith israelNoch keine Bewertungen
- Behaviour of A Sustainable Concrete in Acidic Environment: SustainabilityDokument13 SeitenBehaviour of A Sustainable Concrete in Acidic Environment: Sustainabilitym_shahbaghiNoch keine Bewertungen
- Dge 169Dokument6 SeitenDge 169Krittika ChandranNoch keine Bewertungen
- Si34-601 Troubleshooting by Remote ControllerDokument1 SeiteSi34-601 Troubleshooting by Remote ControllerthanhphongtpNoch keine Bewertungen
- Specifications For Highway Drainage - OxfordshireDokument11 SeitenSpecifications For Highway Drainage - OxfordshirexkishanNoch keine Bewertungen
- Renolit So-Gfb: Description AdvantagesDokument3 SeitenRenolit So-Gfb: Description AdvantagesAhmed El TayebNoch keine Bewertungen
- Biomechanics Design Lab Presentation FINALDokument27 SeitenBiomechanics Design Lab Presentation FINALLinh PhanNoch keine Bewertungen
- FH Double-Grip Packer Technical DatasheetDokument5 SeitenFH Double-Grip Packer Technical DatasheetEvolution Oil ToolsNoch keine Bewertungen
- D6372-15-Design, Testing, and Construction of Micro SurfacingDokument8 SeitenD6372-15-Design, Testing, and Construction of Micro SurfacingEveling Vanegas NarváezNoch keine Bewertungen
- Paint AnalysisDokument51 SeitenPaint AnalysisKai ZaiNoch keine Bewertungen
- ME 231 Montazami Whharris 9-10-18 SOLUTIONDokument4 SeitenME 231 Montazami Whharris 9-10-18 SOLUTIONEduardo Perez UriegasNoch keine Bewertungen
- GearsDokument22 SeitenGearsAnurag MidhaNoch keine Bewertungen
- Bai Tap I Learn Smart World 6 Unit 6 Community ServicesDokument2 SeitenBai Tap I Learn Smart World 6 Unit 6 Community ServicesJelly 24Noch keine Bewertungen
- On Wire IndustryDokument47 SeitenOn Wire IndustryAjit SharmaNoch keine Bewertungen
- 690+ ParkerDokument148 Seiten690+ Parkerjohxav10Noch keine Bewertungen
- 09 0700 Interior Fit OutDokument5 Seiten09 0700 Interior Fit OutTarek Tarek100% (1)