Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 43 Best Passive Income Streams & OpportunitiesDokument7 Seiten43 Best Passive Income Streams & OpportunitiesEri Nur Sofa50% (2)
- Betty Blue Eyes Kotta PDFDokument306 SeitenBetty Blue Eyes Kotta PDFCsóka Anita83% (6)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Assessment of Locomotive and Multi-Unit Fatigue Strength Considering The Results of Certifi Cation Tests in Ukraine and EU CountriesDokument8 SeitenAssessment of Locomotive and Multi-Unit Fatigue Strength Considering The Results of Certifi Cation Tests in Ukraine and EU CountriesLeonardo Antônio Pereira100% (1)
- Wincam TornoDokument3 SeitenWincam Tornocaballerillo100% (1)
- Lesson 5 Flight of Projectile, Air Resistance Neglected: OverviewDokument7 SeitenLesson 5 Flight of Projectile, Air Resistance Neglected: OverviewNadjer C. AdamNoch keine Bewertungen
- Performance Management Systems and Strategies by Dipak Kumar BhattacharyyaDokument385 SeitenPerformance Management Systems and Strategies by Dipak Kumar Bhattacharyyasayal96amrit100% (3)
- Standard CellDokument53 SeitenStandard CellShwethNoch keine Bewertungen
- C3H Hawaii (Polynesian Islands) (Native Food in Hawaii)Dokument19 SeitenC3H Hawaii (Polynesian Islands) (Native Food in Hawaii)Yoon Yati ShinNoch keine Bewertungen
- Food Product Innovation PDFDokument35 SeitenFood Product Innovation PDFDidik HariadiNoch keine Bewertungen
- Performance Task 1st Quarter Poetry Writing WorkshopDokument3 SeitenPerformance Task 1st Quarter Poetry Writing WorkshopNicole john ZuluetaNoch keine Bewertungen
- Mapsyk360 103Dokument85 SeitenMapsyk360 103mawandeNoch keine Bewertungen
- Atlehang MofokengDokument1 SeiteAtlehang MofokengmawandeNoch keine Bewertungen
- Case Study Project EngineerDokument7 SeitenCase Study Project EngineermawandeNoch keine Bewertungen
- Application For A UJ Master's or Doctoral Merit Bursary For 2020Dokument4 SeitenApplication For A UJ Master's or Doctoral Merit Bursary For 2020mawandeNoch keine Bewertungen
- MSC Floor CornelissenDokument46 SeitenMSC Floor CornelissenmawandeNoch keine Bewertungen
- Business Requirements DocumentDokument11 SeitenBusiness Requirements DocumentmawandeNoch keine Bewertungen
- Edlhodm: The Educator As Leader, Manager and AdministratorDokument3 SeitenEdlhodm: The Educator As Leader, Manager and Administratormawande100% (1)
- 02 Chapter 2Dokument54 Seiten02 Chapter 2mawandeNoch keine Bewertungen
- Arrives: Approaches Four-Way StopDokument2 SeitenArrives: Approaches Four-Way StopmawandeNoch keine Bewertungen
- Using Combinations of Heuristics To Sche PDFDokument8 SeitenUsing Combinations of Heuristics To Sche PDFmawandeNoch keine Bewertungen
- Accounts Year Ended 31.03.17Dokument18 SeitenAccounts Year Ended 31.03.17mawandeNoch keine Bewertungen
- Resource Leveling Vs Resource AllocationDokument7 SeitenResource Leveling Vs Resource AllocationmawandeNoch keine Bewertungen
- Cleaning Services Provider: Terms and ConditionsDokument2 SeitenCleaning Services Provider: Terms and ConditionsmawandeNoch keine Bewertungen
- Kopano Letsaba: Personal InformationDokument2 SeitenKopano Letsaba: Personal InformationmawandeNoch keine Bewertungen
- CPM PertDokument31 SeitenCPM PertmawandeNoch keine Bewertungen
- Capital Budgeting Practice Questions QueDokument9 SeitenCapital Budgeting Practice Questions QuemawandeNoch keine Bewertungen
- Years Business Analysis SkillsDokument1 SeiteYears Business Analysis SkillsmawandeNoch keine Bewertungen
- Assignments 1 and 2 Engineering Project ManagementDokument70 SeitenAssignments 1 and 2 Engineering Project ManagementmawandeNoch keine Bewertungen
- Chapter 3Dokument31 SeitenChapter 3mawandeNoch keine Bewertungen
- A Guide To The Project Management Body oDokument19 SeitenA Guide To The Project Management Body omawandeNoch keine Bewertungen
- Introduction To Logistics: EctureDokument22 SeitenIntroduction To Logistics: EcturemawandeNoch keine Bewertungen
- Faculty of Commerce Bachelor of CommerceDokument28 SeitenFaculty of Commerce Bachelor of CommercemawandeNoch keine Bewertungen
- Application For Postgraduate Further Study App Form 2018 2019 V 31 July 2018 For WebDokument12 SeitenApplication For Postgraduate Further Study App Form 2018 2019 V 31 July 2018 For WebmawandeNoch keine Bewertungen
- Cutting Conics AsDokument3 SeitenCutting Conics Asbabe09Noch keine Bewertungen
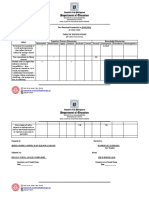
- TOS 1st QuarterDokument6 SeitenTOS 1st QuarterQuerisa Ingrid MortelNoch keine Bewertungen
- TTC 1000Dokument2 SeitenTTC 1000svismaelNoch keine Bewertungen
- LeaP Math G7 Week 8 Q3Dokument10 SeitenLeaP Math G7 Week 8 Q3Reymart PalaganasNoch keine Bewertungen
- APA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuDokument2 SeitenAPA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuJan Louis SalazarNoch keine Bewertungen
- Nickel 200 201 PDFDokument20 SeitenNickel 200 201 PDFwdavid81Noch keine Bewertungen
- Seinfelt - The CheesecakeDokument31 SeitenSeinfelt - The Cheesecakeseinfelt100% (2)
- Iecex Bas 13.0069XDokument4 SeitenIecex Bas 13.0069XFrancesco_CNoch keine Bewertungen
- Triangular Short Crested Weir. Local Geometry ? Discharge CoefficientsDokument7 SeitenTriangular Short Crested Weir. Local Geometry ? Discharge CoefficientsTI Journals PublishingNoch keine Bewertungen
- Capital BudgetingDokument24 SeitenCapital BudgetingHassaan NasirNoch keine Bewertungen
- Learning Activity Sheet Pre-Calculus: Science Technology Engineering and Mathematics (STEM) Specialized SubjectDokument26 SeitenLearning Activity Sheet Pre-Calculus: Science Technology Engineering and Mathematics (STEM) Specialized SubjectJanet ComandanteNoch keine Bewertungen
- How To Install Mesa (OpenGL) On Linux Mint - 6 StepsDokument2 SeitenHow To Install Mesa (OpenGL) On Linux Mint - 6 Stepsankitfrnd45Noch keine Bewertungen
- 310 311 320 321 Toilet Warranty Codes PDFDokument11 Seiten310 311 320 321 Toilet Warranty Codes PDFTerri MartinNoch keine Bewertungen
- 02b. POS Learn ModuleDokument7 Seiten02b. POS Learn ModuleKUHINJANoch keine Bewertungen
- 7TH Maths F.a-1Dokument1 Seite7TH Maths F.a-1Marrivada SuryanarayanaNoch keine Bewertungen
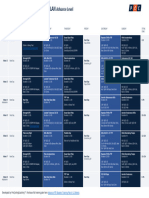
- FTP Booster Training Plan OverviewDokument1 SeiteFTP Booster Training Plan Overviewwiligton oswaldo uribe rodriguezNoch keine Bewertungen
- New Generation of Reinforcement For Transportation Infrastructure - tcm45-590833Dokument5 SeitenNew Generation of Reinforcement For Transportation Infrastructure - tcm45-590833RevaNoch keine Bewertungen
- Jesoc5 1 PDFDokument15 SeitenJesoc5 1 PDFfaisal3096Noch keine Bewertungen
- Lesson 3 - Practical ResearchDokument17 SeitenLesson 3 - Practical ResearchBenNoch keine Bewertungen
- Docker Tutorial: Anthony BaireDokument99 SeitenDocker Tutorial: Anthony BairesuderNoch keine Bewertungen