Das könnte Ihnen auch gefallen
- 1.3 Análisis y Evaluación de Riesgos IndustrialesDokument16 Seiten1.3 Análisis y Evaluación de Riesgos IndustrialesAlejandra CLNoch keine Bewertungen
- Herramientas Analisis de VulnerabilidadesDokument42 SeitenHerramientas Analisis de VulnerabilidadesSteeven YulanNoch keine Bewertungen
- Evaluación de RiesgosDokument73 SeitenEvaluación de Riesgospxdes75% (4)
- Plan de Emergencias ParqueaderoDokument46 SeitenPlan de Emergencias ParqueaderoFrydman A Rodriguez P80% (15)
- Evaluación de RiesgosDokument78 SeitenEvaluación de Riesgospxdes100% (1)
- MODULO 2 ISO 45001 WatermarkDokument85 SeitenMODULO 2 ISO 45001 WatermarkOmar Bellido Valencia100% (1)
- Formato Analisis de Amenazas y VulnerabilidadDokument9 SeitenFormato Analisis de Amenazas y VulnerabilidadJose Luis Santos DominguezNoch keine Bewertungen
- Cronograma AlturasDokument62 SeitenCronograma Alturashugo obonagaNoch keine Bewertungen
- La República de PlatónDokument5 SeitenLa República de PlatónCopias Dodi0% (1)
- Iperc - Mapa de Riespo - Jvs ConsultingDokument76 SeitenIperc - Mapa de Riespo - Jvs ConsultingJhostin Ponte GomezNoch keine Bewertungen
- Manejo y Respuesta A Incidentes 2-4Dokument63 SeitenManejo y Respuesta A Incidentes 2-4Adrian NoreñaNoch keine Bewertungen
- Ansi PresentacionDokument91 SeitenAnsi PresentacionjlarsitoNoch keine Bewertungen
- Metodologia y Ejemplos Del Llenado de FichasDokument17 SeitenMetodologia y Ejemplos Del Llenado de Fichascielkun_28Noch keine Bewertungen
- Técnicas de Análisis de RiesgosDokument22 SeitenTécnicas de Análisis de RiesgosAndy VelasquezNoch keine Bewertungen
- Trabajos en Alturas y Protección Contra CaidasDokument6 SeitenTrabajos en Alturas y Protección Contra CaidasSandra AcostaNoch keine Bewertungen
- Metodologías para La Investigación de Accidentes e IncidentesDokument5 SeitenMetodologías para La Investigación de Accidentes e IncidentesYENY RENDONNoch keine Bewertungen
- 4541 Mapa Riesgos Lloro ActualizadoDokument3 Seiten4541 Mapa Riesgos Lloro ActualizadoLeidy Aida Silva MartinezNoch keine Bewertungen
- Actividad Integradora U3Dokument18 SeitenActividad Integradora U3Eduardo Gonzalez100% (1)
- Induccion de Seguridad y Salud en El TrabajoDokument12 SeitenInduccion de Seguridad y Salud en El TrabajoAlejandra Sánchez RamírezNoch keine Bewertungen
- Entregable Final Tecnología Aplicada A Los Servicios de SaludDokument11 SeitenEntregable Final Tecnología Aplicada A Los Servicios de SaludCopias DodiNoch keine Bewertungen
- SEGURIDAD - Analisis de Riesgos (Ensayo)Dokument8 SeitenSEGURIDAD - Analisis de Riesgos (Ensayo)Angel GarciaNoch keine Bewertungen
- Proyecto Sistema de Gestión en Seguridad y Salud en El TrabajoDokument43 SeitenProyecto Sistema de Gestión en Seguridad y Salud en El TrabajoSandra PaticoNoch keine Bewertungen
- Las Claves Del Exito para La Gestion de RiesgosDokument8 SeitenLas Claves Del Exito para La Gestion de RiesgosCesar PorrasNoch keine Bewertungen
- Entregable Ii Aspectos Legales Aplicados A La Salud.Dokument9 SeitenEntregable Ii Aspectos Legales Aplicados A La Salud.Copias DodiNoch keine Bewertungen
- 01 - Seguridad y Salud Ocupacional - TemDokument94 Seiten01 - Seguridad y Salud Ocupacional - TemJulio Enrique Laguna EspinozaNoch keine Bewertungen
- Presentación ICAM - Tercer Día PDFDokument75 SeitenPresentación ICAM - Tercer Día PDFRaul Agurto EspinozaNoch keine Bewertungen
- Check List Señalización Ver.00Dokument1 SeiteCheck List Señalización Ver.00Manuel HerediaNoch keine Bewertungen
- Anlisisderiesgos 130914184731 Phpapp01Dokument68 SeitenAnlisisderiesgos 130914184731 Phpapp01Manuel Carte UrraNoch keine Bewertungen
- Metodología de Identificación de Peligros, Evaluación y Control de RiesgosDokument90 SeitenMetodología de Identificación de Peligros, Evaluación y Control de RiesgosAnonymous qhVGVpNoch keine Bewertungen
- Análisis de RiesgosDokument21 SeitenAnálisis de RiesgosJaneth PastorNoch keine Bewertungen
- 1°prueba SSODokument4 Seiten1°prueba SSOFeña HernándezNoch keine Bewertungen
- Manual Del Iperc PDFDokument57 SeitenManual Del Iperc PDFEmily AvendañoNoch keine Bewertungen
- CARTILLA PARA SUPERVISORES Rev. 0Dokument3 SeitenCARTILLA PARA SUPERVISORES Rev. 0cristianfelipe199500Noch keine Bewertungen
- Iper - Evaluacion de RiesgosDokument91 SeitenIper - Evaluacion de RiesgosEdwin Rojas PardoNoch keine Bewertungen
- Tema 1 PDFDokument56 SeitenTema 1 PDFYuliany Reyes100% (1)
- Riesgos Vulnerabilidades AmenazasDokument40 SeitenRiesgos Vulnerabilidades AmenazasdaveNoch keine Bewertungen
- FirewallDokument9 SeitenFirewallpabloNoch keine Bewertungen
- 2 IpercDokument58 Seiten2 IpercFreddy George Gonzales MendietaNoch keine Bewertungen
- Reporte de IncidentesDokument2 SeitenReporte de Incidentesrcuba2009Noch keine Bewertungen
- Tema 7. Seguridad Industrial y Gestión de RiesgosDokument16 SeitenTema 7. Seguridad Industrial y Gestión de RiesgosOrlando Abad RojasNoch keine Bewertungen
- Matriz RAMDokument8 SeitenMatriz RAMWillys VelasquezNoch keine Bewertungen
- Procedimiento Control Ingreso y Salida DDokument7 SeitenProcedimiento Control Ingreso y Salida DNelly Evelyn ChuraNoch keine Bewertungen
- Análisis Seguro de Trabajo: Haga Clic para Modificar El Estilo de Subtítulo Del PatrónDokument15 SeitenAnálisis Seguro de Trabajo: Haga Clic para Modificar El Estilo de Subtítulo Del PatrónCarlos Lorenzo Eyzaguirre RamosNoch keine Bewertungen
- Actividad 9 Matriz de Riesgos InformaticosDokument7 SeitenActividad 9 Matriz de Riesgos InformaticosKaren RamirezNoch keine Bewertungen
- 01 Process Safety Beacon - January 2015 - SpanishDokument1 Seite01 Process Safety Beacon - January 2015 - SpanishKALATUSNoch keine Bewertungen
- Análisis de Tarea SeguraDokument20 SeitenAnálisis de Tarea SeguraYamila Dahbar BarbatNoch keine Bewertungen
- Diapositivas Mod2 PDFDokument56 SeitenDiapositivas Mod2 PDFJampier joao Flores estradaNoch keine Bewertungen
- Consignas Particulares Ronda #1 FrigocolantaDokument9 SeitenConsignas Particulares Ronda #1 Frigocolantajuan guillermo medina ruizNoch keine Bewertungen
- Identificacion de AmenazasDokument6 SeitenIdentificacion de AmenazasLaura M. BaronNoch keine Bewertungen
- Curso Seguridad AchsDokument46 SeitenCurso Seguridad AchsSergio Pavez Shu100% (1)
- Analisis de Riesgos SgsiDokument4 SeitenAnalisis de Riesgos SgsiJhonny LozanoNoch keine Bewertungen
- Gre 2008, GrenaDokument416 SeitenGre 2008, Grenanelson bary serna marcosNoch keine Bewertungen
- Herramientas para La Evaluación de Riesgo1Dokument7 SeitenHerramientas para La Evaluación de Riesgo1johan gilNoch keine Bewertungen
- Foro H.G PDFDokument14 SeitenForo H.G PDFAlexis PacherresNoch keine Bewertungen
- UNIDAD 3 Gestion de La Seguridad e Higiene Tema 2Dokument7 SeitenUNIDAD 3 Gestion de La Seguridad e Higiene Tema 2AgustinNoch keine Bewertungen
- Tarea 1 Reporte de Investigacion Riesgo de SeguridadDokument12 SeitenTarea 1 Reporte de Investigacion Riesgo de SeguridadAna AlvaradoNoch keine Bewertungen
- Elaboración IpercDokument17 SeitenElaboración IpercNoe Gonzalo Laiza IbañezNoch keine Bewertungen
- Actividad 3Dokument16 SeitenActividad 3Manuel Flores MozoNoch keine Bewertungen
- 1 Practica CalificadaDokument5 Seiten1 Practica CalificadaJoaquin de la CruzNoch keine Bewertungen
- Foro Tematico - Herra. de GestionDokument4 SeitenForo Tematico - Herra. de GestionAna Josselin Calle Nu�ezNoch keine Bewertungen
- Me 4Dokument25 SeitenMe 4manuelNoch keine Bewertungen
- Evaluación de RiesgosDokument8 SeitenEvaluación de RiesgosbarrfranciscoNoch keine Bewertungen
- PRACTICA 4-Equipo 5Dokument7 SeitenPRACTICA 4-Equipo 5gutierrezrdianakatherine2Noch keine Bewertungen
- Tarea QuimicaDokument15 SeitenTarea QuimicaNataliaCastilloNoch keine Bewertungen
- Metodologias para La Evaluacion Del RiesgoDokument2 SeitenMetodologias para La Evaluacion Del Riesgotania llanosNoch keine Bewertungen
- Analisis de Riesgo de Proceso - CERVDokument7 SeitenAnalisis de Riesgo de Proceso - CERVCarlos Rodriguez Vazquez100% (1)
- Art Unidad IIDokument10 SeitenArt Unidad IImaryorieNoch keine Bewertungen
- Cuestionario N°3 Syso - María Alejandra Meza MillonesDokument2 SeitenCuestionario N°3 Syso - María Alejandra Meza MillonesMaría Alejandra Meza MillonesNoch keine Bewertungen
- Herramientas para Identificar El RiesgoDokument2 SeitenHerramientas para Identificar El RiesgoNATALIA ONATE PENUELANoch keine Bewertungen
- Dinámica Familia y ParejaDokument4 SeitenDinámica Familia y ParejaCopias DodiNoch keine Bewertungen
- Cuadro de Información de Las CorrientesDokument3 SeitenCuadro de Información de Las CorrientesCopias DodiNoch keine Bewertungen
- Entregable Final Bases ContablesDokument11 SeitenEntregable Final Bases ContablesCopias DodiNoch keine Bewertungen
- La Intervención Psicológica A Través de La Observación de Clase y La Exploración Individualizada de Problemas Conductuales y de AprendizajeDokument5 SeitenLa Intervención Psicológica A Través de La Observación de Clase y La Exploración Individualizada de Problemas Conductuales y de AprendizajeCopias Dodi0% (1)
- 1 Introducción A La Responsabilidad Social CorporativaDokument19 Seiten1 Introducción A La Responsabilidad Social CorporativaPablo Hernandez100% (1)
- Infecciones RespiratoriasDokument1 SeiteInfecciones RespiratoriasCopias DodiNoch keine Bewertungen
- Preguntas EL ESTUDIANTE (Película)Dokument1 SeitePreguntas EL ESTUDIANTE (Película)Copias DodiNoch keine Bewertungen
- Ecologia DocumentalDokument3 SeitenEcologia DocumentalCopias DodiNoch keine Bewertungen
- PreguntasDokument2 SeitenPreguntasCopias DodiNoch keine Bewertungen
- InstitucionesDokument2 SeitenInstitucionesCopias DodiNoch keine Bewertungen
- Asamblea EspDokument4 SeitenAsamblea EspKar NajeraNoch keine Bewertungen
- 2 Trastornos InfanciaDokument1 Seite2 Trastornos InfanciaCopias DodiNoch keine Bewertungen
- RezoDokument1 SeiteRezoCopias DodiNoch keine Bewertungen
- Formato Registro de ProveedoresDokument3 SeitenFormato Registro de ProveedoresJorge Luis GomezNoch keine Bewertungen
- BULGARIADokument8 SeitenBULGARIACopias DodiNoch keine Bewertungen
- Rubrica Trabajo en Equipo Segundo ParcialDokument1 SeiteRubrica Trabajo en Equipo Segundo ParcialCopias DodiNoch keine Bewertungen
- Capitulo 02Dokument16 SeitenCapitulo 02Lalo ArambulNoch keine Bewertungen
- Qué Es Una Entrevista ConductualDokument1 SeiteQué Es Una Entrevista ConductualCopias DodiNoch keine Bewertungen
- Christian ConclusiónDokument1 SeiteChristian ConclusiónCopias DodiNoch keine Bewertungen
- Daniel Ramirez Entregable 2Dokument29 SeitenDaniel Ramirez Entregable 2Copias DodiNoch keine Bewertungen
- Habsy Michelle de La Paz Entregable Final CienciaDokument4 SeitenHabsy Michelle de La Paz Entregable Final CienciaCopias DodiNoch keine Bewertungen
- Gerardo-Padre Rico. EnsayoDokument14 SeitenGerardo-Padre Rico. EnsayoCopias DodiNoch keine Bewertungen
- MarthaDokument8 SeitenMarthaCopias DodiNoch keine Bewertungen
- Pedi AtriaDokument32 SeitenPedi AtriaCopias DodiNoch keine Bewertungen
- Ernesto Misael Entregable 2 Responsabilidad SocialDokument4 SeitenErnesto Misael Entregable 2 Responsabilidad SocialCopias DodiNoch keine Bewertungen
- Paola Entregable Final Tendencias GlobalesDokument13 SeitenPaola Entregable Final Tendencias GlobalesCopias DodiNoch keine Bewertungen
- Perla Entregable FinalDokument8 SeitenPerla Entregable FinalCopias DodiNoch keine Bewertungen
- Actividad 1 Grupal ErgonomiaDokument7 SeitenActividad 1 Grupal ErgonomiaLuz Carime C CanoNoch keine Bewertungen
- Banco de Preguntas SGRHOC para SupervisiónDokument3 SeitenBanco de Preguntas SGRHOC para SupervisiónWilliams Calderon CariNoch keine Bewertungen
- RA RAU SSO TEC EST 12 Trabajos en CalienteDokument22 SeitenRA RAU SSO TEC EST 12 Trabajos en CalienteDavid OréNoch keine Bewertungen
- LP13204C 0895 F700 Pets 00041Dokument10 SeitenLP13204C 0895 F700 Pets 00041Mayra MutoNoch keine Bewertungen
- Ensayo Congreso de ProductividadDokument4 SeitenEnsayo Congreso de ProductividadCasa Mármol BarrancabermejaNoch keine Bewertungen
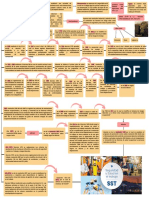
- Mapa Mental-Historia de La Seguridad y Salud en El TrabajoDokument2 SeitenMapa Mental-Historia de La Seguridad y Salud en El TrabajoGeidy SalazarNoch keine Bewertungen
- Plan Curricular Anual: Colegio de Bachillerato "Carlos Garbay Montesdeoca" 2019 - 2020Dokument7 SeitenPlan Curricular Anual: Colegio de Bachillerato "Carlos Garbay Montesdeoca" 2019 - 2020Jmpm Jm JylNoch keine Bewertungen
- Preguntas Anita - TareaDokument17 SeitenPreguntas Anita - TareaMartha Cecilia Avila PerezNoch keine Bewertungen
- Documento Plan Estrategico HSO 2011 2014Dokument64 SeitenDocumento Plan Estrategico HSO 2011 2014Cesar MagnoNoch keine Bewertungen
- VSDVSDVSDVDokument15 SeitenVSDVSDVSDVElvis PalliNoch keine Bewertungen
- Sistema de Planeación, Programación Y Control de La Producción en Pemarsa Oilfield Services S.ADokument120 SeitenSistema de Planeación, Programación Y Control de La Producción en Pemarsa Oilfield Services S.Ajosedario20Noch keine Bewertungen
- Rflp-Pros-22 Rev 1 - Reglamento para Asistencia A Modulo de Induccion IDokument7 SeitenRflp-Pros-22 Rev 1 - Reglamento para Asistencia A Modulo de Induccion Iseguridad PSPNoch keine Bewertungen
- Anexo TomoI-4 Costos Seleccion Conductor Requerimientos ProteccionDokument30 SeitenAnexo TomoI-4 Costos Seleccion Conductor Requerimientos ProteccionMiguel GutierrezNoch keine Bewertungen
- (PLA-SSA-001) Plan de Emergencia y Contingencia. Rev. 0 14082019 para Revision Por JBDokument23 Seiten(PLA-SSA-001) Plan de Emergencia y Contingencia. Rev. 0 14082019 para Revision Por JBJhonny Adolfo Fersaca GarcesNoch keine Bewertungen
- Ficha de Entrega Actividad 3 Càtedra RegiònDokument3 SeitenFicha de Entrega Actividad 3 Càtedra RegiònOmar Andres Murillo100% (2)
- Reglamento Interno de Seguridad y Salud Empresa Electrica RegionalDokument42 SeitenReglamento Interno de Seguridad y Salud Empresa Electrica RegionalElizabeth Lara100% (1)
- CFSD07 ContenidosDokument29 SeitenCFSD07 ContenidosRaul CruzNoch keine Bewertungen
- Convenio Comercio Textil Cantabria 2021-2023Dokument30 SeitenConvenio Comercio Textil Cantabria 2021-2023Sergio SeninNoch keine Bewertungen
- AgroquimicosDokument286 SeitenAgroquimicosRaul ZerbinattiNoch keine Bewertungen
- Presentacion Te Ma 11 Fol Ies PDFDokument9 SeitenPresentacion Te Ma 11 Fol Ies PDFManuel Jesús Muñoz MárquezNoch keine Bewertungen
- Trabajo de Investigacion Presentado PorDokument168 SeitenTrabajo de Investigacion Presentado Poryetsi vegaNoch keine Bewertungen
- DECRETO 1072 de 2015 PDFDokument66 SeitenDECRETO 1072 de 2015 PDFCatherine CabreraNoch keine Bewertungen
- 6991 1128 05h CemixerDokument21 Seiten6991 1128 05h CemixerJuan De la cruz EncarnacionNoch keine Bewertungen
- Examen FinalDokument14 SeitenExamen FinalShirley RodriguezNoch keine Bewertungen