Das könnte Ihnen auch gefallen
- Electroplating: Northbrook, IL 847.528.3467Dokument14 SeitenElectroplating: Northbrook, IL 847.528.3467Halim BoucettaNoch keine Bewertungen
- 95 2 Semiconductor PDFDokument27 Seiten95 2 Semiconductor PDFsumitzz4737Noch keine Bewertungen
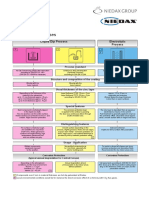
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDokument3 SeitenGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNoch keine Bewertungen
- Khomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachDokument3 SeitenKhomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachMAHINDRA CHOUDHARY 18210048Noch keine Bewertungen
- Casting: Dept. of Mech & Mfg. EnggDokument48 SeitenCasting: Dept. of Mech & Mfg. EnggomkardashetwarNoch keine Bewertungen
- Painting Inspection PracticeDokument5 SeitenPainting Inspection Practicewidada_marjiNoch keine Bewertungen
- Working Cast and DieDokument7 SeitenWorking Cast and DieReza Farahi50% (2)
- Ssqs 2005Dokument74 SeitenSsqs 2005Thanos NiotisNoch keine Bewertungen
- Casting: Dept. of Mech & Mfg. EnggDokument21 SeitenCasting: Dept. of Mech & Mfg. EnggomkardashetwarNoch keine Bewertungen
- Applications and Processing of Ceramics: Pablo Borbon Main II, Alangilan Batangas CityDokument8 SeitenApplications and Processing of Ceramics: Pablo Borbon Main II, Alangilan Batangas CityChristine De la RamaNoch keine Bewertungen
- 2-Model and Die MaterialsDokument8 Seiten2-Model and Die Materialskhaled alahmadNoch keine Bewertungen
- Module 4 Rapid Tooling and Reverse Engineering PDFDokument152 SeitenModule 4 Rapid Tooling and Reverse Engineering PDFDiscord YtNoch keine Bewertungen
- Halong Shipyard Quality Standard Book 1Dokument154 SeitenHalong Shipyard Quality Standard Book 1hoangngan_nd75% (4)
- Design and Fabrications of Abrasive Jet Machine: Presented byDokument31 SeitenDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNoch keine Bewertungen
- Ajm PDFDokument14 SeitenAjm PDFvs.krishnakanthNoch keine Bewertungen
- Unit-5 CMPDokument23 SeitenUnit-5 CMPbaaskararcher506Noch keine Bewertungen
- Magnetic SeparatorDokument36 SeitenMagnetic SeparatorsanthoshkumarNoch keine Bewertungen
- Precision Polishing of Metal Components - 10-08-20Dokument23 SeitenPrecision Polishing of Metal Components - 10-08-20Optiforms TemeculaNoch keine Bewertungen
- Metal Casting and Welding 15Me35ADokument38 SeitenMetal Casting and Welding 15Me35ASHEKHARAPPA MALLURNoch keine Bewertungen
- Depostion and Liftoff - Lab2Dokument10 SeitenDepostion and Liftoff - Lab2khalil alhatabNoch keine Bewertungen
- A Study On PDC Drill Bits QualityDokument18 SeitenA Study On PDC Drill Bits QualityAzri HamimNoch keine Bewertungen
- Casting: Dept. of Mech & Mfg. EnggDokument31 SeitenCasting: Dept. of Mech & Mfg. EnggomkardashetwarNoch keine Bewertungen
- 2 Specimen PreparationDokument5 Seiten2 Specimen PreparationjanakNoch keine Bewertungen
- 04.pcb-Manufacturing (4.21 MB)Dokument74 Seiten04.pcb-Manufacturing (4.21 MB)essen999Noch keine Bewertungen
- All in One...Dokument261 SeitenAll in One...Dr. Mahmoud Tawfik ElSorady100% (1)
- Cswip-Bgas Grade-II Painting Inspector Course: Online Preparatory Class September 2020Dokument42 SeitenCswip-Bgas Grade-II Painting Inspector Course: Online Preparatory Class September 2020AnusreeNoch keine Bewertungen
- N Channel, P Channel Fabrication by School of MicroelectronicsDokument44 SeitenN Channel, P Channel Fabrication by School of MicroelectronicsjouleNoch keine Bewertungen
- Bab 2Dokument73 SeitenBab 2ezad2206Noch keine Bewertungen
- 2 Methods Statement For Concrete Repair On Concrete StructureDokument8 Seiten2 Methods Statement For Concrete Repair On Concrete StructurePo RaksmeyNoch keine Bewertungen
- Discipline Build GuideDokument12 SeitenDiscipline Build Guidekatherine bellmanNoch keine Bewertungen
- 9975 2Dokument5 Seiten9975 2Senthil Kumar GanesanNoch keine Bewertungen
- Quality AssuranceDokument40 SeitenQuality AssuranceBrahmaReddyDaramNoch keine Bewertungen
- Pneumatic Circit For Cylinder IiDokument12 SeitenPneumatic Circit For Cylinder IiAjay NishadNoch keine Bewertungen
- Motor Body Rework SWIPDokument45 SeitenMotor Body Rework SWIPNAGABHUSHAN CPNoch keine Bewertungen
- (Mohd Saiful) Lab Report 2 Djj3213Dokument9 Seiten(Mohd Saiful) Lab Report 2 Djj3213Syfull musicNoch keine Bewertungen
- Arcfix Arc Stud PDFDokument21 SeitenArcfix Arc Stud PDFYakobus MendrofaNoch keine Bewertungen
- Casting & ForgingDokument42 SeitenCasting & ForgingMrinal100% (1)
- Ics and Semiconductor Fabrication ProcessesDokument83 SeitenIcs and Semiconductor Fabrication Processesbadrinarayan2210298Noch keine Bewertungen
- ELID GrindingDokument43 SeitenELID GrindingStephen.K67% (3)
- Nano Finishing TechniquesDokument30 SeitenNano Finishing TechniquesSujay SaxenaNoch keine Bewertungen
- Metal Casting and Welding 15Me35ADokument38 SeitenMetal Casting and Welding 15Me35A01061975Noch keine Bewertungen
- Last Name, First Name: - UMD Directory IDDokument8 SeitenLast Name, First Name: - UMD Directory IDYealshaday BirhanuNoch keine Bewertungen
- Metal Casting and Welding 18ME45B: Module-1 Introduction & Basic Materials Used in FoundryDokument150 SeitenMetal Casting and Welding 18ME45B: Module-1 Introduction & Basic Materials Used in FoundryPrathyuNoch keine Bewertungen
- TDS Penguard WF Euk GBDokument5 SeitenTDS Penguard WF Euk GBfranky leo fernandezNoch keine Bewertungen
- Introduction To Abrasive Surface FinishingDokument37 SeitenIntroduction To Abrasive Surface FinishingAnkett LahaseNoch keine Bewertungen
- Surface PreparationDokument4 SeitenSurface PreparationSiddharth ShahNoch keine Bewertungen
- Buehler's Guide To Sample PreparationDokument74 SeitenBuehler's Guide To Sample PreparationGowtham GanesanNoch keine Bewertungen
- Painting HintDokument19 SeitenPainting HintSenthil KumaranNoch keine Bewertungen
- Casting Technology: DC School Text BookDokument22 SeitenCasting Technology: DC School Text Bookhasan waqarNoch keine Bewertungen
- Strip Neodymium MagnetsDokument2 SeitenStrip Neodymium MagnetsSteve HsuNoch keine Bewertungen
- Effect of Chemically Prepared Diamond Based Abrasives On Magnetic Abrasive Finishing of Brass PipesDokument7 SeitenEffect of Chemically Prepared Diamond Based Abrasives On Magnetic Abrasive Finishing of Brass PipesInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Magnetic - Separator With ObjectivesDokument32 SeitenMagnetic - Separator With ObjectivesNauman AkramNoch keine Bewertungen
- Basic Construction Guidelines PDFDokument10 SeitenBasic Construction Guidelines PDFRandy CernaNoch keine Bewertungen
- Surface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Dokument32 SeitenSurface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Nguyễn Hữu PhấnNoch keine Bewertungen
- Polishing The Basic Principles in EnglishDokument4 SeitenPolishing The Basic Principles in EnglishMafteian LiviuNoch keine Bewertungen
- Lecture 10 Binder JettingDokument23 SeitenLecture 10 Binder Jettingshanur begulajiNoch keine Bewertungen
- Peikko - Diagonal TiesDokument32 SeitenPeikko - Diagonal TiesbedogyulaNoch keine Bewertungen
- Fabrication of Typical CircuitDokument24 SeitenFabrication of Typical Circuitbadrinarayan2210298Noch keine Bewertungen
- Upgrade Hana Consultia Euromadi Puig EN v08Dokument53 SeitenUpgrade Hana Consultia Euromadi Puig EN v08rgraciar01Noch keine Bewertungen
- SAP and Dynamics Experience AndCV'sDokument17 SeitenSAP and Dynamics Experience AndCV'srgraciar01Noch keine Bewertungen
- Corporate Profile: Consulting, Innovation & TechnologyDokument19 SeitenCorporate Profile: Consulting, Innovation & Technologyrgraciar01Noch keine Bewertungen
- Corporate Marketing 2013 ConsultiaITDokument20 SeitenCorporate Marketing 2013 ConsultiaITrgraciar01Noch keine Bewertungen
- Upgrade Hana Consultia Euromadi en v08Dokument38 SeitenUpgrade Hana Consultia Euromadi en v08rgraciar01Noch keine Bewertungen
- SAP Heterogenous Copy With Oracle GoldenGate Tool - RequirementsDokument2 SeitenSAP Heterogenous Copy With Oracle GoldenGate Tool - Requirementsrgraciar01Noch keine Bewertungen
- Reflection Paper 1Dokument5 SeitenReflection Paper 1Juliean Torres AkiatanNoch keine Bewertungen
- Modal Case Data Form: GeneralDokument4 SeitenModal Case Data Form: GeneralsovannchhoemNoch keine Bewertungen
- Fortigate Fortiwifi 40F Series: Data SheetDokument6 SeitenFortigate Fortiwifi 40F Series: Data SheetDiego Carrasco DíazNoch keine Bewertungen
- Admission Notice: Weekend Masters Program (WMES)Dokument4 SeitenAdmission Notice: Weekend Masters Program (WMES)masud100% (1)
- OOPS Notes For 3rd Sem ALL ChaptersDokument62 SeitenOOPS Notes For 3rd Sem ALL Chaptersabhishek singh83% (6)
- Qualifi Level 6 Diploma in Occupational Health and Safety Management Specification October 2019Dokument23 SeitenQualifi Level 6 Diploma in Occupational Health and Safety Management Specification October 2019Saqlain Siddiquie100% (1)
- Chapter03 - How To Retrieve Data From A Single TableDokument35 SeitenChapter03 - How To Retrieve Data From A Single TableGML KillNoch keine Bewertungen
- People V Superior Court (Baez)Dokument19 SeitenPeople V Superior Court (Baez)Kate ChatfieldNoch keine Bewertungen
- Comparative Analysis of Mutual Fund SchemesDokument29 SeitenComparative Analysis of Mutual Fund SchemesAvinash JamiNoch keine Bewertungen
- Occupational Therapy in Mental HealthDokument16 SeitenOccupational Therapy in Mental HealthjethasNoch keine Bewertungen
- BS As On 23-09-2023Dokument28 SeitenBS As On 23-09-2023Farooq MaqboolNoch keine Bewertungen
- Aisc Research On Structural Steel To Resist Blast and Progressive CollapseDokument20 SeitenAisc Research On Structural Steel To Resist Blast and Progressive CollapseFourHorsemenNoch keine Bewertungen
- Electric Arc Furnace STEEL MAKINGDokument28 SeitenElectric Arc Furnace STEEL MAKINGAMMASI A SHARAN100% (3)
- Tle 9 Module 1 Final (Genyo)Dokument7 SeitenTle 9 Module 1 Final (Genyo)MrRightNoch keine Bewertungen
- Attachment BinaryDokument5 SeitenAttachment BinaryMonali PawarNoch keine Bewertungen
- Cara Membuat Motivation LetterDokument5 SeitenCara Membuat Motivation LetterBayu Ade Krisna0% (1)
- How Can You Achieve Safety and Profitability ?Dokument32 SeitenHow Can You Achieve Safety and Profitability ?Mohamed OmarNoch keine Bewertungen
- Idmt Curve CalulationDokument5 SeitenIdmt Curve CalulationHimesh NairNoch keine Bewertungen
- Basic Electronic Troubleshooting For Biomedical Technicians 2edDokument239 SeitenBasic Electronic Troubleshooting For Biomedical Technicians 2edClovis Justiniano100% (22)
- Sika Saudi Arabia: Safety Data SheetDokument4 SeitenSika Saudi Arabia: Safety Data Sheetusman khalid100% (1)
- Eclipsecon MQTT Dashboard SessionDokument82 SeitenEclipsecon MQTT Dashboard Sessionoscar.diciomma8446Noch keine Bewertungen
- Vocabulary Practice Unit 8Dokument4 SeitenVocabulary Practice Unit 8José PizarroNoch keine Bewertungen
- Modeling and Fuzzy Logic Control of A Quadrotor UAVDokument5 SeitenModeling and Fuzzy Logic Control of A Quadrotor UAVAnonymous kw8Yrp0R5rNoch keine Bewertungen
- 1 s2.0 S0304389421026054 MainDokument24 Seiten1 s2.0 S0304389421026054 MainFarah TalibNoch keine Bewertungen
- U2 - Week1 PDFDokument7 SeitenU2 - Week1 PDFJUANITO MARINONoch keine Bewertungen
- Rundown Rakernas & Seminar PABMI - Final-1Dokument6 SeitenRundown Rakernas & Seminar PABMI - Final-1MarthinNoch keine Bewertungen
- Gowtham Kumar Chitturi - HRMS Technical - 6 YrsDokument4 SeitenGowtham Kumar Chitturi - HRMS Technical - 6 YrsAnuNoch keine Bewertungen
- POM 3.2 Marketing Management IIDokument37 SeitenPOM 3.2 Marketing Management IIDhiraj SharmaNoch keine Bewertungen
- Questionnaire: ON Measures For Employee Welfare in HCL InfosystemsDokument3 SeitenQuestionnaire: ON Measures For Employee Welfare in HCL Infosystemsseelam manoj sai kumarNoch keine Bewertungen
- Project 1. RockCrawlingDokument2 SeitenProject 1. RockCrawlingHằng MinhNoch keine Bewertungen