Das könnte Ihnen auch gefallen
- Manufacturing Turning RPM Example GoodDokument22 SeitenManufacturing Turning RPM Example Goodw1ll7Noch keine Bewertungen
- Aluminum Die Casting Draft Angles GuideDokument1 SeiteAluminum Die Casting Draft Angles GuidekotharideepNoch keine Bewertungen
- Lathe Machine FormulaDokument5 SeitenLathe Machine Formulaaman srivastavaNoch keine Bewertungen
- Performing Hand Forging: LO1: Analyze and Plan HandDokument21 SeitenPerforming Hand Forging: LO1: Analyze and Plan HandZimbelachew Emawoy100% (2)
- CUSTOMER COMPLAINT LETTER TEMPLATE DateDokument2 SeitenCUSTOMER COMPLAINT LETTER TEMPLATE DateAliNoch keine Bewertungen
- Broach and Form ToolDokument20 SeitenBroach and Form Toolsonu kumarNoch keine Bewertungen
- CP Vs CPKDokument17 SeitenCP Vs CPKnmjboseNoch keine Bewertungen
- Design For CastingDokument14 SeitenDesign For CastingArtemis FowlNoch keine Bewertungen
- Guide to Industrial Automation SystemsDokument33 SeitenGuide to Industrial Automation Systemsbhuvanesh85Noch keine Bewertungen
- Industrial Fasteners, Nuts & BoltsDokument79 SeitenIndustrial Fasteners, Nuts & BoltsMudduKrishna shettyNoch keine Bewertungen
- Casting DefectDokument5 SeitenCasting DefectSaurabhNoch keine Bewertungen
- Casting 1Dokument26 SeitenCasting 1Lal KishanNoch keine Bewertungen
- Roles of Production ManagerDokument20 SeitenRoles of Production ManagerKaran JaiswalNoch keine Bewertungen
- Injection Molding Process ExplainedDokument12 SeitenInjection Molding Process ExplainedMuhammad Usama KhokharNoch keine Bewertungen
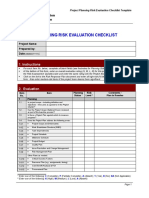
- Planning Risk Evaluation ChecklistDokument6 SeitenPlanning Risk Evaluation ChecklistHussain ElarabiNoch keine Bewertungen
- How Voids Form in Thick Plastic PartsDokument4 SeitenHow Voids Form in Thick Plastic PartsRavindra ErabattiNoch keine Bewertungen
- of ManuDokument87 Seitenof ManuVaibhav BaggaNoch keine Bewertungen
- Steps Follwed of Procedure of Making DieDokument38 SeitenSteps Follwed of Procedure of Making DieteekamNoch keine Bewertungen
- Surface TreatmentDokument24 SeitenSurface TreatmentLingarajan RamasamyNoch keine Bewertungen
- Hazardous Chemical Regulation in Electronics through RoHS CertificationDokument17 SeitenHazardous Chemical Regulation in Electronics through RoHS CertificationsuperthunderboltNoch keine Bewertungen
- The Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DDokument16 SeitenThe Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DPiii piiNoch keine Bewertungen
- Injection Moulding Process OverviewDokument144 SeitenInjection Moulding Process OverviewMohamed YahiyahNoch keine Bewertungen
- Manufacturing Process Excellence Handout (J Bero)Dokument38 SeitenManufacturing Process Excellence Handout (J Bero)Dann DanNoch keine Bewertungen
- Advanced Techniques in Casting Defects and Rejection Analysis: A Study in An IndustryDokument9 SeitenAdvanced Techniques in Casting Defects and Rejection Analysis: A Study in An IndustryIJIERT-International Journal of Innovations in Engineering Research and Technology100% (1)
- Sheet Metal Forming ProcessesDokument51 SeitenSheet Metal Forming ProcessesLeo Dev WinsNoch keine Bewertungen
- IIS 6 Architecture Overview: Kernel Mode HTTP Listener, Worker Processes, and Application IsolationDokument20 SeitenIIS 6 Architecture Overview: Kernel Mode HTTP Listener, Worker Processes, and Application IsolationRaj ChaurasiaNoch keine Bewertungen
- Advantages of LPDCDokument2 SeitenAdvantages of LPDCSuhas KrishnaNoch keine Bewertungen
- NPI WebDokument50 SeitenNPI WebfutpemataNoch keine Bewertungen
- Presentation On MicrometerDokument19 SeitenPresentation On MicrometerSHIJINNoch keine Bewertungen
- Summer Training Project Report 2011Dokument36 SeitenSummer Training Project Report 2011pilaniabhupesh_81404Noch keine Bewertungen
- Gemba Kaizen Presentation To IcpakDokument75 SeitenGemba Kaizen Presentation To IcpakSeenivasagam SeenuNoch keine Bewertungen
- Heat TreatmentDokument2 SeitenHeat TreatmentUsman MuhammadNoch keine Bewertungen
- Objective Questions and Answers On Operation ManagementDokument24 SeitenObjective Questions and Answers On Operation ManagementAjit KumarNoch keine Bewertungen
- Advanced Assembly LearningDokument3 SeitenAdvanced Assembly Learningsusil kumarNoch keine Bewertungen
- Basic Principles of Heat TreatmentDokument4 SeitenBasic Principles of Heat TreatmentHarpreet AroraNoch keine Bewertungen
- NitridingDokument13 SeitenNitridingShashidhar Ks KadamaNoch keine Bewertungen
- Spencer Electroplating ServiceDokument24 SeitenSpencer Electroplating Servicespencer electroplatingNoch keine Bewertungen
- Rolling (Metalworking) : From Wikipedia, The Free EncyclopediaDokument12 SeitenRolling (Metalworking) : From Wikipedia, The Free Encyclopediarhajtv100% (1)
- Annealing Normalizing QuenchingDokument22 SeitenAnnealing Normalizing QuenchingManish GuptaNoch keine Bewertungen
- QM ZG526Dokument16 SeitenQM ZG526Arun PadmanabhanNoch keine Bewertungen
- Cleaning, Casting Defects and Die Castings. CleaningFettling of CastingsDokument70 SeitenCleaning, Casting Defects and Die Castings. CleaningFettling of Castingsmecaunidos7771Noch keine Bewertungen
- Lecture 18 - Powder MetallurgyDokument13 SeitenLecture 18 - Powder MetallurgyKonark PatelNoch keine Bewertungen
- Properties of Ceramic Casting Molds Produced with Different BindersDokument6 SeitenProperties of Ceramic Casting Molds Produced with Different BindersuzairmetallurgistNoch keine Bewertungen
- Reduce The Cycle Time of Galvanizing by Applying Kaizen ApproachDokument5 SeitenReduce The Cycle Time of Galvanizing by Applying Kaizen ApproachIJRASETPublicationsNoch keine Bewertungen
- 08 - Advanced Metal FormingDokument12 Seiten08 - Advanced Metal FormingAdityaRamaNoch keine Bewertungen
- The Corporate Responsibility To Respect Human RightsDokument98 SeitenThe Corporate Responsibility To Respect Human RightsGlobal Justice AcademyNoch keine Bewertungen
- Powder Metallurgy - Chapter 16Dokument43 SeitenPowder Metallurgy - Chapter 16xharpreetxNoch keine Bewertungen
- Solder Balls or Solder Balling On A PCB - Wave Soldering DefectsDokument5 SeitenSolder Balls or Solder Balling On A PCB - Wave Soldering DefectsasdfNoch keine Bewertungen
- Marpol Powder Coating FAQsDokument4 SeitenMarpol Powder Coating FAQsYashwant RajeshirkeNoch keine Bewertungen
- Environmentally Conscious Powerpoint TemplatesDokument26 SeitenEnvironmentally Conscious Powerpoint Templatesleila hanjani hanantoNoch keine Bewertungen
- Painting Systems Eng PDFDokument15 SeitenPainting Systems Eng PDFAnggoro BernardiNoch keine Bewertungen
- Materialselection PDFDokument4 SeitenMaterialselection PDFjayaramanrathnamNoch keine Bewertungen
- Computer-Aided Casting Design and Simulation PDFDokument9 SeitenComputer-Aided Casting Design and Simulation PDFmonish KrishnaNoch keine Bewertungen
- BMP Report G6Dokument3 SeitenBMP Report G6Damage SinghNoch keine Bewertungen
- Chapter 4Dokument16 SeitenChapter 4Anteneh AssefaNoch keine Bewertungen
- Advancement in Casting TechnologyDokument44 SeitenAdvancement in Casting TechnologyUddhav ArotheNoch keine Bewertungen
- Investment Casting ProcessesDokument10 SeitenInvestment Casting ProcessesPragyan Kumar PradhanNoch keine Bewertungen
- Casting ProcedureDokument37 SeitenCasting ProceduretaosifhasanshahidNoch keine Bewertungen
- Painting and Coating Workers Career GuideDokument7 SeitenPainting and Coating Workers Career GuidekrishnamoorthiNoch keine Bewertungen
- Quality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncDokument61 SeitenQuality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncKis GáborNoch keine Bewertungen
- Liquid Penetrant Inspection 35 Question QuizDokument6 SeitenLiquid Penetrant Inspection 35 Question QuizkrishnamoorthiNoch keine Bewertungen
- Indo Alusys Industries Limited Aluminium Extrusion CatalogueDokument362 SeitenIndo Alusys Industries Limited Aluminium Extrusion CataloguekrishnamoorthiNoch keine Bewertungen
- ASNT Q&A Book HM Mass Spectrometer Testing Method May09Dokument43 SeitenASNT Q&A Book HM Mass Spectrometer Testing Method May09krishnamoorthiNoch keine Bewertungen
- Iso 4268-2000Dokument39 SeitenIso 4268-2000krishnamoorthiNoch keine Bewertungen
- International Standard IS0: Hydraulic Fluid Power - Valves Controlling Flow and Pressure - Test MethodsDokument34 SeitenInternational Standard IS0: Hydraulic Fluid Power - Valves Controlling Flow and Pressure - Test MethodskrishnamoorthiNoch keine Bewertungen
- BS en 50575-2014Dokument28 SeitenBS en 50575-2014krishnamoorthiNoch keine Bewertungen
- Iso+3408 3 2006Dokument30 SeitenIso+3408 3 2006krishnamoorthiNoch keine Bewertungen
- Iso+3408 5 2006Dokument20 SeitenIso+3408 5 2006krishnamoorthiNoch keine Bewertungen
- Iso+3408 4 2006Dokument24 SeitenIso+3408 4 2006krishnamoorthiNoch keine Bewertungen
- Iso+3408 2 1991Dokument4 SeitenIso+3408 2 1991krishnamoorthiNoch keine Bewertungen
- ISNT Membership FormDokument5 SeitenISNT Membership FormaravindanNoch keine Bewertungen
- UserGuide - 510 - 570 - 653 PDFDokument25 SeitenUserGuide - 510 - 570 - 653 PDFMurugananthamParamasivamNoch keine Bewertungen
- (Herring, Adam) Art and Vision in The Inca EmpireDokument264 Seiten(Herring, Adam) Art and Vision in The Inca EmpireYamil Escaffi A100% (1)
- Journal of Comparative Literature and Aesthetics, Vol. X, Nos. 1-2, 1987Dokument163 SeitenJournal of Comparative Literature and Aesthetics, Vol. X, Nos. 1-2, 1987Viraj ShuklaNoch keine Bewertungen
- Buddhist Cave Architecture at Ajanta and Karli CavesDokument12 SeitenBuddhist Cave Architecture at Ajanta and Karli CavesKripa SriramNoch keine Bewertungen
- Hotel Design Maximizes Space and ViewsDokument7 SeitenHotel Design Maximizes Space and ViewswilliamsaminNoch keine Bewertungen
- The Stylistic Development of Constantine's Portrait Coins and SculptureDokument26 SeitenThe Stylistic Development of Constantine's Portrait Coins and Sculpturecab717Noch keine Bewertungen
- Riverfront Park in Landscape ArchitectureDokument152 SeitenRiverfront Park in Landscape ArchitectureNio Mentari100% (2)
- English Furniture History: From Tudor to BaroqueDokument8 SeitenEnglish Furniture History: From Tudor to BaroqueChhavi GaurNoch keine Bewertungen
- 13 Gujrat PDFDokument58 Seiten13 Gujrat PDFShonak Singh100% (1)
- ART CRITICISM Cara Kritik LukisanDokument27 SeitenART CRITICISM Cara Kritik LukisanANUARNoch keine Bewertungen
- A Treatise On Lathes and Turning Simple Mechanical and Ornamental 1000177405Dokument382 SeitenA Treatise On Lathes and Turning Simple Mechanical and Ornamental 1000177405HilvanirNoch keine Bewertungen
- Agamograph ProjectDokument20 SeitenAgamograph Projectapi-533139893Noch keine Bewertungen
- NCC PSB Db03 Ch2a DWG Ar 1301 r0c Opt1Dokument1 SeiteNCC PSB Db03 Ch2a DWG Ar 1301 r0c Opt1Pradeep GoudaNoch keine Bewertungen
- Modelling - Making Ruined BuildingsDokument4 SeitenModelling - Making Ruined BuildingsLordManimal80% (5)
- Kimono ShiboriDokument4 SeitenKimono ShiboriAshfaque Girach100% (1)
- Rashtrapati Bhawan HistoryDokument5 SeitenRashtrapati Bhawan HistoryBrajesh BathriNoch keine Bewertungen
- Wickedly Easy Quilts PatternsDokument5 SeitenWickedly Easy Quilts Patternssas345sas345100% (4)
- Business Plan: Hopevale Arts & Cultural CentreDokument28 SeitenBusiness Plan: Hopevale Arts & Cultural CentreMagda NeculaescuNoch keine Bewertungen
- Weird Weird Findings - 149495Dokument4 SeitenWeird Weird Findings - 149495Катя ШолковаNoch keine Bewertungen
- Art Appreciation QuizDokument8 SeitenArt Appreciation QuizMazmaveth CabreraNoch keine Bewertungen
- L10-Casting DesignDokument42 SeitenL10-Casting DesignKhayrulIslam100% (2)
- SabelDokument4 SeitenSabelNemo SecretNoch keine Bewertungen
- Shawn Hickox Art PortfolioDokument15 SeitenShawn Hickox Art PortfolioShawn HickoxNoch keine Bewertungen
- Architecture and Interior Design - 19th Century - Ch02Dokument22 SeitenArchitecture and Interior Design - 19th Century - Ch02Bunduche IngaNoch keine Bewertungen
- Internationalisation of Benin Art Works: Chika Joseph Ananwa National Open University of Nigeria, Lagos, NigeriaDokument10 SeitenInternationalisation of Benin Art Works: Chika Joseph Ananwa National Open University of Nigeria, Lagos, NigeriaMarvy QuijalvoNoch keine Bewertungen
- Soto - A Retrospective ExhibitionDokument144 SeitenSoto - A Retrospective ExhibitionOdalys Sánchez IINoch keine Bewertungen
- Perspectiva, CosgroveDokument19 SeitenPerspectiva, Cosgrovearq0mariana0eguiaNoch keine Bewertungen
- Auditorium Interior SpecificationDokument5 SeitenAuditorium Interior SpecificationPrantik Adhar SamantaNoch keine Bewertungen
- Glass Bottle Manufacturing ProcessDokument1 SeiteGlass Bottle Manufacturing ProcessLéah RinderknechtNoch keine Bewertungen
- Dialoque Between Art CraftDokument20 SeitenDialoque Between Art CraftKathleen AlcalaNoch keine Bewertungen
- Indian Performing ArtsDokument3 SeitenIndian Performing Artsrahul_didoNoch keine Bewertungen