Das könnte Ihnen auch gefallen
- Physics For Scientists and Engineers Lecture 14Dokument86 SeitenPhysics For Scientists and Engineers Lecture 14jwebbster4141Noch keine Bewertungen
- Motoman nx100Dokument33 SeitenMotoman nx100painlNoch keine Bewertungen
- Ams 2632 ADokument24 SeitenAms 2632 AelmerNoch keine Bewertungen
- Types of SoundsDokument24 SeitenTypes of SoundsMohammad khalidNoch keine Bewertungen
- Spot and Motorgun - DX200 - RE-CSO-A046.4 PDFDokument825 SeitenSpot and Motorgun - DX200 - RE-CSO-A046.4 PDFBOSCO TECNONoch keine Bewertungen
- 90210-1213DEB - Data Storage Function (D, E Series)Dokument28 Seiten90210-1213DEB - Data Storage Function (D, E Series)László NémethNoch keine Bewertungen
- Spooky2 Users Guide 20200917Dokument241 SeitenSpooky2 Users Guide 20200917aritmetics100% (1)
- Katalog Weldotherm 10 - 2013 GB Email PDFDokument40 SeitenKatalog Weldotherm 10 - 2013 GB Email PDFcarlosNoch keine Bewertungen
- Iv-Series-Pcsoft Um 207GB 244003 e 1122-4 PDFDokument302 SeitenIv-Series-Pcsoft Um 207GB 244003 e 1122-4 PDFrimou000Noch keine Bewertungen
- Centrifugal Pumps Training CourseDokument125 SeitenCentrifugal Pumps Training CourseHECTOR IBARRA100% (3)
- 90204-1023DEJ E Series External Lo Manual PDFDokument92 Seiten90204-1023DEJ E Series External Lo Manual PDFBobyNoch keine Bewertungen
- FANUC Series: Operator'S ManualDokument98 SeitenFANUC Series: Operator'S ManualsanthoshNoch keine Bewertungen
- Service Manual SDS1000CML Service ManualDokument61 SeitenService Manual SDS1000CML Service Manualg4okk8809Noch keine Bewertungen
- Synchro-Feed Welding System: Maximum Current Increased ToDokument2 SeitenSynchro-Feed Welding System: Maximum Current Increased ToEdwin GeovannyNoch keine Bewertungen
- Nachi Robot Catalog 2012Dokument20 SeitenNachi Robot Catalog 2012Xanti Zabala Da RosaNoch keine Bewertungen
- AXstandardRev7+SafetyRev4 CombinedDokument125 SeitenAXstandardRev7+SafetyRev4 CombinedJose Ernesto AcevedoNoch keine Bewertungen
- Index ABC Siemens Fanuc enDokument16 SeitenIndex ABC Siemens Fanuc enioancasian2015100% (1)
- 3hac024480-004 (Esquemas Irc5)Dokument153 Seiten3hac024480-004 (Esquemas Irc5)Mario OrtegaNoch keine Bewertungen
- Manipulator (NG3)Dokument69 SeitenManipulator (NG3)zeeshaniqbalNoch keine Bewertungen
- L. A. Geddes ME, PHD Auth. Handbook of Blood Pressure MeasurementDokument171 SeitenL. A. Geddes ME, PHD Auth. Handbook of Blood Pressure MeasurementYashNoch keine Bewertungen
- Manipulador NachiDokument28 SeitenManipulador NachiAnonymous t7eZljNoch keine Bewertungen
- 1429751Dokument42 Seiten1429751Ariel BritoNoch keine Bewertungen
- Robot Setup - ABBDokument24 SeitenRobot Setup - ABBTrần Văn TrườngNoch keine Bewertungen
- Sintaxis KR C2 PDFDokument28 SeitenSintaxis KR C2 PDFarturoNoch keine Bewertungen
- MR J4 CatalogueDokument302 SeitenMR J4 CatalogueGiang BùiNoch keine Bewertungen
- KUKA PB KLEINROBOTER en PDFDokument26 SeitenKUKA PB KLEINROBOTER en PDFIhateyouNoch keine Bewertungen
- Siemens Sinamics V20 Getting StartedDokument34 SeitenSiemens Sinamics V20 Getting StartedRolando QuirozNoch keine Bewertungen
- Ver15.1 Technomatix InstallationDokument72 SeitenVer15.1 Technomatix InstallationJim Kali100% (1)
- Alarm List Mrs6102gb.0.uDokument142 SeitenAlarm List Mrs6102gb.0.uFlávio CoutinhoNoch keine Bewertungen
- Manual MotomanXRC BasicDokument12 SeitenManual MotomanXRC BasicNGUYỄN HOÀNG LINHNoch keine Bewertungen
- Wire SenseDokument88 SeitenWire SenseMurat ToprakNoch keine Bewertungen
- Yrc1000 Options Cc-Link Communications Function Instruction For Sst-Ccs-...Dokument55 SeitenYrc1000 Options Cc-Link Communications Function Instruction For Sst-Ccs-...inyong baikNoch keine Bewertungen
- DX200 Options Instructions For Cc-Link Communications FunctionDokument49 SeitenDX200 Options Instructions For Cc-Link Communications Functioninyong baik100% (1)
- XRC T EndlessDokument38 SeitenXRC T EndlessAlex GorNoch keine Bewertungen
- 3HAC043437 PS IRB 1520-En PDFDokument54 Seiten3HAC043437 PS IRB 1520-En PDFSreema AruviNoch keine Bewertungen
- Magnum Prothru The Arm Robotic TorchDokument29 SeitenMagnum Prothru The Arm Robotic TorchAnton KiryakovNoch keine Bewertungen
- DX100 Instruction ManualDokument270 SeitenDX100 Instruction Manualalan_smoNoch keine Bewertungen
- Instructions: Dx100 OptionsDokument80 SeitenInstructions: Dx100 OptionsDuvan TamayoNoch keine Bewertungen
- Endless Rotation Instruction ManualDokument64 SeitenEndless Rotation Instruction ManualOscar SaucedoNoch keine Bewertungen
- Introducing Fast Robot Roller Hemming Process in Automotive IndustryDokument4 SeitenIntroducing Fast Robot Roller Hemming Process in Automotive IndustryClaudiu LupuNoch keine Bewertungen
- Instruction Manual: Welding Interface (Digital)Dokument181 SeitenInstruction Manual: Welding Interface (Digital)ouyangxin1991Noch keine Bewertungen
- Motoman Mh5f ManualDokument66 SeitenMotoman Mh5f ManualschrienerNoch keine Bewertungen
- Usability Aspects On Industrial ABB Robot Calibration With A Focus On TCP and Work Object CalibrationDokument61 SeitenUsability Aspects On Industrial ABB Robot Calibration With A Focus On TCP and Work Object Calibrationmalick_l_cNoch keine Bewertungen
- Ethernet IP PCI PDFDokument36 SeitenEthernet IP PCI PDFThiago de SousaNoch keine Bewertungen
- Armorstart LT Distributed Motor Controllers: Selection GuideDokument60 SeitenArmorstart LT Distributed Motor Controllers: Selection GuideYeltsin MuniveNoch keine Bewertungen
- 1L21700B E 8 - SetupDokument248 Seiten1L21700B E 8 - SetupluisMaciasCATNoch keine Bewertungen
- SFDEN 006 008 - FD11controller PDFDokument22 SeitenSFDEN 006 008 - FD11controller PDFkhophimhdNoch keine Bewertungen
- TRUMPF Catalog DitzingenDokument49 SeitenTRUMPF Catalog Ditzingennenad_lekNoch keine Bewertungen
- Technical Descriptions of Functions Introduction 1MRS750528 MUMDokument35 SeitenTechnical Descriptions of Functions Introduction 1MRS750528 MUMmedNoch keine Bewertungen
- Spez KR QUANTEC2 en PDFDokument156 SeitenSpez KR QUANTEC2 en PDFdavidNoch keine Bewertungen
- CMT WeldingDokument8 SeitenCMT WeldingFlorin GadeaNoch keine Bewertungen
- YASKAWA NX100 Concurrent IO Manual PDFDokument341 SeitenYASKAWA NX100 Concurrent IO Manual PDFRafaelNoch keine Bewertungen
- ARC Welding Application - E1102000124GB01Dokument116 SeitenARC Welding Application - E1102000124GB01IsmaelNoch keine Bewertungen
- IRC5-IRB6600 Prod Man 3HAC020938-001 References RevC enDokument82 SeitenIRC5-IRB6600 Prod Man 3HAC020938-001 References RevC enmartinimartiiniNoch keine Bewertungen
- Roboguide Training Manual FRDE Z KAE TRN Roboguide 1 01 enDokument1 SeiteRoboguide Training Manual FRDE Z KAE TRN Roboguide 1 01 enpitNoch keine Bewertungen
- nx100 ControlerDokument442 Seitennx100 ControlerArūnas TalvaševičiusNoch keine Bewertungen
- CC-Link IE Field Communications Function Instructions: Yrc1000 OptionsDokument53 SeitenCC-Link IE Field Communications Function Instructions: Yrc1000 OptionsArun AggarwalNoch keine Bewertungen
- NX100 HP165 ManipulatorDokument90 SeitenNX100 HP165 ManipulatorsunhuynhNoch keine Bewertungen
- Rcon (Me0384 5B)Dokument844 SeitenRcon (Me0384 5B)Anh TaiNoch keine Bewertungen
- Yasnac XRC Parameter List: Do Not Submit This Electronic Data To The CustomerDokument58 SeitenYasnac XRC Parameter List: Do Not Submit This Electronic Data To The CustomerAdrian CurutiuNoch keine Bewertungen
- CR750, CR751 - Instruction Manual (Ethernet Function) BFP-A3379-0 (03.15)Dokument82 SeitenCR750, CR751 - Instruction Manual (Ethernet Function) BFP-A3379-0 (03.15)ayxworks eurobotsNoch keine Bewertungen
- B-63494EN - 01 - Fin (Dual Check Safety Ops Man)Dokument268 SeitenB-63494EN - 01 - Fin (Dual Check Safety Ops Man)nzbradNoch keine Bewertungen
- DCS - User - Manual - En-Just Connections ExampleDokument13 SeitenDCS - User - Manual - En-Just Connections Exampleretox9000Noch keine Bewertungen
- Scara SR 12ia Flyer enDokument2 SeitenScara SR 12ia Flyer enJorge Israel Suárez AguilarNoch keine Bewertungen
- FANUC CR-15iADokument2 SeitenFANUC CR-15iARafael González ChacónNoch keine Bewertungen
- Lesson 4: Graphs of Sine and Cosine Waves by Thomas E. PriceDokument32 SeitenLesson 4: Graphs of Sine and Cosine Waves by Thomas E. PriceLouis GuyNoch keine Bewertungen
- Abaqus 6.11 Keywords Reference ManualDokument1.507 SeitenAbaqus 6.11 Keywords Reference ManualNemesis2103Noch keine Bewertungen
- Pyram Pyram Pyram Pyram D DSP D DSP D DSP - T T T TDokument38 SeitenPyram Pyram Pyram Pyram D DSP D DSP D DSP - T T T TAndersonNoch keine Bewertungen
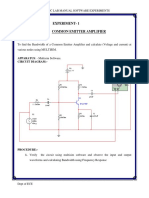
- Ec-Pdc Lab ManualDokument88 SeitenEc-Pdc Lab ManualSanjitha KurugantiNoch keine Bewertungen
- Achievements and Challenges in Cavitation ResearchDokument23 SeitenAchievements and Challenges in Cavitation ResearchSaeed JavdaniNoch keine Bewertungen
- Eca Lab ManualDokument78 SeitenEca Lab ManualNageswariah.MNoch keine Bewertungen
- Oth 379Dokument62 SeitenOth 379sachin_badkeNoch keine Bewertungen
- ENG1021 Electronic Principles CompleteDokument134 SeitenENG1021 Electronic Principles CompleteRobert MaxwellNoch keine Bewertungen
- MC1594 DataSheetDokument16 SeitenMC1594 DataSheetKWojtekNoch keine Bewertungen
- Analise Ruido em OpampDokument28 SeitenAnalise Ruido em OpampPaulo NascimentoNoch keine Bewertungen
- Light Source Characteristics: (Part 1: LED Properties)Dokument3 SeitenLight Source Characteristics: (Part 1: LED Properties)RMK BrothersNoch keine Bewertungen
- VHDL & Optical Fiber Lab: L Ab ManualDokument29 SeitenVHDL & Optical Fiber Lab: L Ab ManualR arnaldNoch keine Bewertungen
- AC Circuits-1Dokument11 SeitenAC Circuits-1coep05100% (1)
- Ada2200 Evalz - Ug 702Dokument10 SeitenAda2200 Evalz - Ug 702sunilsheelavantNoch keine Bewertungen
- Waves & SoundDokument32 SeitenWaves & SoundramNoch keine Bewertungen
- FY8300S ManualDokument52 SeitenFY8300S ManualJerryPussykilla11Noch keine Bewertungen
- Iso 16063-1 1998Dokument30 SeitenIso 16063-1 1998Fallo SusiloNoch keine Bewertungen
- Sonicator ManualDokument26 SeitenSonicator ManualamiimranNoch keine Bewertungen
- Ear Does Fourier AnalysisDokument14 SeitenEar Does Fourier AnalysisLuckySharma SharmaNoch keine Bewertungen
- Maxwell Equations MIT OCWDokument52 SeitenMaxwell Equations MIT OCWkesavavamsikrishnaNoch keine Bewertungen
- Lecture Notes On Transmission FundamentalsDokument50 SeitenLecture Notes On Transmission Fundamentalsthe4rinaNoch keine Bewertungen
- PHYS 1120 Waves SolutionsDokument15 SeitenPHYS 1120 Waves SolutionsVOJNoch keine Bewertungen
- CSE251 Lab ManualsDokument21 SeitenCSE251 Lab ManualsmdsifatullahsheikhNoch keine Bewertungen