Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Triathlon Bike Foundations - A S - Triathlon Taren - Gesell PDFDokument178 SeitenTriathlon Bike Foundations - A S - Triathlon Taren - Gesell PDFDaniel DuongNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Triathlete Magazine - S Essential Author PDFDokument57 SeitenTriathlete Magazine - S Essential Author PDFDaniel DuongNoch keine Bewertungen
- Lecture 1 Vacuum Systems - V Baglin - JUAS 2017 - 14 Feb 2017Dokument76 SeitenLecture 1 Vacuum Systems - V Baglin - JUAS 2017 - 14 Feb 2017Lê Văn Thế QuangNoch keine Bewertungen
- Triathlete Magazine - S Essential Author PDFDokument57 SeitenTriathlete Magazine - S Essential Author PDFDaniel DuongNoch keine Bewertungen
- Worksheet X PhysicsDokument31 SeitenWorksheet X PhysicsGuru PrasannaNoch keine Bewertungen
- Design Guide 2015 LV Power Factor Correction Cubicles Panel Builder GuideDokument72 SeitenDesign Guide 2015 LV Power Factor Correction Cubicles Panel Builder Guidehizbi7100% (2)
- Transmission TowerDokument11 SeitenTransmission TowerSantosh Rai100% (3)
- 9000X-Fault Code Chart Rev 7Dokument6 Seiten9000X-Fault Code Chart Rev 7Adrian HurezeanuNoch keine Bewertungen
- Physics 2 - DensityDokument27 SeitenPhysics 2 - DensitySimple ScienceNoch keine Bewertungen
- Lightning Performance of Cmpact Lines PDFDokument20 SeitenLightning Performance of Cmpact Lines PDFABRAHAMNoch keine Bewertungen
- 20 Week Im Choo 70.3 TRNG PlanDokument4 Seiten20 Week Im Choo 70.3 TRNG PlanDaniel DuongNoch keine Bewertungen
- Ironman Training Plan PDFDokument110 SeitenIronman Training Plan PDFDaniel DuongNoch keine Bewertungen
- Sample of ITP For RO-FEDokument1 SeiteSample of ITP For RO-FEDaniel DuongNoch keine Bewertungen
- Sizing CalculationDokument13 SeitenSizing CalculationDaniel DuongNoch keine Bewertungen
- Hydraulic Override - Manual PDFDokument18 SeitenHydraulic Override - Manual PDFDaniel DuongNoch keine Bewertungen
- Simatic Et 200Sp CM PTP Communication Module (6Es7137-6Aa00-0Ba0)Dokument30 SeitenSimatic Et 200Sp CM PTP Communication Module (6Es7137-6Aa00-0Ba0)Daniel DuongNoch keine Bewertungen
- Proactive and Reactive Sealing Solutions That Save You Time and MoneyDokument8 SeitenProactive and Reactive Sealing Solutions That Save You Time and MoneyDaniel DuongNoch keine Bewertungen
- Galvanic Isolator 4 20maDokument5 SeitenGalvanic Isolator 4 20maDaniel DuongNoch keine Bewertungen
- Operating InstructionsDokument24 SeitenOperating InstructionsDaniel DuongNoch keine Bewertungen
- Application Manual: XD-I80, XD-I80win XD-I80C, XD-I80CwinDokument9 SeitenApplication Manual: XD-I80, XD-I80win XD-I80C, XD-I80CwinDaniel DuongNoch keine Bewertungen
- Data Sheet Data Sheet Data Sheet Data SheetDokument3 SeitenData Sheet Data Sheet Data Sheet Data SheetDaniel DuongNoch keine Bewertungen
- GP-AMP Terminals Instruction: Please Refer To Manual For GP-SA (EM03040E) For CalibrationDokument1 SeiteGP-AMP Terminals Instruction: Please Refer To Manual For GP-SA (EM03040E) For CalibrationDaniel DuongNoch keine Bewertungen
- Two-Compartments Instrument Housing - Type Xd-I80Dokument2 SeitenTwo-Compartments Instrument Housing - Type Xd-I80Daniel DuongNoch keine Bewertungen
- GAD - Gallaf - After TBC Revc PDFDokument58 SeitenGAD - Gallaf - After TBC Revc PDFDaniel DuongNoch keine Bewertungen
- Dow Beacon LightDokument1 SeiteDow Beacon LightDaniel DuongNoch keine Bewertungen
- Akg c3000b Condenser Microphone SM PDFDokument3 SeitenAkg c3000b Condenser Microphone SM PDFРубен БогдаянNoch keine Bewertungen
- ACSR - Aluminum Conductor Steel Reinforced: Application: StandardsDokument3 SeitenACSR - Aluminum Conductor Steel Reinforced: Application: Standardspoci11Noch keine Bewertungen
- Waves SkillBuild HW Pack 1Dokument15 SeitenWaves SkillBuild HW Pack 1Vanessa AdetuNoch keine Bewertungen
- Course Outline: ABE 105 - AB Power EngineeringDokument2 SeitenCourse Outline: ABE 105 - AB Power EngineeringKaren Joy BabidaNoch keine Bewertungen
- Catalogo Switchgear BrochureDokument2 SeitenCatalogo Switchgear BrochureSergio PediconiNoch keine Bewertungen
- Equilibri Quimic HW12 SolDokument8 SeitenEquilibri Quimic HW12 SolmarzinusNoch keine Bewertungen
- Medidor de Presion MuñecaDokument24 SeitenMedidor de Presion MuñecaJorge Mosquera RNoch keine Bewertungen
- 2 1 Lumped Element Circuit Model PackageDokument33 Seiten2 1 Lumped Element Circuit Model PackageHari SasankNoch keine Bewertungen
- Wind Energy Fundamentals With KPIs 1690991145Dokument9 SeitenWind Energy Fundamentals With KPIs 1690991145Rahul AgarwalNoch keine Bewertungen
- Investigation of Aircraft Landing in Variable Wind Fields: Nasa Contractor 3073Dokument93 SeitenInvestigation of Aircraft Landing in Variable Wind Fields: Nasa Contractor 3073John CenaNoch keine Bewertungen
- Pyramidal Horn Antenna: Model 3160 SeriesDokument88 SeitenPyramidal Horn Antenna: Model 3160 SeriesMahendra SinghNoch keine Bewertungen
- Whipple 1959 AccelerationOfComet Encke NGFDokument20 SeitenWhipple 1959 AccelerationOfComet Encke NGFLuciano Del ValleNoch keine Bewertungen
- Statics and Dynamics Chapter 3Dokument22 SeitenStatics and Dynamics Chapter 3Sh ErazNoch keine Bewertungen
- Chap 3 Properties of Pure Substances.Dokument37 SeitenChap 3 Properties of Pure Substances.William SalazarNoch keine Bewertungen
- IEEE Industry Applications Control Strategy v7Dokument12 SeitenIEEE Industry Applications Control Strategy v7raghbendrat3884Noch keine Bewertungen
- 160 Instruments and Measurements Mcqs With AnswersDokument19 Seiten160 Instruments and Measurements Mcqs With AnswersRakeshKrNoch keine Bewertungen
- Basic Formulas AcousticsDokument16 SeitenBasic Formulas Acousticssmani170100% (1)
- Determining The Value of The Acceleration Due To Gravity Using FreefallDokument12 SeitenDetermining The Value of The Acceleration Due To Gravity Using FreefallKristian Anthony BautistaNoch keine Bewertungen
- Article-01 8563508 2022 07 13 12 29Dokument9 SeitenArticle-01 8563508 2022 07 13 12 29charsi anjumNoch keine Bewertungen
- Elnet LTC - User ManualDokument26 SeitenElnet LTC - User ManualRafael PeÑaNoch keine Bewertungen
- دفيوشن PDFDokument3 Seitenدفيوشن PDFحمامة السلامNoch keine Bewertungen
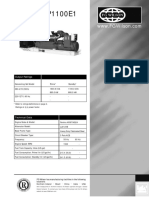
- P1000P1/P1100E1: Output RatingsDokument4 SeitenP1000P1/P1100E1: Output Ratingsmohsen_cumminsNoch keine Bewertungen
- Series CircuitDokument13 SeitenSeries CircuitnisasoberiNoch keine Bewertungen