Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Technical Information on Speed Charts and Insert MaterialsDokument32 SeitenTechnical Information on Speed Charts and Insert MaterialssathishelakkiyaNoch keine Bewertungen
- Iscar CatalogoDokument184 SeitenIscar CatalogoJ Ferreyra LibanoNoch keine Bewertungen
- Formulas For MillingDokument5 SeitenFormulas For MillingArtūrs CeimersNoch keine Bewertungen
- Operation Manual for CNC Lathe Models ZL-153, ZL-153S, ZL-153MC, ZL-153SMC, ZL-203, ZL-203S, ZL-203MC, ZL-203SMC, ZL-253, ZL-253S, ZL-253MC and ZL-253SMC with MSG-501 NC UnitDokument561 SeitenOperation Manual for CNC Lathe Models ZL-153, ZL-153S, ZL-153MC, ZL-153SMC, ZL-203, ZL-203S, ZL-203MC, ZL-203SMC, ZL-253, ZL-253S, ZL-253MC and ZL-253SMC with MSG-501 NC UnitБојан Јањић50% (2)
- Schulung - CNC Programming enDokument91 SeitenSchulung - CNC Programming enMUSTAFA osmanoğluNoch keine Bewertungen
- Ada No 12Dokument13 SeitenAda No 12165 - MUTHIA DEWINoch keine Bewertungen
- Campatelli - ComparativoDokument11 SeitenCampatelli - ComparativoHenrique Cechinel CasagrandeNoch keine Bewertungen
- Sinumerik Sinumerik 808D Parameter Manual: 6FC5397-2EP10-0BA0Dokument614 SeitenSinumerik Sinumerik 808D Parameter Manual: 6FC5397-2EP10-0BA0achsan tarmudiNoch keine Bewertungen
- 721p201 Concise Programming Manual For MillingDokument66 Seiten721p201 Concise Programming Manual For MillingAlejandroMaravillaVadillo100% (1)
- G33 ThreadingDokument8 SeitenG33 ThreadingAvinash KumarNoch keine Bewertungen
- Toolroom Mill Operator's Addendum Has Milling MachingDokument14 SeitenToolroom Mill Operator's Addendum Has Milling Machinga_kiyaNoch keine Bewertungen
- CNC Mill Model - GauravDokument4 SeitenCNC Mill Model - GauravVivekanand HasaraddiNoch keine Bewertungen
- Touch Probe Cycles TNC 426 TNC 430: User's ManualDokument153 SeitenTouch Probe Cycles TNC 426 TNC 430: User's ManualskyNoch keine Bewertungen
- 080-081 - V-Turn 410 - B - ENDokument2 Seiten080-081 - V-Turn 410 - B - ENChupa KabraNoch keine Bewertungen
- 5 - G-CodeDokument50 Seiten5 - G-CodeHandriToarPangkeregoNoch keine Bewertungen
- Machinist 4 TH Semester CTSDokument26 SeitenMachinist 4 TH Semester CTSQuality HosurNoch keine Bewertungen
- Adaptive Controller Design For Feedrate Maximization of Machining ProcessDokument4 SeitenAdaptive Controller Design For Feedrate Maximization of Machining ProcessOvidiu RusuNoch keine Bewertungen
- Tailstock offset method turning parametersDokument8 SeitenTailstock offset method turning parametersHimanshu MishraNoch keine Bewertungen
- GB Catalog Threading 2015 Inlay LRDokument113 SeitenGB Catalog Threading 2015 Inlay LRMohammad KurdiaNoch keine Bewertungen
- s40032 022 00816 WDokument28 Seitens40032 022 00816 WAynamawNoch keine Bewertungen
- SPL Tapping InformationDokument9 SeitenSPL Tapping InformationaldiNoch keine Bewertungen
- YCM XV SeriesDokument12 SeitenYCM XV SeriesCNC SYSTEMSNoch keine Bewertungen
- Setup Sheet Report: Mill DefaultDokument5 SeitenSetup Sheet Report: Mill DefaultGandi SaputraNoch keine Bewertungen
- Milling Machine GuideDokument11 SeitenMilling Machine GuideAnil Deshpande100% (2)
- Ybm 15 TDokument12 SeitenYbm 15 Tdoanthanh_hpNoch keine Bewertungen
- X ( J / ËEÚŒ ( EÚ - EÚ Æ ( Æ "I HDokument8 SeitenX ( J / ËEÚŒ ( EÚ - EÚ Æ ( Æ "I HTuna garadaNoch keine Bewertungen
- First MCV 1600 Katalogu 354Dokument13 SeitenFirst MCV 1600 Katalogu 354鄭慶輝Noch keine Bewertungen
- Drilling Boring CountersinkingDokument514 SeitenDrilling Boring CountersinkingThar LayNoch keine Bewertungen
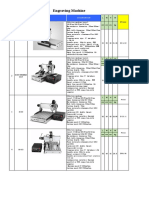
- CNC-engraving Machine - Unit PriceDokument2 SeitenCNC-engraving Machine - Unit PriceШеф ОтрисовкаNoch keine Bewertungen
- Planer MachineDokument46 SeitenPlaner MachineJosell CaipangNoch keine Bewertungen