Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
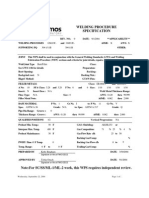
- Wps-Stellite 6Dokument2 SeitenWps-Stellite 6vinoth67% (3)
- Liquid Penetrant Method - Level II - A QuestionDokument16 SeitenLiquid Penetrant Method - Level II - A Questionmahmoud_allam375% (4)
- EN 288-9-English NFDokument30 SeitenEN 288-9-English NFcontesagioanaNoch keine Bewertungen
- Welding NOTESDokument5 SeitenWelding NOTESAnonymous utfuIcnNoch keine Bewertungen
- 1english Reg Final Nov 2010 PDFDokument367 Seiten1english Reg Final Nov 2010 PDFmahmoud_allam3Noch keine Bewertungen
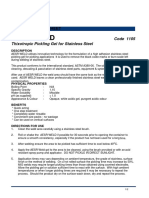
- PICKLING Gel FOR STAILESS STEEL PdsDokument2 SeitenPICKLING Gel FOR STAILESS STEEL Pdsmahmoud_allam3Noch keine Bewertungen
- Study of Ductile-Brittle Transition Temperature of 9Cr-1Mo SteelsDokument2 SeitenStudy of Ductile-Brittle Transition Temperature of 9Cr-1Mo Steelsmahmoud_allam3Noch keine Bewertungen
- Passivating Gel For Stainless SteelDokument2 SeitenPassivating Gel For Stainless Steelmahmoud_allam3Noch keine Bewertungen
- Code Case 2891 U-2 CerDokument1 SeiteCode Case 2891 U-2 Cermahmoud_allam3Noch keine Bewertungen
- Color Metallurgy of Cast IronDokument13 SeitenColor Metallurgy of Cast Ironmahmoud_allam3Noch keine Bewertungen
- Hidada Process EquipmentsDokument4 SeitenHidada Process Equipmentsmahmoud_allam3Noch keine Bewertungen
- Creep Behavior Proceeding022KimuraDokument12 SeitenCreep Behavior Proceeding022Kimuramahmoud_allam3Noch keine Bewertungen
- Welding of P91Dokument11 SeitenWelding of P91mahmoud_allam3100% (1)
- Welding of P91Dokument10 SeitenWelding of P91mahmoud_allam3Noch keine Bewertungen
- Aluminim WPSDokument2 SeitenAluminim WPSmahmoud_allam3Noch keine Bewertungen
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFDokument4 SeitenConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Noch keine Bewertungen
- Assessment of Welding ConsumablesDokument17 SeitenAssessment of Welding Consumablesmahmoud_allam3Noch keine Bewertungen
- Materials and Processes For NDTDokument106 SeitenMaterials and Processes For NDTmohamedNoch keine Bewertungen
- Ndt203-Ut Level IIDokument71 SeitenNdt203-Ut Level IImahmoud_allam3Noch keine Bewertungen
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDokument11 SeitenEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNoch keine Bewertungen
- Essentials of Shielded Metal Arc Welding Nc1Dokument5 SeitenEssentials of Shielded Metal Arc Welding Nc1melkie oganoNoch keine Bewertungen
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDokument28 Seiten047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNoch keine Bewertungen
- TL-Terms and DefinitionDokument55 SeitenTL-Terms and Definitionryan310393Noch keine Bewertungen
- Eeu Final Year DiplomaDokument7 SeitenEeu Final Year Diplomakarthikrajputh03Noch keine Bewertungen
- United States Patent (191: Willbanks (11) Patent Number: (45) Date of PatentDokument5 SeitenUnited States Patent (191: Willbanks (11) Patent Number: (45) Date of PatentОливер АндовскиNoch keine Bewertungen
- Aws D1.3-D1.3M 2018Dokument6 SeitenAws D1.3-D1.3M 2018Lee Chong EeNoch keine Bewertungen
- Cu1 - Design Arc Welding WSQDokument2 SeitenCu1 - Design Arc Welding WSQAfthabNoch keine Bewertungen
- GWAW Welding SpecificationDokument2 SeitenGWAW Welding SpecificationSaurabh GuptaNoch keine Bewertungen
- WPS 01 - Pipe - SSDokument1 SeiteWPS 01 - Pipe - SSAdvanced Quality Centre AQCNoch keine Bewertungen
- Reference Data: Corrosion Guide For Electric Immersion HeatersDokument8 SeitenReference Data: Corrosion Guide For Electric Immersion HeatersSantoshNoch keine Bewertungen
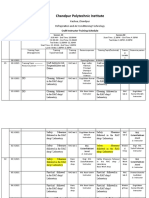
- Chandpur Polytechnic Institute: Kachua, Chandpur Refrigeration and Air Conditioning TechnologyDokument9 SeitenChandpur Polytechnic Institute: Kachua, Chandpur Refrigeration and Air Conditioning TechnologySydur RahamanNoch keine Bewertungen
- TR1 & TR2 LOBP Shutdown Detailed Breakup ActivitiesDokument3 SeitenTR1 & TR2 LOBP Shutdown Detailed Breakup ActivitiesSaqlain MalikNoch keine Bewertungen
- TopCorbelco - WPS FCAW Sa 516 GR 70Dokument6 SeitenTopCorbelco - WPS FCAW Sa 516 GR 70miltonangulomorrisNoch keine Bewertungen
- Field Welding Section 12.1Dokument23 SeitenField Welding Section 12.1parmindersinNoch keine Bewertungen
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDokument62 SeitenCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23Noch keine Bewertungen
- ESL Welder BroucherDokument1 SeiteESL Welder BroucheresltrichyseoNoch keine Bewertungen
- Smaw Midterm Laboratory Exercises 1 4Dokument11 SeitenSmaw Midterm Laboratory Exercises 1 4IBONIA, Kendrix N.Noch keine Bewertungen
- Gmaw Fcaw Mcaw WeldingDokument4 SeitenGmaw Fcaw Mcaw Weldingsajeed76743031Noch keine Bewertungen
- Aws Catalog 2007 PDFDokument44 SeitenAws Catalog 2007 PDFwulfgang66Noch keine Bewertungen
- Draf WPSDokument2 SeitenDraf WPSMj EdinNoch keine Bewertungen
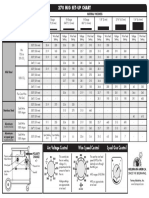
- Regulation Knob: Material (Wire) GAS Wire Material ThicknessDokument1 SeiteRegulation Knob: Material (Wire) GAS Wire Material ThicknessRussel CrowNoch keine Bewertungen
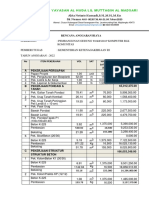
- Yayasan Al Huda Lil Muttaqin Al Madsari: Rencana Anggaran BiayaDokument6 SeitenYayasan Al Huda Lil Muttaqin Al Madsari: Rencana Anggaran BiayaMoja Januba ArifahNoch keine Bewertungen
- Din en Iso 15614-3 - 2008-06Dokument23 SeitenDin en Iso 15614-3 - 2008-06Alfalloy Testing and Inspection Services Pvt. Ltd.Noch keine Bewertungen
- Drawing B BS 499 Part. 2Dokument10 SeitenDrawing B BS 499 Part. 2محمد اظهرNoch keine Bewertungen
- WELDING ConsumableDokument12 SeitenWELDING ConsumableMuhammad Fitransyah Syamsuar Putra100% (2)
- D1.3 D1.3M 2018 Annexb3 WPQR FormDokument1 SeiteD1.3 D1.3M 2018 Annexb3 WPQR FormAkihiko TakagiNoch keine Bewertungen