Das könnte Ihnen auch gefallen
- CR Mo Issues of Concern 6Dokument33 SeitenCR Mo Issues of Concern 6Asad Bin Ala Qatari100% (1)
- Reheat Cracking ParametersDokument15 SeitenReheat Cracking ParametersJay ShahNoch keine Bewertungen
- The Cr-Mo Steels: Basic MetallurgyDokument30 SeitenThe Cr-Mo Steels: Basic MetallurgyJay ShahNoch keine Bewertungen
- Lesson 1 CR Mo Steels HistoryDokument20 SeitenLesson 1 CR Mo Steels HistoryShrikant MojeNoch keine Bewertungen
- Heat Treatment of MetalsDokument8 SeitenHeat Treatment of MetalsDr. L. Bhanuprakash ReddyNoch keine Bewertungen
- p91 Pwht. AwsDokument4 Seitenp91 Pwht. AwssantyagoNoch keine Bewertungen
- Weld Repair of Grade 91 Piping and Components in PDokument27 SeitenWeld Repair of Grade 91 Piping and Components in PKyi HanNoch keine Bewertungen
- Postweld Heat Treatment: Key Concepts in Welding EngineeringDokument2 SeitenPostweld Heat Treatment: Key Concepts in Welding EngineeringChouial BilelNoch keine Bewertungen
- Precipitation-Hardening Bolting Material (UNS N07718) For High Temperature ServiceDokument3 SeitenPrecipitation-Hardening Bolting Material (UNS N07718) For High Temperature ServiceMartuaHaojahanSaragihSidabutarNoch keine Bewertungen
- p91 PWHTDokument4 Seitenp91 PWHTDipenchauhan100% (2)
- Advanced Pressure Boundary MaterialsDokument23 SeitenAdvanced Pressure Boundary MaterialstbmariNoch keine Bewertungen
- Finite Element Analysis of WeldedstructuresDokument6 SeitenFinite Element Analysis of WeldedstructuresrezaNoch keine Bewertungen
- Astm A615Dokument18 SeitenAstm A615anurag3069Noch keine Bewertungen
- AMP CAT 2 QP Key Final PDFDokument83 SeitenAMP CAT 2 QP Key Final PDFthandialNoch keine Bewertungen
- MM 624-SyllabusDokument2 SeitenMM 624-SyllabusajayNoch keine Bewertungen
- Fundamentals of PreheatDokument2 SeitenFundamentals of PreheatErivaldo ConstantNoch keine Bewertungen
- Effect of Heat Treatment On The Fracture Toughness of AISI 4140 SteelDokument6 SeitenEffect of Heat Treatment On The Fracture Toughness of AISI 4140 Steelou82muchNoch keine Bewertungen
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDokument16 SeitenAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNoch keine Bewertungen
- Effect of Tempering Temperature and Time On StrengDokument11 SeitenEffect of Tempering Temperature and Time On StrengMauri RangelNoch keine Bewertungen
- Microstructural Characterization and Production of High Yield Strength Rebar-Mansutti-DanieliDokument7 SeitenMicrostructural Characterization and Production of High Yield Strength Rebar-Mansutti-DanieliSergio RonchiNoch keine Bewertungen
- Welding and PWHT For p91Dokument4 SeitenWelding and PWHT For p91MohamedNoch keine Bewertungen
- Microstructure SteelDokument7 SeitenMicrostructure SteelL.A MangaNoch keine Bewertungen
- Heat Treatment of Steels:: A) Heating B) Holding or Soaking C) CoolingDokument9 SeitenHeat Treatment of Steels:: A) Heating B) Holding or Soaking C) Coolingnimesh pandyaNoch keine Bewertungen
- Ingenieria de La Soldadura PDFDokument11 SeitenIngenieria de La Soldadura PDFedscesc10100% (1)
- Ijett Shamsu PDFDokument4 SeitenIjett Shamsu PDFنیما مرادیNoch keine Bewertungen
- An Introduction To The 9Cr-1Cr-V AlloyDokument8 SeitenAn Introduction To The 9Cr-1Cr-V AlloyAli VarmazyarNoch keine Bewertungen
- Superalloys For Advanced Ultra-Super-CriticalDokument26 SeitenSuperalloys For Advanced Ultra-Super-CriticalEngr. Amer RiazNoch keine Bewertungen
- V - Unit NotesDokument19 SeitenV - Unit NotesNivashini VindhyaNoch keine Bewertungen
- A Case Study of A 193 Grade b7 Used As A Teaching Tool 01Dokument5 SeitenA Case Study of A 193 Grade b7 Used As A Teaching Tool 01MuhammadShabbirNoch keine Bewertungen
- Biswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Dokument7 SeitenBiswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Ersan GönülNoch keine Bewertungen
- Heat Treatment of Duplex Stainless Steel 2205 by Inserting Nano Nd2Feb14 in Hip Manifolds Under The Scope of Category TheoryDokument15 SeitenHeat Treatment of Duplex Stainless Steel 2205 by Inserting Nano Nd2Feb14 in Hip Manifolds Under The Scope of Category TheoryfatinNoch keine Bewertungen
- Heat Treatment of Base Materials and Welded Joints WWW - Mechshop.irDokument56 SeitenHeat Treatment of Base Materials and Welded Joints WWW - Mechshop.irRizaNoch keine Bewertungen
- Heat Treatment of SteelDokument11 SeitenHeat Treatment of Steel12babonNoch keine Bewertungen
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Dokument4 SeitenEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078Noch keine Bewertungen
- Effect of Tempering Temperature On MechaDokument3 SeitenEffect of Tempering Temperature On Mechadhani bux jamaliNoch keine Bewertungen
- Design & Stress Analysis of A Cylinder With Closed Ends Using AnsysDokument7 SeitenDesign & Stress Analysis of A Cylinder With Closed Ends Using AnsysGeorge LapusneanuNoch keine Bewertungen
- Physical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)Dokument4 SeitenPhysical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)rodrigosiqueiraNoch keine Bewertungen
- The Effect of Heat Treatment On The Hardness and IDokument10 SeitenThe Effect of Heat Treatment On The Hardness and IJitendra KumarNoch keine Bewertungen
- Astm A1014Dokument3 SeitenAstm A1014Shunmugavel KarpagamNoch keine Bewertungen
- Cold StretchingDokument2 SeitenCold StretchingAgustin ParadisoNoch keine Bewertungen
- Ismail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Dokument10 SeitenIsmail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Paviter SinghNoch keine Bewertungen
- Maximum Allowable Stress - An Overview - ScienceDirect TopicsDokument15 SeitenMaximum Allowable Stress - An Overview - ScienceDirect Topicskloe123Noch keine Bewertungen
- Evaluation of Magnesium Die Casting Alloys For Elevated Temperature ApplicationsDokument10 SeitenEvaluation of Magnesium Die Casting Alloys For Elevated Temperature ApplicationsYanlong ZhengNoch keine Bewertungen
- NIT Rourkela Report Details High-Performance SuperalloysDokument11 SeitenNIT Rourkela Report Details High-Performance SuperalloysniharikadalbeheraNoch keine Bewertungen
- Corrosion of Stainless Steels of Cryogenic Hydrocarbon Flare Tips BurnersDokument13 SeitenCorrosion of Stainless Steels of Cryogenic Hydrocarbon Flare Tips Burnersravikanth_rNoch keine Bewertungen
- VMS H11 Low C NiCrMoW Rod B574 Hastelloy C276 NACE - r1Dokument3 SeitenVMS H11 Low C NiCrMoW Rod B574 Hastelloy C276 NACE - r1이연지Noch keine Bewertungen
- Effect of hardening conditions on mechanical properties of high speed steelsDokument9 SeitenEffect of hardening conditions on mechanical properties of high speed steelsInisial DINoch keine Bewertungen
- Material Science & Metallurgy 2131904: Heat Treatment ProcessesDokument47 SeitenMaterial Science & Metallurgy 2131904: Heat Treatment ProcessesNyanda MadiliNoch keine Bewertungen
- PVP2020 Meanstress Final DraftDokument8 SeitenPVP2020 Meanstress Final DraftmohanNoch keine Bewertungen
- Heat Treatment Part 1Dokument32 SeitenHeat Treatment Part 1Naman DaveNoch keine Bewertungen
- Research and Development of Heat Resistant Materials For Advanced - 2015 - EnginDokument14 SeitenResearch and Development of Heat Resistant Materials For Advanced - 2015 - EnginDicky Pratama PutraNoch keine Bewertungen
- Pressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5Dokument6 SeitenPressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5XQNoch keine Bewertungen
- Advanced Manufacturing For Nuclear Energy: JOM, Vol. 71, No. 8, 2019Dokument3 SeitenAdvanced Manufacturing For Nuclear Energy: JOM, Vol. 71, No. 8, 2019salehqaidNoch keine Bewertungen
- Investigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDFDokument10 SeitenInvestigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDF55312714Noch keine Bewertungen
- Metals 10 00099 v2 PDFDokument23 SeitenMetals 10 00099 v2 PDFarjun prajapatiNoch keine Bewertungen
- Thermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassDokument6 SeitenThermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassArjun KoduriNoch keine Bewertungen
- Recent Status of ASME C Fe Code On Creep Strength Enhanced Erritic Steels DDokument12 SeitenRecent Status of ASME C Fe Code On Creep Strength Enhanced Erritic Steels DTrushar ParmarNoch keine Bewertungen
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Von EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Noch keine Bewertungen
- Page 1 of 1Dokument2 SeitenPage 1 of 1Suthan M RNoch keine Bewertungen
- 25 7731564081 PDFDokument2 Seiten25 7731564081 PDFbsnegi111Noch keine Bewertungen
- 25 7731564081 PDFDokument2 Seiten25 7731564081 PDFbsnegi111Noch keine Bewertungen
- Procedure and Technical Specification For Type Acceptance Testing (Tat) of GasketsDokument16 SeitenProcedure and Technical Specification For Type Acceptance Testing (Tat) of GasketsSuthan M RNoch keine Bewertungen
- Flanged Steel Pressu (Amendments/Supplements To Api Flanged Steel Pressure Relief Valves (Amendments/Supplements To Api Re Relief Valves (Amendments/Supplements To Api 526)Dokument22 SeitenFlanged Steel Pressu (Amendments/Supplements To Api Flanged Steel Pressure Relief Valves (Amendments/Supplements To Api Re Relief Valves (Amendments/Supplements To Api 526)Suthan M RNoch keine Bewertungen
- Swing Check Valve Technical SpecificationDokument2 SeitenSwing Check Valve Technical SpecificationSuthan M RNoch keine Bewertungen
- Welding Advanced Chromium Alloys for High-Temperature ServiceDokument5 SeitenWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- 71t 1cDokument1 Seite71t 1cSuthan M RNoch keine Bewertungen
- Swing Check Valve Technical SpecificationDokument2 SeitenSwing Check Valve Technical SpecificationSuthan M RNoch keine Bewertungen
- Metallographic Procedures and Analysis ReviewDokument3 SeitenMetallographic Procedures and Analysis ReviewFranchesca Ancasi CalizayaNoch keine Bewertungen
- Flanged Steel Pressu (Amendments/Supplements To Api Flanged Steel Pressure Relief Valves (Amendments/Supplements To Api Re Relief Valves (Amendments/Supplements To Api 526)Dokument22 SeitenFlanged Steel Pressu (Amendments/Supplements To Api Flanged Steel Pressure Relief Valves (Amendments/Supplements To Api Re Relief Valves (Amendments/Supplements To Api 526)Suthan M RNoch keine Bewertungen
- 74 75Dokument6 Seiten74 75Suthan M RNoch keine Bewertungen
- 85 203Dokument9 Seiten85 203Suthan M RNoch keine Bewertungen
- Valves in Special Service Valves in Special Service: Technical Specification Technical SpecificationDokument21 SeitenValves in Special Service Valves in Special Service: Technical Specification Technical SpecificationSuthan M R100% (1)
- 76 - 031Dokument14 Seiten76 - 031raja100% (1)
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- 71t 1cDokument1 Seite71t 1cSuthan M RNoch keine Bewertungen
- 1224 Visual Acuity FromDokument1 Seite1224 Visual Acuity FromASDRUBAL GOMEZNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- ASME, b31.3Dokument40 SeitenASME, b31.3SoorajNoch keine Bewertungen
- Compare Forging Process To Machined Steel BarDokument2 SeitenCompare Forging Process To Machined Steel BarSuthan M RNoch keine Bewertungen
- Degree of CleanlinessDokument2 SeitenDegree of CleanlinessNurSarah100% (1)
- What Matters Most in The MTR Is The Product AnalysisDokument1 SeiteWhat Matters Most in The MTR Is The Product AnalysisSuthan M RNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- What Matters Most in The MTR Is The Product AnalysisDokument1 SeiteWhat Matters Most in The MTR Is The Product AnalysisSuthan M RNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Name: Ribca Mariam CMS:17961 Subject: Biochemistry and Genetics Submitted To: Sir Mobin MustafaDokument20 SeitenName: Ribca Mariam CMS:17961 Subject: Biochemistry and Genetics Submitted To: Sir Mobin MustafaRibca MariamNoch keine Bewertungen
- Tips For Successfully Welding Stainless Steel To Carbon SteelDokument5 SeitenTips For Successfully Welding Stainless Steel To Carbon SteelAchu Balachandran100% (1)
- Metallurgy JEE-NEETDokument27 SeitenMetallurgy JEE-NEETkartik ajitNoch keine Bewertungen
- Equivalencia de Materiales 2Dokument16 SeitenEquivalencia de Materiales 2Jorge Castro CucurellaNoch keine Bewertungen
- Chemical Reactions and Equations S ChandDokument2 SeitenChemical Reactions and Equations S ChandNishtha poptani100% (1)
- DPP Redox Reactions Nitesh DevnaniDokument13 SeitenDPP Redox Reactions Nitesh DevnaniPrashanth SbNoch keine Bewertungen
- Alcohol, Phenols and Ethers PDFDokument13 SeitenAlcohol, Phenols and Ethers PDFRahul JaiswalNoch keine Bewertungen
- Electrode Equivalaent NumbersDokument2 SeitenElectrode Equivalaent NumbersRamdas100% (2)
- Aa Manual de Anlise Volumtrica Henry W. SchimpfDokument778 SeitenAa Manual de Anlise Volumtrica Henry W. SchimpfDanielSilvadaFonsecaNoch keine Bewertungen
- Summative Test For Science 7Dokument2 SeitenSummative Test For Science 7Claudene Gella100% (4)
- History of The Periodic TableDokument50 SeitenHistory of The Periodic TableSab DicoNoch keine Bewertungen
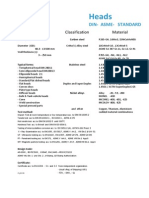
- Standard Classification Materials DimensionsDokument3 SeitenStandard Classification Materials DimensionsamoldholeNoch keine Bewertungen
- PPE Matrix Hazard RegisterDokument2 SeitenPPE Matrix Hazard RegisterAnonymous i3lI9M57% (7)
- Chemistry With Boos Chapter 1.5, 4.1 and 4.2Dokument1 SeiteChemistry With Boos Chapter 1.5, 4.1 and 4.2jos huaNoch keine Bewertungen
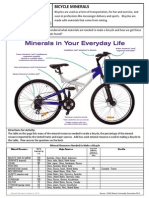
- BikeDokument2 SeitenBikeForsacServisNoch keine Bewertungen
- Pure Chem p2 - 26pgDokument26 SeitenPure Chem p2 - 26pgJhomer CrespoNoch keine Bewertungen
- IUPAC - Periodic TableDokument1 SeiteIUPAC - Periodic TableNaren VmdNoch keine Bewertungen
- AdorDokument280 SeitenAdorDinesh KumarNoch keine Bewertungen
- Chemistry - Textbook Answers Chapter 5Dokument20 SeitenChemistry - Textbook Answers Chapter 5angelina_boseNoch keine Bewertungen
- Summary of Enrollment: Senior High School DepartmentDokument1 SeiteSummary of Enrollment: Senior High School DepartmentDerickNoch keine Bewertungen
- 2012 HCI H2 Chemistry Paper 3 Answers For Other JCsDokument9 Seiten2012 HCI H2 Chemistry Paper 3 Answers For Other JCsKen JiaNoch keine Bewertungen
- Chem Test#2 (Obj) Chap (2,4,60Dokument2 SeitenChem Test#2 (Obj) Chap (2,4,60Sohail HameedNoch keine Bewertungen
- Anion Ide: Monoatomic: Change Ending ToDokument24 SeitenAnion Ide: Monoatomic: Change Ending TodjkedslNoch keine Bewertungen
- Distillation Apparatus-USER MANUALDokument40 SeitenDistillation Apparatus-USER MANUALebalideNoch keine Bewertungen
- D3703 22556Dokument5 SeitenD3703 22556Hamid HamidNoch keine Bewertungen
- Chemical Reactions Lab Report SummaryDokument29 SeitenChemical Reactions Lab Report SummaryThông LêNoch keine Bewertungen
- SALT ANALYSIS - Chemistry Practical XII PDFDokument12 SeitenSALT ANALYSIS - Chemistry Practical XII PDFDr. Md. Tanweer Alam80% (5)
- DP1 Sa1 - HL - QPDokument16 SeitenDP1 Sa1 - HL - QPSpider grubbyNoch keine Bewertungen
- PGCIL approval request for structural steel manufacturerDokument3 SeitenPGCIL approval request for structural steel manufacturervijaymandiNoch keine Bewertungen
- Tabelle Gewicht Rundstahl PDFDokument1 SeiteTabelle Gewicht Rundstahl PDFCécé Charles KoliéNoch keine Bewertungen