Das könnte Ihnen auch gefallen
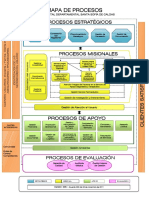
- Mapa de Procesos HOSPITAL PDFDokument1 SeiteMapa de Procesos HOSPITAL PDFmoreno_velez100% (5)
- Como Se Usa El SRMDokument11 SeitenComo Se Usa El SRMJohn Alfaro Fuentes0% (1)
- Directivas de Aeronavegabilidad y Boletines de ServicioDokument1 SeiteDirectivas de Aeronavegabilidad y Boletines de Serviciowilbert berrasco ninaNoch keine Bewertungen
- Evaluación Diagnostica Del Área de Educación para El TrabajoDokument2 SeitenEvaluación Diagnostica Del Área de Educación para El TrabajoMarxsilva Asto87% (47)
- Control de Angulo de Cabeceo de Un AvionDokument27 SeitenControl de Angulo de Cabeceo de Un AvionMichael Chan100% (8)
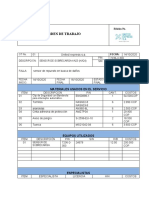
- Formato Orden de Trabajo 1 WwebDokument4 SeitenFormato Orden de Trabajo 1 Wwebapi-520948779Noch keine Bewertungen
- Actividad Integradora 4 Gestión Del Cuidado 011114Dokument3 SeitenActividad Integradora 4 Gestión Del Cuidado 011114Carolina Camacho Barrientos63% (8)
- Estadistica 2 MuestreoDokument14 SeitenEstadistica 2 MuestreoAlfredo Ramos90% (10)
- Puntos Extras 2 Administracionde Operaciones EmpresarialesDokument4 SeitenPuntos Extras 2 Administracionde Operaciones EmpresarialesRicauter Del Castillo100% (1)
- Banco de Preguntas Practicas de Mantenimiento II (PMA472) EstudianteDokument6 SeitenBanco de Preguntas Practicas de Mantenimiento II (PMA472) EstudianteJoel CordovaNoch keine Bewertungen
- Manual Refrigeracion Lubricacion Motor c175 Caterpillar Finning PDFDokument26 SeitenManual Refrigeracion Lubricacion Motor c175 Caterpillar Finning PDFManuel Pompa FloresNoch keine Bewertungen
- FadecDokument5 SeitenFadecRivera JheysonNoch keine Bewertungen
- Tren de Aterrizaje de Un A320 Por Medio de Labview MyRIODokument13 SeitenTren de Aterrizaje de Un A320 Por Medio de Labview MyRIOLuis Fernando Blanco QuezadaNoch keine Bewertungen
- Nom 145Dokument5 SeitenNom 145Alexis RuizNoch keine Bewertungen
- Mapa Mental de La AeronaveDokument1 SeiteMapa Mental de La AeronaveJorge GutierrezNoch keine Bewertungen
- Análisis de Ráfaga y ManiobraDokument10 SeitenAnálisis de Ráfaga y Maniobraluis leonNoch keine Bewertungen
- HELICEDokument41 SeitenHELICEdaniel martinezNoch keine Bewertungen
- FrenadosDokument3 SeitenFrenadossarc25Noch keine Bewertungen
- RAB - 21 - Reglamento Sobre Certificacion de Aeronaves y Partes (Bolivia)Dokument18 SeitenRAB - 21 - Reglamento Sobre Certificacion de Aeronaves y Partes (Bolivia)Loc Das Neyfus100% (1)
- Partes SospechosasDokument14 SeitenPartes SospechosasluisegarfiasNoch keine Bewertungen
- 3 Ev. Resumen Sistemas Ata 26Dokument20 Seiten3 Ev. Resumen Sistemas Ata 26javier granNoch keine Bewertungen
- Evidencia de Aprendizaje 6to ObjetivoDokument14 SeitenEvidencia de Aprendizaje 6to ObjetivoAGonzalezNoch keine Bewertungen
- Sujetadores EspecialesDokument7 SeitenSujetadores EspecialesGus Eslí CamachoNoch keine Bewertungen
- ATA 76 - Engine ControlsDokument10 SeitenATA 76 - Engine ControlsJeyder GeorgeNoch keine Bewertungen
- Sistema Electrico CessnaDokument3 SeitenSistema Electrico CessnayessNoch keine Bewertungen
- Nrc4028 U1 t03 Arboleda Novoa AlexisDokument7 SeitenNrc4028 U1 t03 Arboleda Novoa AlexisklausNoch keine Bewertungen
- P1 LaboratorioDokument4 SeitenP1 LaboratorioAndres Arellano0% (1)
- ATA 27 PanelesDokument4 SeitenATA 27 PanelesPaola Peña100% (1)
- P2 - Tarea 2 - VargasdiazbryanalexanderDokument8 SeitenP2 - Tarea 2 - VargasdiazbryanalexanderNinaNoch keine Bewertungen
- RemisDokument33 SeitenRemismayraNoch keine Bewertungen
- Ensayo Rdac 091 - Bazurto JoaoDokument7 SeitenEnsayo Rdac 091 - Bazurto JoaoJOAO ALBERTO BAZURTO IZANoch keine Bewertungen
- AC-121-22C - RESUMEN - Circular ObligatoriaDokument3 SeitenAC-121-22C - RESUMEN - Circular ObligatoriaRicardo Hernandez Lopez100% (1)
- Materiales y Aleaciones Empleados para La Construcción Del Ala de Un AviónDokument7 SeitenMateriales y Aleaciones Empleados para La Construcción Del Ala de Un AviónEDISON CHONILLONoch keine Bewertungen
- Tarea Análisis de La AC-120-17ADokument4 SeitenTarea Análisis de La AC-120-17AGonzalo Castro SandovalNoch keine Bewertungen
- NRC4028 U1 T03 AmaguatituañafaustoDokument9 SeitenNRC4028 U1 T03 Amaguatituañafaustoklaus100% (1)
- USMP SCA 01 09 Sistema Neumatico Air Condition PresurizacionDokument55 SeitenUSMP SCA 01 09 Sistema Neumatico Air Condition PresurizacionLuisCarhuamacaHuamanNoch keine Bewertungen
- Tarea de Métodos de Inspección de Aeronaves I.Dokument2 SeitenTarea de Métodos de Inspección de Aeronaves I.Nera NDSNoch keine Bewertungen
- ATA 27 Controles de VueloDokument11 SeitenATA 27 Controles de VueloLeslie AmadorNoch keine Bewertungen
- Ata 100Dokument3 SeitenAta 100Cesar EscalanteNoch keine Bewertungen
- ESTRUCTURAS TERCERO Tren de Aterrizaje y Neumaticosa 3ra Unidad Todo PDFDokument267 SeitenESTRUCTURAS TERCERO Tren de Aterrizaje y Neumaticosa 3ra Unidad Todo PDFmichaelNoch keine Bewertungen
- Fuerzas Avion y Tipos ResistenciaDokument26 SeitenFuerzas Avion y Tipos ResistenciaVêrô ÂlândêtêNoch keine Bewertungen
- INFORME N 5 Superficies de Control.Dokument7 SeitenINFORME N 5 Superficies de Control.Josué GuerreroNoch keine Bewertungen
- Manual de EstructurasDokument11 SeitenManual de EstructurasDanniel Baltazar YauriNoch keine Bewertungen
- Doc Tecnicos 1Dokument43 SeitenDoc Tecnicos 1Luis miguel Sanchez100% (1)
- Sistema de Combustible Embraer 170Dokument6 SeitenSistema de Combustible Embraer 170Fabian Lozano HdezNoch keine Bewertungen
- 1690 2011 (Maestría)Dokument172 Seiten1690 2011 (Maestría)RS BANoch keine Bewertungen
- Remaches Universales y CiegosDokument29 SeitenRemaches Universales y Ciegossanchez orta eduardo daniel100% (1)
- Excel para Determinacion de Coeficientes AerodinamicosDokument9 SeitenExcel para Determinacion de Coeficientes AerodinamicosDanielNoch keine Bewertungen
- Mantenimiento Del TrenDokument4 SeitenMantenimiento Del TrenJuan builesNoch keine Bewertungen
- Nom 145Dokument21 SeitenNom 145jose manuelNoch keine Bewertungen
- Preguntas de AviacionDokument6 SeitenPreguntas de AviaciondiegoNoch keine Bewertungen
- Calculos de Calles de RodajeDokument2 SeitenCalculos de Calles de RodajeSergioEstevezNoch keine Bewertungen
- Tren de Aterrizaje de Las AeronavesDokument8 SeitenTren de Aterrizaje de Las AeronavesPedro Bravo MosqueraNoch keine Bewertungen
- NRC4028 - U1 - T 02 - Zurita Vintimilla Jefferson DavidDokument4 SeitenNRC4028 - U1 - T 02 - Zurita Vintimilla Jefferson DavidklausNoch keine Bewertungen
- Semana10 - ATA 25Dokument4 SeitenSemana10 - ATA 25Robert SánchezNoch keine Bewertungen
- Unidad 12. Protección Contra Hielo y Lluvia (Presentación)Dokument21 SeitenUnidad 12. Protección Contra Hielo y Lluvia (Presentación)RafaelffNoch keine Bewertungen
- Ángulo de ConeoDokument8 SeitenÁngulo de ConeoPatricia Guadalupe Carreón Carrera50% (2)
- Definiciones Ata de Grupos de AvionesDokument32 SeitenDefiniciones Ata de Grupos de AvionesVanessa AlulemaNoch keine Bewertungen
- Materiales FerrososDokument90 SeitenMateriales FerrososNachopop ToBar100% (1)
- Describa La Clasificación de Los Instrumentos de VueloDokument4 SeitenDescriba La Clasificación de Los Instrumentos de VueloJessica MabelNoch keine Bewertungen
- TEST - DISTANCIA - COMP - II - Docx Idrogo MontalvoDokument4 SeitenTEST - DISTANCIA - COMP - II - Docx Idrogo MontalvoCesar Idrogo MontalvoNoch keine Bewertungen
- Trabajo Sobre Corrosion en La AeronaveDokument24 SeitenTrabajo Sobre Corrosion en La AeronaveCaŔlo AndreNoch keine Bewertungen
- Pre VueloDokument2 SeitenPre VueloKaren MataNoch keine Bewertungen
- Sistema Antiskid EsxpoDokument23 SeitenSistema Antiskid EsxpoDiegoEspin100% (1)
- CORROSIONDokument6 SeitenCORROSIONSantusita VillcaNoch keine Bewertungen
- Corrosiontipos Unidad2Dokument11 SeitenCorrosiontipos Unidad2HedumyNoch keine Bewertungen
- IPN CFD 3er ParcialDokument22 SeitenIPN CFD 3er ParcialWaterfirowNoch keine Bewertungen
- TopicosDokument3 SeitenTopicosWaterfirowNoch keine Bewertungen
- Bibliografía Tarea No 3Dokument1 SeiteBibliografía Tarea No 3WaterfirowNoch keine Bewertungen
- Potencias en Helicã Pteros PDFDokument9 SeitenPotencias en Helicã Pteros PDFWaterfirowNoch keine Bewertungen
- Péndulo-Invertido FinalDokument14 SeitenPéndulo-Invertido FinalWaterfirowNoch keine Bewertungen
- 02 Ejercicios Transferencia de Calor Por Conducción en Cilindros y EsferasDokument1 Seite02 Ejercicios Transferencia de Calor Por Conducción en Cilindros y EsferasWaterfirowNoch keine Bewertungen
- Conceptos de Transferncia de CalorDokument2 SeitenConceptos de Transferncia de CalorWaterfirowNoch keine Bewertungen
- Codigo Ata 100Dokument23 SeitenCodigo Ata 100WaterfirowNoch keine Bewertungen
- Marco TeóricoDokument2 SeitenMarco TeóricoWaterfirow67% (3)
- OTECDokument3 SeitenOTECsergio roaNoch keine Bewertungen
- Pets-Sgs-Min-Ope-014 Sostenimiento de Perno Helicoidal Usando JumboDokument3 SeitenPets-Sgs-Min-Ope-014 Sostenimiento de Perno Helicoidal Usando JumboJuan Carlos Quille TaipeNoch keine Bewertungen
- Siemens Bornes 8wa Nsk16 2002 EsDokument19 SeitenSiemens Bornes 8wa Nsk16 2002 EsFelucosNoch keine Bewertungen
- Usabilidad en Una Aplicación.Dokument5 SeitenUsabilidad en Una Aplicación.Edisson Barbosa PatiñoNoch keine Bewertungen
- Ruta Ingreso Al Sgva 01-10-13Dokument6 SeitenRuta Ingreso Al Sgva 01-10-13salazarher5258Noch keine Bewertungen
- Check List Condiciones de Distribución: Anexo 3 Lista de ChequeoDokument5 SeitenCheck List Condiciones de Distribución: Anexo 3 Lista de ChequeoLesly CórdovaNoch keine Bewertungen
- Glade Auto Sport FU Gratis 1 RefillDokument2 SeitenGlade Auto Sport FU Gratis 1 RefillRoberto Osorio100% (1)
- Instalacion Troncal ObrasTRABAJOS Sin ProyectoDokument20 SeitenInstalacion Troncal ObrasTRABAJOS Sin ProyectoEduard Villarroel CisnerosNoch keine Bewertungen
- Unidad 5 - Actividad 2Dokument5 SeitenUnidad 5 - Actividad 2Oscar MuñozNoch keine Bewertungen
- Ud 08 AlbañileriaDokument18 SeitenUd 08 AlbañileriaAngelines López RosanoNoch keine Bewertungen
- Pets 06 Tarrajeo de Muros Interiores y ExterioresDokument2 SeitenPets 06 Tarrajeo de Muros Interiores y ExterioresJuan Carlos Falcon SobradoNoch keine Bewertungen
- 011-2020 Directiva de Bienes o Servicios Menores A 8 UitsDokument41 Seiten011-2020 Directiva de Bienes o Servicios Menores A 8 UitsYENNI LUCIA RIVERA IZQUIERDONoch keine Bewertungen
- Ficha Tecnica Camilla RigidaDokument5 SeitenFicha Tecnica Camilla RigidaRichard PeredoNoch keine Bewertungen
- Exposicion Mayores Gastos GeneralesDokument14 SeitenExposicion Mayores Gastos GeneralesMiguel Garcia SanchezNoch keine Bewertungen
- Socomec SwitchesDokument559 SeitenSocomec Switchesrodolfo muñoz magañaNoch keine Bewertungen
- Diagrama de PourbaixDokument1 SeiteDiagrama de PourbaixLuis RomeroNoch keine Bewertungen
- LG Mc049a Chassis RP29CC26 TV SMDokument7 SeitenLG Mc049a Chassis RP29CC26 TV SMgguerinoNoch keine Bewertungen
- Examen Teorico AeroDokument8 SeitenExamen Teorico AeroVictor Hugo Tapia A.Noch keine Bewertungen
- Presentacion Estructura MetalicaDokument52 SeitenPresentacion Estructura MetalicaIvan PuentesNoch keine Bewertungen
- Sobre Emerson MarcasDokument2 SeitenSobre Emerson Marcasivancho310Noch keine Bewertungen
- 21-026 OP-PR-01 INSTALACION SISTEMA PUESTA A TIERRA v.1 ENGIEDokument24 Seiten21-026 OP-PR-01 INSTALACION SISTEMA PUESTA A TIERRA v.1 ENGIEJenner BobbyoNoch keine Bewertungen
- Avance Formato de 4to Informe para 5toDokument136 SeitenAvance Formato de 4to Informe para 5toWiler De La CruzNoch keine Bewertungen
- PR-4.2-01Procedimiento para Evaluar Organismos de EvaluaciónDokument25 SeitenPR-4.2-01Procedimiento para Evaluar Organismos de EvaluaciónJuan M Mastery100% (1)
- Ej Excel BasDokument14 SeitenEj Excel BasAndre SánchezNoch keine Bewertungen