Das könnte Ihnen auch gefallen
- Puesta en marcha de sistemas de automatización industrial. ELEM0311Von EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Bewertung: 3 von 5 Sternen3/5 (1)
- Introducción a los PLCs: Componentes, Funcionamiento y AplicacionesDokument29 SeitenIntroducción a los PLCs: Componentes, Funcionamiento y AplicacionesSantiago Santa CruzNoch keine Bewertungen
- Reparación de instalaciones automatizadas. ELEE0109Von EverandReparación de instalaciones automatizadas. ELEE0109Noch keine Bewertungen
- Clase PLCDokument82 SeitenClase PLCmiguelNoch keine Bewertungen
- Progama Nacional de Formación de Electricidad (PNFE) Unidad Curricular: Taller de Tecnología Eléctrica Iii T3-ELEC - 1MDokument15 SeitenProgama Nacional de Formación de Electricidad (PNFE) Unidad Curricular: Taller de Tecnología Eléctrica Iii T3-ELEC - 1MLuis Ernesto Leal100% (1)
- Breve historia de los PLCDokument14 SeitenBreve historia de los PLCFernando Javier VegaNoch keine Bewertungen
- PLCDokument9 SeitenPLCRosina Garcia Pilcomayo0% (1)
- 003 Introducción A Los Controladores IndustrialesDokument42 Seiten003 Introducción A Los Controladores Industrialesecorisa10Noch keine Bewertungen
- Previo Practica 9 PLCDokument6 SeitenPrevio Practica 9 PLCOmar Asr AlejandroNoch keine Bewertungen
- Cap1-BDokument14 SeitenCap1-BLuis MamaniNoch keine Bewertungen
- Sesión 1Dokument32 SeitenSesión 1edith daniela inga ccenchoNoch keine Bewertungen
- DOcumento Resumen Controladores Logicos ProgramablesDokument37 SeitenDOcumento Resumen Controladores Logicos ProgramablesDaniel Alonso CarrilloNoch keine Bewertungen
- Arquitectura y ciclo de funcionamiento de controladores programablesDokument21 SeitenArquitectura y ciclo de funcionamiento de controladores programablesMartin GomezNoch keine Bewertungen
- Elementos Que Integran El Conjunto de Interfaces de Un Controlador Logico ProgramablesDokument12 SeitenElementos Que Integran El Conjunto de Interfaces de Un Controlador Logico ProgramablesJer FreNoch keine Bewertungen
- Exposicion Del PLCDokument8 SeitenExposicion Del PLCGianny0% (1)
- IPLC - 04 Elementos Basicos PLCDokument23 SeitenIPLC - 04 Elementos Basicos PLCSalvadorNoch keine Bewertungen
- Estructura y Programacion Del PLCDokument19 SeitenEstructura y Programacion Del PLCvalenciaram50% (2)
- Investigacion PLCDokument13 SeitenInvestigacion PLCMix RnNoch keine Bewertungen
- Reporte PLC SDokument17 SeitenReporte PLC SJose De Jesus Amador Sanchez ÜNoch keine Bewertungen
- Controlador Logico Programable PLCDokument11 SeitenControlador Logico Programable PLCClaudia PicoNoch keine Bewertungen
- PLC Tarea de InvestigacionDokument44 SeitenPLC Tarea de InvestigacionJohnyGonzalez100% (1)
- PLCnsesionn2nSabados 82643a1b521fc92Dokument19 SeitenPLCnsesionn2nSabados 82643a1b521fc92Cristian Camilo Aguirre MárquezNoch keine Bewertungen
- Unidad 3. Introduccion A Los PLC y A La Programacion SCL PDFDokument19 SeitenUnidad 3. Introduccion A Los PLC y A La Programacion SCL PDFdixonloaizaNoch keine Bewertungen
- Leccion 9 Aspectos Innovativos de Los PLC en La Industria y en Los Complejos Industriales en GeneralDokument15 SeitenLeccion 9 Aspectos Innovativos de Los PLC en La Industria y en Los Complejos Industriales en GeneralAnonymous liwGj42Noch keine Bewertungen
- Trabajo PLCDokument6 SeitenTrabajo PLCalexjx65Noch keine Bewertungen
- 01 C1 PLC Conceptos GeneralesDokument15 Seiten01 C1 PLC Conceptos GeneralesGildo MatiasNoch keine Bewertungen
- Paper PLC RealDokument6 SeitenPaper PLC RealOscar PaezNoch keine Bewertungen
- Hack StoreDokument23 SeitenHack StoreWizlow MattNoch keine Bewertungen
- Presentacion de PLCDokument45 SeitenPresentacion de PLCVicktor PachecoNoch keine Bewertungen
- Ultimo Ejemplo de FormatoDokument37 SeitenUltimo Ejemplo de FormatoAnaís AyalaNoch keine Bewertungen
- Unidad 4 ControladoresDokument20 SeitenUnidad 4 Controladoresdavid_kunNoch keine Bewertungen
- PLC y SensoresDokument26 SeitenPLC y SensoresAlvaroNoch keine Bewertungen
- Fundamentacion en PLC PDFDokument15 SeitenFundamentacion en PLC PDFJose Daniel Botia MolanoNoch keine Bewertungen
- Fundamentos Del PLCDokument21 SeitenFundamentos Del PLCmiguelpiamonteNoch keine Bewertungen
- PLCDokument64 SeitenPLCSebastian MartinezNoch keine Bewertungen
- Principios Básicos de Los PLCDokument22 SeitenPrincipios Básicos de Los PLCMago_25100% (1)
- Actividad 3 Sena PLCDokument13 SeitenActividad 3 Sena PLCJaime Gil TrianaNoch keine Bewertungen
- PLC 01 IntroducciónDokument45 SeitenPLC 01 Introducciónwcano_10Noch keine Bewertungen
- Proyección PLCDokument46 SeitenProyección PLCAlex Serna RestrepoNoch keine Bewertungen
- tAREA 2Dokument4 SeitentAREA 2VILLANUEVA ANCONA RAUL EDGARDONoch keine Bewertungen
- Laboratorio de PLCDokument4 SeitenLaboratorio de PLCAdrian Ruiz TorresNoch keine Bewertungen
- Exposicion AUtomatizacionDokument46 SeitenExposicion AUtomatizacionJonathan PachecoNoch keine Bewertungen
- T Espe 019560 2Dokument25 SeitenT Espe 019560 2smejiagonzalesNoch keine Bewertungen
- Reporte Final PLC'sDokument97 SeitenReporte Final PLC'sMichel Sánchez ColinNoch keine Bewertungen
- Curso Basico de Programacion de PLC PDFDokument154 SeitenCurso Basico de Programacion de PLC PDFherrerafaridNoch keine Bewertungen
- PLCDokument22 SeitenPLCAbraham Torres100% (1)
- Controles Logicos Programables PLCDokument9 SeitenControles Logicos Programables PLCGarcia JairoNoch keine Bewertungen
- Documento PDFDokument23 SeitenDocumento PDFasdrubal rojasNoch keine Bewertungen
- Control lógico programable PLC guíaDokument4 SeitenControl lógico programable PLC guíaAlfredo MamaniNoch keine Bewertungen
- Controladores Lógicos Programables (I) : 1.1. IntroducciónDokument19 SeitenControladores Lógicos Programables (I) : 1.1. IntroducciónJose TomassettiNoch keine Bewertungen
- Capitulo I Introd. Al PLCDokument27 SeitenCapitulo I Introd. Al PLCFabian AvilaNoch keine Bewertungen
- Instituto Tecnológico de Piedras Negras: 4.3 Funcionamiento y Características Principales Del PLCDokument9 SeitenInstituto Tecnológico de Piedras Negras: 4.3 Funcionamiento y Características Principales Del PLCZOMBREX 2234Noch keine Bewertungen
- ¿Qué Es Un Controlador Lógico Programable (PLC) ?Dokument32 Seiten¿Qué Es Un Controlador Lógico Programable (PLC) ?Jose0% (1)
- PLC SDokument46 SeitenPLC SRaul Gonzalez100% (1)
- Tema 2 Caracteristicas Generales Del PLCDokument8 SeitenTema 2 Caracteristicas Generales Del PLCSilva Vázquez Kimberly MontserratNoch keine Bewertungen
- Unidad 5 PLCDokument36 SeitenUnidad 5 PLCNelson Mora SotoNoch keine Bewertungen
- PLC Aplicaciones ShanonDokument8 SeitenPLC Aplicaciones ShanonJhordam Maxwell Gómez TorresNoch keine Bewertungen
- Controladores Logicos Programables PLCDokument20 SeitenControladores Logicos Programables PLCTejidos MinervaNoch keine Bewertungen
- PLCDokument45 SeitenPLCMax RamirezNoch keine Bewertungen
- Controlador Lógico Programable - WikipediaDokument3 SeitenControlador Lógico Programable - WikipediaRicardo VillalongaNoch keine Bewertungen
- Cómo Hacer Reset o Resetear Un Blackview E7Dokument2 SeitenCómo Hacer Reset o Resetear Un Blackview E7ALEJANDRO ANoch keine Bewertungen
- Segunda Sesión de Trabajo Dibujo Del Proyecto Básico 2020-I-BDokument10 SeitenSegunda Sesión de Trabajo Dibujo Del Proyecto Básico 2020-I-BGiancarlo Valencia FeriaNoch keine Bewertungen
- Informe de Visita Casa CañacretoDokument5 SeitenInforme de Visita Casa CañacretoJuan UrteagaNoch keine Bewertungen
- Condominio Kentia en San AntonioDokument12 SeitenCondominio Kentia en San AntonioWILMER TRAUCO ALVISNoch keine Bewertungen
- Antoni Gaudí. Antología - Pau BudíDokument18 SeitenAntoni Gaudí. Antología - Pau BudíPau Budí100% (1)
- Espacios ColectivosDokument3 SeitenEspacios ColectivosMajo9912100% (1)
- Costos y Presupuestos de ObraDokument17 SeitenCostos y Presupuestos de ObraWILBER CUTIMBO CHOQUE100% (3)
- Albercas y CisternasDokument54 SeitenAlbercas y CisternaskrisspadillaNoch keine Bewertungen
- 03.02.01 Estructura Metalica Pcerco PerimetricoDokument2 Seiten03.02.01 Estructura Metalica Pcerco PerimetricoOrlando Angel Ayala MauricioNoch keine Bewertungen
- Norma Formatos y Cajetines PapelDokument15 SeitenNorma Formatos y Cajetines PapelDavid Félix Ruiz BlancoNoch keine Bewertungen
- Soporte EstructuraDokument2 SeitenSoporte EstructuraPablo CoroNoch keine Bewertungen
- Puentes Modernos de Sevilla - PROYECTO INTEGRADODokument12 SeitenPuentes Modernos de Sevilla - PROYECTO INTEGRADOPablo Fernandez De Cordova TerryNoch keine Bewertungen
- Diseño de iluminación para berma central en Av. Circunvalación JuliacaDokument7 SeitenDiseño de iluminación para berma central en Av. Circunvalación JuliacaLucero Tito MirandaNoch keine Bewertungen
- Presupuesto de Proyecto ArquitectonicoDokument3 SeitenPresupuesto de Proyecto ArquitectonicoJonathan LopezNoch keine Bewertungen
- Carrier® Performance - Cassette - CC AIRES S.A.S. - Aires Acondicionados y Sistemas de RefrigeraciónDokument3 SeitenCarrier® Performance - Cassette - CC AIRES S.A.S. - Aires Acondicionados y Sistemas de RefrigeraciónLuis Barreiro LudeñaNoch keine Bewertungen
- Ip QoSDokument5 SeitenIp QoSalexanderNoch keine Bewertungen
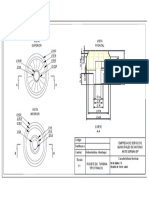
- Plano Rodete para Turbina Tipo FrancisDokument1 SeitePlano Rodete para Turbina Tipo FrancisJoiis BenaviidesNoch keine Bewertungen
- Vigas de hormigón armadoDokument17 SeitenVigas de hormigón armadoAnonymous mnyCjzP5Noch keine Bewertungen
- PresostatosDokument11 SeitenPresostatosmiguelNoch keine Bewertungen
- Evaluación - Examen Parcial Base de Datos - Semana 4 PDFDokument9 SeitenEvaluación - Examen Parcial Base de Datos - Semana 4 PDFJuan estebanNoch keine Bewertungen
- Extructura Externa de Un Controlador Lógico ProgramableDokument28 SeitenExtructura Externa de Un Controlador Lógico ProgramableRychard GRNoch keine Bewertungen
- Raul Cordero (Espa)Dokument17 SeitenRaul Cordero (Espa)Percy Díaz OdicioNoch keine Bewertungen
- Epecificaciones Tecnicas de ProyectoDokument180 SeitenEpecificaciones Tecnicas de ProyectoÁlvaro Vargas RodríguezNoch keine Bewertungen
- Procedimiento para Estimar La Vida Util de EngranaDokument9 SeitenProcedimiento para Estimar La Vida Util de EngranaFernando GaeteNoch keine Bewertungen
- (20110526) Vivienda ColectivaDokument40 Seiten(20110526) Vivienda ColectivaRaul Marquez100% (1)
- Trabajo UteaDokument7 SeitenTrabajo UteaLuz HuillcaNoch keine Bewertungen
- Split InverterDokument1 SeiteSplit Inverterdiego rotpeNoch keine Bewertungen
- Apu Precios Mano de ObraDokument15 SeitenApu Precios Mano de ObraKarolina YustresNoch keine Bewertungen
- Fórmula polinómica agrupamiento preliminar recuperación servicio transitabilidad camino vecinalDokument2 SeitenFórmula polinómica agrupamiento preliminar recuperación servicio transitabilidad camino vecinalJamesCarranzaNoch keine Bewertungen
- Configuración DNS Windows Server 2012 - Laboratorio III ITSCDokument3 SeitenConfiguración DNS Windows Server 2012 - Laboratorio III ITSCÁngel A. AcostaNoch keine Bewertungen