Das könnte Ihnen auch gefallen
- Facilities Layout and Location: OutlineDokument128 SeitenFacilities Layout and Location: Outlinesagarramaka100% (1)
- Pro-Coat Case StudyDokument6 SeitenPro-Coat Case StudyKaranPahawaNoch keine Bewertungen
- Schmidt Hammer TestDokument5 SeitenSchmidt Hammer Testchrtrom100% (1)
- Kunst 1600 Case AnalysisDokument3 SeitenKunst 1600 Case AnalysisrakeshNoch keine Bewertungen
- Myers Briggs Type Indicator-2Dokument1 SeiteMyers Briggs Type Indicator-2api-261818438Noch keine Bewertungen
- Money Order Sauce.Dokument2 SeitenMoney Order Sauce.randomNoch keine Bewertungen
- NGCP - Procedures and Requirements For Energy ProjectsDokument17 SeitenNGCP - Procedures and Requirements For Energy ProjectspurplebasketNoch keine Bewertungen
- Perencanaan LayoutDokument44 SeitenPerencanaan LayoutDyahayu safitri 053Noch keine Bewertungen
- Layout StrategyDokument60 SeitenLayout StrategyAishwarya Misaki AnimaeNoch keine Bewertungen
- Operations Management: Layout StrategyDokument29 SeitenOperations Management: Layout StrategyAmitNoch keine Bewertungen
- Process Oriented LayoutDokument14 SeitenProcess Oriented LayoutAbigail Faye RoxasNoch keine Bewertungen
- Lessong 8 - Facility LayoutDokument37 SeitenLessong 8 - Facility LayoutCherseaLizetteRoyPicaNoch keine Bewertungen
- ch09 Layout StrategyDokument21 Seitench09 Layout StrategyHashma KhalidNoch keine Bewertungen
- Lecture 10Dokument10 SeitenLecture 10Simran KarwaNoch keine Bewertungen
- Work Cells and Cellular ManufacturingDokument25 SeitenWork Cells and Cellular ManufacturingSupriya ChaNoch keine Bewertungen
- Manufacturing CellDokument19 SeitenManufacturing CellRavi Nawal100% (1)
- Session 7 - Facility LayoutDokument26 SeitenSession 7 - Facility Layoutchandel08Noch keine Bewertungen
- Facilities Layout: Presented by Hima K Joseph & HalepaDokument28 SeitenFacilities Layout: Presented by Hima K Joseph & Halepajibymonie100% (1)
- Lec Layout Facility PlanningDokument52 SeitenLec Layout Facility Planningsagar awasthiNoch keine Bewertungen
- 4 Facilities PlanningDokument45 Seiten4 Facilities PlanningSampson DziwornuNoch keine Bewertungen
- OM06 LayoutDokument54 SeitenOM06 Layoutlok manchinNoch keine Bewertungen
- Operations Management Operations ManagementDokument34 SeitenOperations Management Operations ManagementZAIN ALIINoch keine Bewertungen
- Models For The Layout ProblemDokument61 SeitenModels For The Layout ProblemAkamai CorporationNoch keine Bewertungen
- Chapter II Plant DesignDokument31 SeitenChapter II Plant DesignFiraaNoch keine Bewertungen
- Topic 2 Layout Design V 2018Dokument49 SeitenTopic 2 Layout Design V 2018lucy elsa2213Noch keine Bewertungen
- 15P701Dokument4 Seiten15P701rajakrishnanNoch keine Bewertungen
- Facility Layout StrategiesDokument68 SeitenFacility Layout Strategieschelsea17.abhishekNoch keine Bewertungen
- 10 - Module 8 - Facility Layout-1Dokument40 Seiten10 - Module 8 - Facility Layout-1caranatankathleen.30Noch keine Bewertungen
- Case Study: Design of A Conveyorized Production LineDokument10 SeitenCase Study: Design of A Conveyorized Production LineEkta GhongeNoch keine Bewertungen
- Layout Planning - NewDokument35 SeitenLayout Planning - NewHritik DilawariNoch keine Bewertungen
- Designing Layouts: Lecture-07Dokument40 SeitenDesigning Layouts: Lecture-07riyadiNoch keine Bewertungen
- Lecture 14-1 Cellular ManufacturingDokument20 SeitenLecture 14-1 Cellular Manufacturingsaliba.project2020Noch keine Bewertungen
- Lean Project Delivery: Glenn Ballard Project Production Systems LaboratoryDokument95 SeitenLean Project Delivery: Glenn Ballard Project Production Systems LaboratoryRafael Escudero BologniniNoch keine Bewertungen
- 15P701Dokument3 Seiten15P701rajakrishnanNoch keine Bewertungen
- SyllabusDokument8 SeitenSyllabuselsonpaul100% (1)
- Pom Group-3Dokument19 SeitenPom Group-3Harshil MaradiyaNoch keine Bewertungen
- Chapter - 2 - Plant ManagementDokument58 SeitenChapter - 2 - Plant ManagementakhilNoch keine Bewertungen
- Promodel ManualDokument14 SeitenPromodel ManualJorge S. CortezNoch keine Bewertungen
- Facility LayoutDokument78 SeitenFacility LayoutPrakhar RastogiNoch keine Bewertungen
- Chapter 10 - Facilities Layout and LocationDokument70 SeitenChapter 10 - Facilities Layout and LocationRenuka Joshi100% (1)
- Chapter 6Dokument20 SeitenChapter 6Nayomi_DNoch keine Bewertungen
- 3.2 Facility Layout StrategiesDokument69 Seiten3.2 Facility Layout Strategiessaheb167Noch keine Bewertungen
- SCM Assignment 2 Due On 7 Sept. 2022Dokument3 SeitenSCM Assignment 2 Due On 7 Sept. 2022Cricket HiLitesNoch keine Bewertungen
- 10 MovementDokument26 Seiten10 MovementjvanandhNoch keine Bewertungen
- MT 11 - LayoutDokument50 SeitenMT 11 - LayoutRuíz Figueroa, Jean E.Noch keine Bewertungen
- Industrial ManagementDokument2 SeitenIndustrial ManagementSayantan DexNoch keine Bewertungen
- Assosa University Department of Mechanical Engineering Industrial Management & Engineering EconomyDokument47 SeitenAssosa University Department of Mechanical Engineering Industrial Management & Engineering EconomyElijah T DhNoch keine Bewertungen
- Facility LayoutDokument36 SeitenFacility LayoutRohan SharmaNoch keine Bewertungen
- Layout For A Small Manufacturing FirmDokument44 SeitenLayout For A Small Manufacturing FirmHuzzam HassanNoch keine Bewertungen
- IE 312 - Week 04 - Question SetDokument5 SeitenIE 312 - Week 04 - Question SetSalim GündüzNoch keine Bewertungen
- Ex 11Dokument10 SeitenEx 11Siam HasanNoch keine Bewertungen
- IT - M2 - 03 - Transfer LinesDokument76 SeitenIT - M2 - 03 - Transfer LinesDavood KhorsandNoch keine Bewertungen
- Caso de Estudio PDFDokument4 SeitenCaso de Estudio PDFherrajohnNoch keine Bewertungen
- Footprint Finder Tool For Sublevel CavingDokument14 SeitenFootprint Finder Tool For Sublevel Cavingalvaroaac4Noch keine Bewertungen
- Facility Layout DesigningDokument45 SeitenFacility Layout DesigningAkash SinghNoch keine Bewertungen
- Facplad Reviewer For Quiz 1: Industrial Management Engineering SocietyDokument8 SeitenFacplad Reviewer For Quiz 1: Industrial Management Engineering SocietypppppNoch keine Bewertungen
- Layout and Line BalancingDokument72 SeitenLayout and Line BalancingJolly JyotiNoch keine Bewertungen
- LayoutDokument41 SeitenLayoutAPAPAPAPAPNoch keine Bewertungen
- Chapter 2: Line Balancing: IE 5511 Human Factors Professor HayesDokument11 SeitenChapter 2: Line Balancing: IE 5511 Human Factors Professor HayesMuhammad Fitri Asyraf IsmailNoch keine Bewertungen
- Process Selection and Facility Layout: Learning ObjectivesDokument25 SeitenProcess Selection and Facility Layout: Learning ObjectivesWinter NaiNoch keine Bewertungen
- GT Mod 2Dokument33 SeitenGT Mod 2Sudheesh SNoch keine Bewertungen
- Lecture 9 - Operations-Task Analysis-Charting-Diagramming 13 Dec 2022Dokument46 SeitenLecture 9 - Operations-Task Analysis-Charting-Diagramming 13 Dec 2022islam sharafNoch keine Bewertungen
- Block 2Dokument98 SeitenBlock 2vapici2379Noch keine Bewertungen
- Cellular LayoutDokument18 SeitenCellular LayoutShreeshaila P VijayapurNoch keine Bewertungen
- EEB Budget+last LectureDokument24 SeitenEEB Budget+last LectureShishir KumarNoch keine Bewertungen
- Business Process ModelingDokument33 SeitenBusiness Process ModelingShishir KumarNoch keine Bewertungen
- ERP SD Assignment - Step 9 - 12Dokument4 SeitenERP SD Assignment - Step 9 - 12Shishir KumarNoch keine Bewertungen
- ERP SD Assignment - Step 1 - 4Dokument4 SeitenERP SD Assignment - Step 1 - 4Shishir KumarNoch keine Bewertungen
- Time Study Revised 2018Dokument21 SeitenTime Study Revised 2018Shishir Kumar100% (1)
- ERP SD Assignment - Step 5 - 8Dokument5 SeitenERP SD Assignment - Step 5 - 8Shishir KumarNoch keine Bewertungen
- Marketing Management ProjectDokument2 SeitenMarketing Management ProjectShishir KumarNoch keine Bewertungen
- Or KibbutzDokument15 SeitenOr KibbutzShishir KumarNoch keine Bewertungen
- Dore Dore CaseDokument6 SeitenDore Dore CaseShishir Kumar100% (1)
- Chapter 11: Establishing Strategic Pay PlansDokument21 SeitenChapter 11: Establishing Strategic Pay PlansShishir KumarNoch keine Bewertungen
- OR KibbutzDokument15 SeitenOR KibbutzShishir KumarNoch keine Bewertungen
- Regression Analysis in SPSSDokument10 SeitenRegression Analysis in SPSSShishir KumarNoch keine Bewertungen
- Concrete Casting - Pump Station ADokument13 SeitenConcrete Casting - Pump Station ABright MuzaNoch keine Bewertungen
- CUIT 201 Assignment3 March2023Dokument2 SeitenCUIT 201 Assignment3 March2023crybert zinyamaNoch keine Bewertungen
- UntitledDokument5 SeitenUntitledapril montejoNoch keine Bewertungen
- KARAKTERISTIK GEOTERMAL SUMUR EKSPLORASI AT-1, LAPANGAN PANAS BUMI ATADEI, KABUPATEN LEMBATA NTT. Kastiman Sitorus Dan Arif Munandar SUBDIT PANAS BUMIDokument7 SeitenKARAKTERISTIK GEOTERMAL SUMUR EKSPLORASI AT-1, LAPANGAN PANAS BUMI ATADEI, KABUPATEN LEMBATA NTT. Kastiman Sitorus Dan Arif Munandar SUBDIT PANAS BUMIItTo MakinoNoch keine Bewertungen
- Credit Card Authorization Form WoffordDokument1 SeiteCredit Card Authorization Form WoffordRaúl Enmanuel Capellan PeñaNoch keine Bewertungen
- 2018-2019 Annual Algebra Course 1 Contest: InstructionsDokument2 Seiten2018-2019 Annual Algebra Course 1 Contest: InstructionsNaresh100% (1)
- Hemax-530 PDFDokument2 SeitenHemax-530 PDFNice BennyNoch keine Bewertungen
- HAFOMA Presentation 2022 ENGDokument9 SeitenHAFOMA Presentation 2022 ENGVeljko MilicevicNoch keine Bewertungen
- DLL Drafting 7Dokument4 SeitenDLL Drafting 7Ram Dacz100% (3)
- Unit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Dokument147 SeitenUnit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Madhan MNoch keine Bewertungen
- Drsent PT Practice Sba OspfDokument10 SeitenDrsent PT Practice Sba OspfEnergyfellowNoch keine Bewertungen
- Sensor de Temperatura e Umidade CarelDokument1 SeiteSensor de Temperatura e Umidade CarelMayconLimaNoch keine Bewertungen
- KSP Solutibilty Practice ProblemsDokument22 SeitenKSP Solutibilty Practice ProblemsRohan BhatiaNoch keine Bewertungen
- Bamboo People - An Interdisciplinary Unit For High SchoolDokument6 SeitenBamboo People - An Interdisciplinary Unit For High SchoolChipo Jean MarundaNoch keine Bewertungen
- Updated WorksheetDokument5 SeitenUpdated WorksheetJohn Ramer Lazarte InocencioNoch keine Bewertungen
- GP 09-04-01Dokument31 SeitenGP 09-04-01Anbarasan Perumal100% (1)
- PH-01 (KD 3.1) Filling Out Forms (PG20) - GFormDokument4 SeitenPH-01 (KD 3.1) Filling Out Forms (PG20) - GFormLahita AzizahNoch keine Bewertungen
- Contribution of Medieval MuslimDokument16 SeitenContribution of Medieval Muslimannur osmanNoch keine Bewertungen
- Combinational Logic-Part-2 PDFDokument25 SeitenCombinational Logic-Part-2 PDFSAKSHI PALIWALNoch keine Bewertungen
- 1.2 The Basic Features of Employee's Welfare Measures Are As FollowsDokument51 Seiten1.2 The Basic Features of Employee's Welfare Measures Are As FollowsUddipta Bharali100% (1)
- Permanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Dokument2 SeitenPermanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Carla Ayelen Chorolque BorgesNoch keine Bewertungen
- Unit 7 ActivitiesDokument8 SeitenUnit 7 ActivitiesleongeladoNoch keine Bewertungen
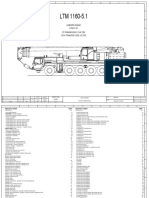
- Libherr CraneDokument157 SeitenLibherr Craneali67% (3)
- SAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitDokument61 SeitenSAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitARPITA BISWASNoch keine Bewertungen
- CS3501 Compiler Design Lab ManualDokument43 SeitenCS3501 Compiler Design Lab ManualMANIMEKALAINoch keine Bewertungen