Das könnte Ihnen auch gefallen
- CND Par MagnetoscopieDokument29 SeitenCND Par Magnetoscopieredwane ouberriNoch keine Bewertungen
- Catalogue Formation CND 2018Dokument56 SeitenCatalogue Formation CND 2018darouichNoch keine Bewertungen
- Cotrole Par ULTRASONDokument18 SeitenCotrole Par ULTRASONFatma BenbrahimNoch keine Bewertungen
- Scalogramme Pour Le Diagnostic Des Machine AsynchroneDokument24 SeitenScalogramme Pour Le Diagnostic Des Machine AsynchroneHachem Elyousfi100% (1)
- Catalogue Général - Sofranel PDFDokument24 SeitenCatalogue Général - Sofranel PDFr_racNoch keine Bewertungen
- Maintenance & Inspection Des Equipements StatiquesDokument215 SeitenMaintenance & Inspection Des Equipements StatiquesMerly Brel NguimbatNoch keine Bewertungen
- Chapitre 4. Les Ultrasons: Contrôle Non DestructifDokument16 SeitenChapitre 4. Les Ultrasons: Contrôle Non DestructifsaidNoch keine Bewertungen
- IntoductionDokument56 SeitenIntoductionIbtĩssem Chouiref100% (1)
- 7 RessuageDokument66 Seiten7 RessuageFares ÆazizNoch keine Bewertungen
- TPN2 MagnétoscopieDokument4 SeitenTPN2 Magnétoscopieoussema jendoubiNoch keine Bewertungen
- Présentation TOFD 2Dokument34 SeitenPrésentation TOFD 2Majdi JerbiNoch keine Bewertungen
- CND Par Courants de FoucaultDokument22 SeitenCND Par Courants de FoucaultNGATSE ANDREASNoch keine Bewertungen
- Questions Canada MT PDFDokument25 SeitenQuestions Canada MT PDFSamira MimountNoch keine Bewertungen
- COURS UT2 SpecifiqueDokument74 SeitenCOURS UT2 SpecifiqueDëLux OwONoch keine Bewertungen
- Présentation PPT Ultrasons-SDTDokument30 SeitenPrésentation PPT Ultrasons-SDTSalah JallaliNoch keine Bewertungen
- TP UltrasonDokument6 SeitenTP UltrasonFadwa ZRNoch keine Bewertungen
- ACFM Et Resumé PDFDokument9 SeitenACFM Et Resumé PDFtaher mhiriNoch keine Bewertungen
- 277 TP 9 Le Controle Non DestructifDokument10 Seiten277 TP 9 Le Controle Non DestructifBelangeNgafelet100% (1)
- 005-CH5 Ultrasons PDFDokument34 Seiten005-CH5 Ultrasons PDFramiksidaNoch keine Bewertungen
- 5025 Soco MT 1364 16Dokument1 Seite5025 Soco MT 1364 16Zouhair BenmabroukNoch keine Bewertungen
- MagnetoscopieDokument114 SeitenMagnetoscopieAy Ham100% (1)
- Defauts de Soudure - FissuresDokument27 SeitenDefauts de Soudure - FissuresFethi BELOUISNoch keine Bewertungen
- Formation UltrasonDokument87 SeitenFormation UltrasonIlyes kNoch keine Bewertungen
- Courant de FoucaultDokument8 SeitenCourant de Foucaultaboudidjaafar100% (1)
- Chapitre 2 Controle US Docs Etudiants SiteDokument20 SeitenChapitre 2 Controle US Docs Etudiants SiteAlemNoch keine Bewertungen
- Radiographie IndustrielleDokument65 SeitenRadiographie IndustrielleMoez Jaouedi100% (1)
- NBN - en 13509 2003 (F)Dokument43 SeitenNBN - en 13509 2003 (F)Hamza Wild l'Enig100% (1)
- Ultrasons - Guide D'examen Pour La Certification InitialeDokument35 SeitenUltrasons - Guide D'examen Pour La Certification InitialeKassiouiNoch keine Bewertungen
- Cours RT2Dokument171 SeitenCours RT2DëLux OwO0% (1)
- Chap 2Dokument30 SeitenChap 2bouslimane idir100% (1)
- H70 CompletDokument364 SeitenH70 CompletZarai MaherNoch keine Bewertungen
- 6eme JourDokument48 Seiten6eme Jourbounatiro HatemNoch keine Bewertungen
- Cours CNDDokument133 SeitenCours CNDLokman HamzaNoch keine Bewertungen
- Contrôle Par RadiographieDokument15 SeitenContrôle Par RadiographieMag ManNoch keine Bewertungen
- Technique UltrasonsDokument17 SeitenTechnique UltrasonsChams1 ChehidiNoch keine Bewertungen
- COURS UT2 Général-Septembre-2011Dokument184 SeitenCOURS UT2 Général-Septembre-2011Oualid Aissat100% (2)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- CONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)Dokument38 SeitenCONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)SEIFEDDINE KADRI100% (1)
- Catalogue CND FRDokument76 SeitenCatalogue CND FRŠka Ňder ßąNoch keine Bewertungen
- Penetrant Testing Applications IndustriellesDokument17 SeitenPenetrant Testing Applications IndustriellesgueridiNoch keine Bewertungen
- Liste Cahiers Technique SchneiderDokument20 SeitenListe Cahiers Technique SchneiderBessem Younes100% (1)
- EPOCH 600 - Full Operation (FR)Dokument330 SeitenEPOCH 600 - Full Operation (FR)Danem HalasNoch keine Bewertungen
- CND GeneralitesDokument25 SeitenCND GeneralitesMohsen SaidiNoch keine Bewertungen
- Chapitre 1 Et 2 CNDDokument60 SeitenChapitre 1 Et 2 CNDMohammed ElkouhenNoch keine Bewertungen
- Les Contrôles Non DestructifsDokument73 SeitenLes Contrôles Non DestructifsMohamed Sahil80% (5)
- COURS - UT1 - GENERAL Mars 2018Dokument181 SeitenCOURS - UT1 - GENERAL Mars 2018DëLux OwO100% (1)
- 1 Généralités Sur Les CNDDokument3 Seiten1 Généralités Sur Les CNDMoundher Mns100% (1)
- Chapitre 2 Examen Visuel PDFDokument6 SeitenChapitre 2 Examen Visuel PDFsaidNoch keine Bewertungen
- Le RessuageDokument10 SeitenLe RessuageSoh AibNoch keine Bewertungen
- Cetim Formation CND 2016Dokument44 SeitenCetim Formation CND 2016DarkedgeNoch keine Bewertungen
- Rapport D'inspection Visuelle Et Mesure D'épaisseur RV00 CMT AMDokument66 SeitenRapport D'inspection Visuelle Et Mesure D'épaisseur RV00 CMT AMMabrouk Ahmed100% (1)
- Definition Des Termes - CODE API 1104Dokument2 SeitenDefinition Des Termes - CODE API 1104ALP69100% (1)
- Notes Cours - CNDDokument105 SeitenNotes Cours - CNDJàMàl MejorNoch keine Bewertungen
- Controle VisuelDokument3 SeitenControle VisuelĶĥ ĴãmëşNoch keine Bewertungen
- E UltrasonDokument18 SeitenE UltrasonZakaria Moutaouakkil100% (2)
- Bordereau VIPP ELDokument86 SeitenBordereau VIPP ELdjermounezineeddineNoch keine Bewertungen
- Arboles de Lima - SerparDokument174 SeitenArboles de Lima - Serparluisms89Noch keine Bewertungen
- Ecvma Quest Agr p1 v10Dokument30 SeitenEcvma Quest Agr p1 v10Omar BenchekrounNoch keine Bewertungen
- Guide Français Old VersionDokument31 SeitenGuide Français Old Versionagrebi.amine2604Noch keine Bewertungen
- Calcul PU - Nombre de Passage TOFDDokument2 SeitenCalcul PU - Nombre de Passage TOFDAbdallahNjehNoch keine Bewertungen
- TOFD Spec NII Questionnaire 2 DERN VERSIONDokument5 SeitenTOFD Spec NII Questionnaire 2 DERN VERSIONAbdallahNjehNoch keine Bewertungen
- TOFD QCM 2 CorrectionDokument10 SeitenTOFD QCM 2 CorrectionAbdallahNjehNoch keine Bewertungen
- En 15617Dokument2 SeitenEn 15617AbdallahNjehNoch keine Bewertungen
- TOFD Spec NII Questionnaire 1 Dern VersionDokument29 SeitenTOFD Spec NII Questionnaire 1 Dern VersionAbdallahNjehNoch keine Bewertungen
- Panorama Des Normes EndDokument35 SeitenPanorama Des Normes EndAbdallahNjehNoch keine Bewertungen
- TOFD QCM 2 CorrectionDokument10 SeitenTOFD QCM 2 CorrectionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 1 CorrectionDokument10 SeitenTOFD QCM 1 CorrectionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 2 CorrectionDokument10 SeitenTOFD QCM 2 CorrectionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 1 CorrectionDokument10 SeitenTOFD QCM 1 CorrectionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 1 CorrectionDokument10 SeitenTOFD QCM 1 CorrectionAbdallahNjehNoch keine Bewertungen
- Spec Tofd Dern VersionDokument6 SeitenSpec Tofd Dern VersionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 2 CorrectionDokument10 SeitenTOFD QCM 2 CorrectionAbdallahNjehNoch keine Bewertungen
- TOFD QCM 1 CorrectionDokument10 SeitenTOFD QCM 1 CorrectionAbdallahNjehNoch keine Bewertungen
- 191Dokument10 Seiten191AbdallahNjehNoch keine Bewertungen
- TOFD Spec NII Questionnaire 2 DERN VERSIONDokument5 SeitenTOFD Spec NII Questionnaire 2 DERN VERSIONAbdallahNjehNoch keine Bewertungen
- Spec Tofd Dern VersionDokument6 SeitenSpec Tofd Dern VersionAbdallahNjehNoch keine Bewertungen
- Mag Mag Fra PDFDokument25 SeitenMag Mag Fra PDFAbdallahNjehNoch keine Bewertungen
- 191Dokument10 Seiten191AbdallahNjehNoch keine Bewertungen
- Formation Levage 1 PDFDokument78 SeitenFormation Levage 1 PDFAbdallahNjehNoch keine Bewertungen
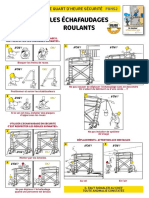
- Echafaudages RoulantsDokument2 SeitenEchafaudages RoulantsAbdallahNjehNoch keine Bewertungen
- 3592Dokument3 Seiten3592AbdallahNjehNoch keine Bewertungen
- Ed75 PDFDokument4 SeitenEd75 PDFAbdallahNjehNoch keine Bewertungen
- Cetim Catalogue CND 2013Dokument40 SeitenCetim Catalogue CND 2013AbdallahNjehNoch keine Bewertungen
- 129 These PDFDokument143 Seiten129 These PDFAbdallahNjehNoch keine Bewertungen
- Cours - CEM BENAZZA NEWDokument150 SeitenCours - CEM BENAZZA NEWMaram MërïemNoch keine Bewertungen
- Harlem Nocturne: Light Latin GrooveDokument46 SeitenHarlem Nocturne: Light Latin Groovelaura novakNoch keine Bewertungen
- Herzegowina Marsch - FucikDokument17 SeitenHerzegowina Marsch - FucikAdrianoNoch keine Bewertungen
- Meriot 1 2 3 4 PDFDokument4 SeitenMeriot 1 2 3 4 PDFAntonioNoch keine Bewertungen
- Amores de Oshún Guit 1Dokument5 SeitenAmores de Oshún Guit 1Gabriel LuceroNoch keine Bewertungen
- Traffic ViolinDokument1 SeiteTraffic ViolinDayane LimaNoch keine Bewertungen
- Evidencias Trompeta EvidenciasDokument2 SeitenEvidencias Trompeta EvidenciasAntonio LeónNoch keine Bewertungen
- Parla Con MeDokument5 SeitenParla Con MeMariachiara Zaniolo100% (1)
- Bach BWV 106 Cantata Actus Tragicus Sonatina Arr Jacques ErdosDokument2 SeitenBach BWV 106 Cantata Actus Tragicus Sonatina Arr Jacques ErdosxavierNoch keine Bewertungen
- EL7 justefinmondeprologueSDHDokument11 SeitenEL7 justefinmondeprologueSDHKetyNoch keine Bewertungen
- 2019 11 v2Dokument24 Seiten2019 11 v2JemNoch keine Bewertungen
- Una Cosa Rara - Violin I.musDokument2 SeitenUna Cosa Rara - Violin I.muscristinaNoch keine Bewertungen
- Nuit d'étoiles 星夜 『艺术歌曲』Dokument4 SeitenNuit d'étoiles 星夜 『艺术歌曲』雷洋Noch keine Bewertungen
- Aleluya Irlandés PDFDokument1 SeiteAleluya Irlandés PDFFrancisco Javier Baños LlofríuNoch keine Bewertungen
- 2cours Conditionneurs PDFDokument12 Seiten2cours Conditionneurs PDFSaad SebNoch keine Bewertungen
- MelgarDokument3 SeitenMelgardaniel monsalveNoch keine Bewertungen
- Imagem de Deus - Partituras e PartesDokument29 SeitenImagem de Deus - Partituras e PartesleblacNoch keine Bewertungen
- Brahms Dein Blaues Auge PDFDokument4 SeitenBrahms Dein Blaues Auge PDFCely WonkaNoch keine Bewertungen
- Sujet de La Production Orale Niveau A2Dokument3 SeitenSujet de La Production Orale Niveau A2hieuhuech1Noch keine Bewertungen
- Rio de Los PajarosDokument3 SeitenRio de Los Pajaroskevinmernez100% (1)
- TDs Electronique de Puissance AvancéeDokument18 SeitenTDs Electronique de Puissance Avancéeبكر بكرNoch keine Bewertungen
- Noite FelizDokument37 SeitenNoite FelizJunio FerreiraNoch keine Bewertungen
- Causse Chevalier Vignaux Introduction Regards Sur Le Decor Double Jeu 18 2021Dokument16 SeitenCausse Chevalier Vignaux Introduction Regards Sur Le Decor Double Jeu 18 2021KMNoch keine Bewertungen
- Sailing With WhalesDokument4 SeitenSailing With WhalesIsac Ciconha de Oliveira100% (1)
- (Clarinet - Institute) Pachelbel, Johann - Gigue For Clarinet Trio PDFDokument3 Seiten(Clarinet - Institute) Pachelbel, Johann - Gigue For Clarinet Trio PDFCatarinaGomesNoch keine Bewertungen
- Chapitre 4Dokument82 SeitenChapitre 4siloneNoch keine Bewertungen
- Accessoire Pour Reglage Des Boites D'accord-1Dokument5 SeitenAccessoire Pour Reglage Des Boites D'accord-1Frank PellardNoch keine Bewertungen
- BabaYetuBB PDFDokument15 SeitenBabaYetuBB PDFRicardo BarbosaNoch keine Bewertungen
- Lauda Sion-CouperinDokument6 SeitenLauda Sion-CouperincarmineNoch keine Bewertungen
- Translation - Gavotte - MASSENETDokument3 SeitenTranslation - Gavotte - MASSENETElizabeth Sarian100% (1)