Das könnte Ihnen auch gefallen
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesVon EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesBewertung: 5 von 5 Sternen5/5 (1)
- Pump Wisdom: Problem Solving for Operators and SpecialistsVon EverandPump Wisdom: Problem Solving for Operators and SpecialistsNoch keine Bewertungen
- A Centrifugal PumpDokument10 SeitenA Centrifugal PumpZain Ulabideen100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineVon EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineBewertung: 5 von 5 Sternen5/5 (1)
- Centrifugal PumpsDokument30 SeitenCentrifugal PumpsNitish NairNoch keine Bewertungen
- Variable Speed Pumping: A Guide to Successful ApplicationsVon EverandVariable Speed Pumping: A Guide to Successful ApplicationsBewertung: 3 von 5 Sternen3/5 (2)
- T II P Training Program On Basic Process Engineering PracticesDokument26 SeitenT II P Training Program On Basic Process Engineering PracticesAsmita AndaniNoch keine Bewertungen
- PumpDokument30 SeitenPumpPriyoProtikNoch keine Bewertungen
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowVon EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowBewertung: 2 von 5 Sternen2/5 (1)
- Pumphandbook PDFDokument152 SeitenPumphandbook PDFcodefinder100% (1)
- Course2a-Energy Efficiency PDFDokument59 SeitenCourse2a-Energy Efficiency PDFNazaruddin SinagaNoch keine Bewertungen
- Mechanical Seal (Centrifugal Pump) - by RAJUL GUPTADokument24 SeitenMechanical Seal (Centrifugal Pump) - by RAJUL GUPTAdieucmoiNoch keine Bewertungen
- Mep All QuestionsDokument79 SeitenMep All QuestionsbabaNoch keine Bewertungen
- Centrifugal Pump ImpellerDokument4 SeitenCentrifugal Pump ImpellerKrunal Patil100% (1)
- Centrifugal PumpDokument7 SeitenCentrifugal PumpTife BakreNoch keine Bewertungen
- System Curves-Pump CurvesDokument87 SeitenSystem Curves-Pump CurvesChandaKundaNoch keine Bewertungen
- Reciprocating Pump PratishthaDokument13 SeitenReciprocating Pump Pratishthamike rosaNoch keine Bewertungen
- AgitatorsDokument9 SeitenAgitatorsB Santosh Kumar DoddalaNoch keine Bewertungen
- What Is Characteristic CurveDokument7 SeitenWhat Is Characteristic Curvehafiz hassanNoch keine Bewertungen
- Pump Pump Piping Presentation PDFDokument55 SeitenPump Pump Piping Presentation PDFPoonam Ashwin100% (1)
- Centrifugal PumpsDokument24 SeitenCentrifugal PumpsHari Babu DharmavarapuNoch keine Bewertungen
- Centrifugal Pump Basics: Terms Commonly Used in The Pumping IndustryDokument18 SeitenCentrifugal Pump Basics: Terms Commonly Used in The Pumping IndustryshunmugeshNoch keine Bewertungen
- Pump Motor TripDokument4 SeitenPump Motor TripKamal UddinNoch keine Bewertungen
- Pump TrainingDokument15 SeitenPump TrainingdalayeliNoch keine Bewertungen
- Presentation On Centrifugal PumpsDokument27 SeitenPresentation On Centrifugal PumpsPiyush MalviyaNoch keine Bewertungen
- 2,4 Pipes&PumpsDokument226 Seiten2,4 Pipes&PumpsShankar Angappan100% (1)
- PumpsDokument85 SeitenPumpsdenizkund100% (2)
- Process EquipmentsDokument277 SeitenProcess EquipmentsnatarajaNoch keine Bewertungen
- Cent-Pump Performance Curves and Similarity LawsDokument9 SeitenCent-Pump Performance Curves and Similarity LawsMachineryengNoch keine Bewertungen
- Pumps BasicsDokument3 SeitenPumps Basicshmid007Noch keine Bewertungen
- PumpsDokument54 SeitenPumpsMark SantosNoch keine Bewertungen
- Centrifugal Pumps: Training Program at Petronet LNGDokument30 SeitenCentrifugal Pumps: Training Program at Petronet LNGAditya Mahajan100% (1)
- Training PumpDokument52 SeitenTraining Pumparis mulyana100% (1)
- Pump PresentationDokument66 SeitenPump PresentationAnonymous K3FaYFlNoch keine Bewertungen
- 1 Pump CurvesDokument39 Seiten1 Pump Curvesmoxlinde100% (1)
- Submersible PumpDokument3 SeitenSubmersible Pumpeddy brachoNoch keine Bewertungen
- PumpDokument116 SeitenPumpV Dhinakaran67% (3)
- How To Read Pump CurveDokument4 SeitenHow To Read Pump CurvenghiemvhNoch keine Bewertungen
- Fundamentals of Centrifugal PumpsDokument70 SeitenFundamentals of Centrifugal PumpsFrancisco GarcíaNoch keine Bewertungen
- Multistage Centrifugal PumpsDokument18 SeitenMultistage Centrifugal PumpsPrakhar VermaNoch keine Bewertungen
- Pump SelectionDokument112 SeitenPump SelectionSIVAPATHASEKARAN100% (6)
- Rotary PumpsDokument35 SeitenRotary PumpsMeer Umer33% (3)
- PumpDokument34 SeitenPumpsoha89100% (1)
- Some of The Basics You Need To Understand Centrifugal PumpsDokument16 SeitenSome of The Basics You Need To Understand Centrifugal PumpsGauravNoch keine Bewertungen
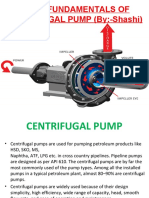
- Basic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)Dokument42 SeitenBasic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)RaduIon100% (1)
- API 610 Pump Selection and Curve EvaluationDokument4 SeitenAPI 610 Pump Selection and Curve EvaluationbbmokshNoch keine Bewertungen
- Mechanical Seals Vs Gland Packing - Mechanical Engineering SiteDokument5 SeitenMechanical Seals Vs Gland Packing - Mechanical Engineering SiteRajKumarNoch keine Bewertungen
- First Year Metalwork.: Class Notes and Homework WorkbookDokument117 SeitenFirst Year Metalwork.: Class Notes and Homework Workbookbrian DeckerNoch keine Bewertungen
- Positive Displacement PumpsDokument5 SeitenPositive Displacement PumpssikuetNoch keine Bewertungen
- Jacques Chaurette - Pump System Analysis and Sizing (2002) PDFDokument158 SeitenJacques Chaurette - Pump System Analysis and Sizing (2002) PDFShubhankar KunduNoch keine Bewertungen
- Pump CurvesDokument8 SeitenPump CurvesKrishna Chaitanya KalagaNoch keine Bewertungen
- Know and Understand Centrifugal Pumps (Autosaved) 255Dokument10 SeitenKnow and Understand Centrifugal Pumps (Autosaved) 255thongpvgasNoch keine Bewertungen
- The Affinity Laws of Centrifugal PumpsDokument8 SeitenThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNoch keine Bewertungen
- Sulzer - FSRUG - SGFP Lube Oil Systems & Maintenance (Part 2, Jan 2014)Dokument44 SeitenSulzer - FSRUG - SGFP Lube Oil Systems & Maintenance (Part 2, Jan 2014)rajat guptaNoch keine Bewertungen
- 2 Pumps Part IDokument5 Seiten2 Pumps Part IJoel CariazNoch keine Bewertungen
- Pumps Centrifugal and ReciprocatingDokument24 SeitenPumps Centrifugal and ReciprocatingumarNoch keine Bewertungen
- Debre Markos University Institute of Technology School of Mechanical and Industrial Engineering Meng3201Dokument59 SeitenDebre Markos University Institute of Technology School of Mechanical and Industrial Engineering Meng3201birlieNoch keine Bewertungen
- Centrifugal PumpDokument41 SeitenCentrifugal PumpAbdallah MansourNoch keine Bewertungen
- Basic Pump Technology For DiplomaDokument6 SeitenBasic Pump Technology For DiplomaSam KibonNoch keine Bewertungen
- Serbia EIA Windfarms Jun10 enDokument68 SeitenSerbia EIA Windfarms Jun10 enarben_lici281Noch keine Bewertungen
- Wind Turbine Power CalculationDokument5 SeitenWind Turbine Power CalculationRavi Acharya100% (2)
- Engineering Procurement Construction EPC PDFDokument2 SeitenEngineering Procurement Construction EPC PDFfotopredicNoch keine Bewertungen
- Large Diameter Steel Tower LDSTDokument2 SeitenLarge Diameter Steel Tower LDSTfotopredicNoch keine Bewertungen
- ABB and VestasDokument2 SeitenABB and Vestasfotopredic100% (1)
- Small Wind Turbine Power ControllersDokument26 SeitenSmall Wind Turbine Power ControllersfotopredicNoch keine Bewertungen
- LCA of A Wind Turbine PDFDokument28 SeitenLCA of A Wind Turbine PDFfotopredicNoch keine Bewertungen
- How Do Wind TurbinesDokument2 SeitenHow Do Wind Turbinesshubhamdogra1995Noch keine Bewertungen
- Full Text 01Dokument91 SeitenFull Text 01Carlos TorresNoch keine Bewertungen
- Wind Power Today and Tomorrow PDFDokument36 SeitenWind Power Today and Tomorrow PDFfotopredicNoch keine Bewertungen
- Low Voltage Measurement SystemDokument2 SeitenLow Voltage Measurement SystemfotopredicNoch keine Bewertungen
- Guidelines For Design of Wind Turbines Copenhagen PDFDokument294 SeitenGuidelines For Design of Wind Turbines Copenhagen PDFVíctor Hugo Reséndiz EstradaNoch keine Bewertungen
- Thesis of Ishan Patnaik (10502038)Dokument58 SeitenThesis of Ishan Patnaik (10502038)iulianghitaNoch keine Bewertungen
- Fire Prevention SystemsDokument2 SeitenFire Prevention SystemsfotopredicNoch keine Bewertungen
- Wind Energy Systems (Johnson)Dokument449 SeitenWind Energy Systems (Johnson)Mario Shawn Hayden Jr100% (1)
- Aviation Obstruction LightsDokument2 SeitenAviation Obstruction LightsfotopredicNoch keine Bewertungen
- Generator ServicesDokument4 SeitenGenerator ServicesfotopredicNoch keine Bewertungen
- Serbia EIA Windfarms Jun10 enDokument68 SeitenSerbia EIA Windfarms Jun10 enarben_lici281Noch keine Bewertungen
- Engineering Procurement Construction EPCDokument2 SeitenEngineering Procurement Construction EPCfotopredicNoch keine Bewertungen
- How Do Wind TurbinesDokument2 SeitenHow Do Wind Turbinesshubhamdogra1995Noch keine Bewertungen
- Electrical PreDesignDokument12 SeitenElectrical PreDesignfotopredicNoch keine Bewertungen
- Electrical PreDesignDokument12 SeitenElectrical PreDesignfotopredicNoch keine Bewertungen
- Wind Turbine ManualDokument45 SeitenWind Turbine ManualSilvio NunesNoch keine Bewertungen
- 14-Wind Turbines (Compatibility Mode)Dokument39 Seiten14-Wind Turbines (Compatibility Mode)Abdullah HashimNoch keine Bewertungen
- Blade ServicesDokument16 SeitenBlade Servicesfotopredic100% (1)
- Gearbox ServicesDokument4 SeitenGearbox Servicesfotopredic100% (1)
- Wind Power Kids WorkbookDokument9 SeitenWind Power Kids WorkbookfotopredicNoch keine Bewertungen
- Aerodynamics of Vertical-Axis Wind Turbines PhDthesis - Final PDFDokument130 SeitenAerodynamics of Vertical-Axis Wind Turbines PhDthesis - Final PDFfotopredicNoch keine Bewertungen
- Wind Energy Industry MFG Supplier Handbook 1Dokument41 SeitenWind Energy Industry MFG Supplier Handbook 1philipnartNoch keine Bewertungen
- Tribologija VetrogeneratoraDokument5 SeitenTribologija VetrogeneratorafotopredicNoch keine Bewertungen
- SFN ProfileDokument4 SeitenSFN Profiledinesh panchalNoch keine Bewertungen
- HVS Hotel Cost Estimating Guide 2021Dokument124 SeitenHVS Hotel Cost Estimating Guide 2021pascal rosasNoch keine Bewertungen
- 02.certificate of Compliance FM UkDokument10 Seiten02.certificate of Compliance FM Ukmyatthura870Noch keine Bewertungen
- 01.introduction To Earth ScienceDokument29 Seiten01.introduction To Earth ScienceIshan Chua100% (1)
- ASME Geometric Dimension Ing and Tolerance Professional CertificationDokument20 SeitenASME Geometric Dimension Ing and Tolerance Professional CertificationPaul Anthony Red60% (5)
- Staad 4Dokument37 SeitenStaad 4saisssms9116100% (2)
- Electromechanical Instruments: Permanent-Magnet Moving-Coil InstrumentsDokument13 SeitenElectromechanical Instruments: Permanent-Magnet Moving-Coil InstrumentsTaimur ShahzadNoch keine Bewertungen
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDokument16 SeitenStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNoch keine Bewertungen
- H&M Case Study AssignmentDokument7 SeitenH&M Case Study AssignmentwqvyakNoch keine Bewertungen
- NEC G266 Quick Reference GuideDokument3 SeitenNEC G266 Quick Reference GuideIonut Gabriel DascaluNoch keine Bewertungen
- Delonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Dokument21 SeitenDelonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Luis AlbertoAlmeidaSilva100% (1)
- Detailed Lesson Plan in Mathematics 10 I. ObjectivesDokument4 SeitenDetailed Lesson Plan in Mathematics 10 I. ObjectivesLouis Fetilo FabunanNoch keine Bewertungen
- Service ManualDokument582 SeitenService ManualBogdan Popescu100% (5)
- MT4400 STRG Flo Amp ValveDokument7 SeitenMT4400 STRG Flo Amp ValveBrian Careel0% (1)
- Ground Vehicle Operations ICAODokument31 SeitenGround Vehicle Operations ICAOMohran HakimNoch keine Bewertungen
- Strategic Cost AnalysisDokument24 SeitenStrategic Cost AnalysisBusiness Expert Press100% (10)
- Pile Capacity - An Overview - ScienceDirect TopicsDokument15 SeitenPile Capacity - An Overview - ScienceDirect TopicssurNoch keine Bewertungen
- Chess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDokument15 SeitenChess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDomingo IslasNoch keine Bewertungen
- The Research Problem: The Key Steps in Choosing A TopicDokument5 SeitenThe Research Problem: The Key Steps in Choosing A TopicJoachim San JuanNoch keine Bewertungen
- IES 2001 - I ScanDokument20 SeitenIES 2001 - I ScanK.v.SinghNoch keine Bewertungen
- Passmore Et Al (2019) Workplace CoachingDokument47 SeitenPassmore Et Al (2019) Workplace CoachingMalarvilie KrishnasamyNoch keine Bewertungen
- 20160323110112-Sae 1215Dokument1 Seite20160323110112-Sae 1215awesome_600Noch keine Bewertungen
- SPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESDokument17 SeitenSPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESPranavBalarajuNoch keine Bewertungen
- Cusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Dokument1 SeiteCusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Suresh NatarajanNoch keine Bewertungen
- Hamming Code - Error Detection Aim: AlgorithmDokument12 SeitenHamming Code - Error Detection Aim: Algorithmkrithikgokul selvamNoch keine Bewertungen
- Miracle Mills 300 Series Hammer MillsDokument2 SeitenMiracle Mills 300 Series Hammer MillsSNoch keine Bewertungen
- Vitalis 2000Dokument26 SeitenVitalis 2000ARLNoch keine Bewertungen
- Overleaf Keyboard ShortcutsDokument2 SeitenOverleaf Keyboard ShortcutsAlberto GiudiciNoch keine Bewertungen