Das könnte Ihnen auch gefallen
- Soldering Electronic Components 2nd EditionVon EverandSoldering Electronic Components 2nd EditionBewertung: 3 von 5 Sternen3/5 (2)
- Rock & Minerals Study GuideDokument325 SeitenRock & Minerals Study GuideGabriel Teixeira0% (1)
- TIG Presentation.Dokument31 SeitenTIG Presentation.Md Anamul HoqueNoch keine Bewertungen
- Kho Swinbourne10 Mpm188 EAFDokument9 SeitenKho Swinbourne10 Mpm188 EAFalilounahdisteNoch keine Bewertungen
- Electric WeldingDokument28 SeitenElectric WeldingmayankNoch keine Bewertungen
- Types of WeldingDokument10 SeitenTypes of WeldingMuhammad Tauseef ZafarNoch keine Bewertungen
- TIG Welding: Job KnowledgeDokument3 SeitenTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Basic Principles of Heat TreatmentDokument26 SeitenBasic Principles of Heat TreatmentYaser Mohamed AbasNoch keine Bewertungen
- Welding (WorkShop) Assig # 1Dokument7 SeitenWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNoch keine Bewertungen
- Class - 5 - Baics of Arc WeldingDokument43 SeitenClass - 5 - Baics of Arc WeldingroshanpateliaNoch keine Bewertungen
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- Guide To Types of Welding PDFDokument24 SeitenGuide To Types of Welding PDFbhaskarjalanNoch keine Bewertungen
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDokument30 SeitenWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNoch keine Bewertungen
- Advanced Welding Process (Welding)Dokument58 SeitenAdvanced Welding Process (Welding)Sk SamsuddinNoch keine Bewertungen
- Principle of Arc WeldingDokument60 SeitenPrinciple of Arc Weldingsamurai7_7786% (7)
- Welding WorkshopDokument11 SeitenWelding WorkshopMuhammad Tauseef ZafarNoch keine Bewertungen
- WeldingDokument27 SeitenWeldingankit4565Noch keine Bewertungen
- Welders Buying GuideDokument2 SeitenWelders Buying GuidesuparnaNoch keine Bewertungen
- Types of Electric WeldingDokument7 SeitenTypes of Electric WeldingSUKhanNoch keine Bewertungen
- Classification of Welding ProcessesDokument25 SeitenClassification of Welding ProcessesvelavansuNoch keine Bewertungen
- Introduction To WeldingDokument16 SeitenIntroduction To WeldingcfcshakerNoch keine Bewertungen
- Mrai - Membership Directory 2019-20 PDFDokument194 SeitenMrai - Membership Directory 2019-20 PDFJindal Hydraulics50% (2)
- Welding WorkshopDokument29 SeitenWelding WorkshopAnonymous h5OeGoX3MTNoch keine Bewertungen
- Arc WeldingDokument23 SeitenArc WeldingZerohumidity 123100% (1)
- 304 SsDokument54 Seiten304 Ssshakir ramzanNoch keine Bewertungen
- Book of Welding 2007Dokument80 SeitenBook of Welding 2007Gangadhar Yeddala50% (2)
- Welding NOTESDokument5 SeitenWelding NOTESAnonymous utfuIcnNoch keine Bewertungen
- Corrosion and RustDokument9 SeitenCorrosion and RustahmedNoch keine Bewertungen
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDokument12 SeitenChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Study of Electric Arc Welding Process and Various Types of JointDokument12 SeitenStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNoch keine Bewertungen
- WELD-Arc Welding - Maine Welding CompanyDokument7 SeitenWELD-Arc Welding - Maine Welding CompanypeterNoch keine Bewertungen
- The Importance of Shipboard Welding in Preserving TrimDokument34 SeitenThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNoch keine Bewertungen
- Unit II - mt1Dokument24 SeitenUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- UnitDokument41 SeitenUnitsawravkblNoch keine Bewertungen
- Welding ShopDokument10 SeitenWelding ShopAsifJavedNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument7 SeitenShielded Metal Arc WeldingSiraj JunaidNoch keine Bewertungen
- Manufactura GuíaDokument3 SeitenManufactura GuíaIrwin VelozNoch keine Bewertungen
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDokument21 SeitenMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNoch keine Bewertungen
- Adyapeath Annada Polytechnic CollegeDokument5 SeitenAdyapeath Annada Polytechnic CollegeArunavaNoch keine Bewertungen
- Eme Mod2@Azdocuments - inDokument31 SeitenEme Mod2@Azdocuments - inPratham BalikaiNoch keine Bewertungen
- Presentation On: Applications of and Welding in ManufacturingDokument27 SeitenPresentation On: Applications of and Welding in ManufacturingHope ThemNoch keine Bewertungen
- Welding: EE541/L - Industrial ElectronicsDokument48 SeitenWelding: EE541/L - Industrial ElectronicsChristian Dave TamparongNoch keine Bewertungen
- WeldingDokument7 SeitenWeldingJuanNoch keine Bewertungen
- Breif Introduction To Joining Methord in EngineeringDokument13 SeitenBreif Introduction To Joining Methord in EngineeringMuhammad Hammad UmerNoch keine Bewertungen
- Welding Persentation 444Dokument38 SeitenWelding Persentation 444Raunak GuptaNoch keine Bewertungen
- Manufacturing Technology (BPB 23303)Dokument9 SeitenManufacturing Technology (BPB 23303)liewyoungshinNoch keine Bewertungen
- Arc WeldingDokument33 SeitenArc WeldingRakha DhaniwijayaNoch keine Bewertungen
- Welding Technology Unit 1 NotesDokument58 SeitenWelding Technology Unit 1 NotesVasanthakumar B.E;Noch keine Bewertungen
- Advanced Welding Technology Ca2Dokument3 SeitenAdvanced Welding Technology Ca2Monglafru MogNoch keine Bewertungen
- Welding (Unit Iv)Dokument19 SeitenWelding (Unit Iv)Susheel GuptaNoch keine Bewertungen
- MIG Welding Vs Oxy - Docx Aasiemnet 2Dokument9 SeitenMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahNoch keine Bewertungen
- AJM & NDT - Module - 1Dokument35 SeitenAJM & NDT - Module - 1Naveen S BasandiNoch keine Bewertungen
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDokument5 Seiten6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNoch keine Bewertungen
- WeldingDokument16 SeitenWeldingwhoami7174Noch keine Bewertungen
- Ts 1Dokument25 SeitenTs 1NaveenNoch keine Bewertungen
- What Is Welding. History of WeldingDokument11 SeitenWhat Is Welding. History of WeldingNell Sabas AdolfoNoch keine Bewertungen
- Accurate Institue of Management and Technology-Greater Noida WeldingDokument26 SeitenAccurate Institue of Management and Technology-Greater Noida WeldingVipin PachouriNoch keine Bewertungen
- 4 MPDokument23 Seiten4 MPAmaresh Movies ASNoch keine Bewertungen
- Metal Casting and Welding 15Me35ADokument21 SeitenMetal Casting and Welding 15Me35ASHEKHARAPPA MALLURNoch keine Bewertungen
- Welding 2 PDFDokument7 SeitenWelding 2 PDFPratyush BhattacharyaNoch keine Bewertungen
- AhDokument1 SeiteAhJuniorYanaNoch keine Bewertungen
- Sirius 3R Halbleiter-Motor-Steuergerät 3RW30/31: AC Semiconductor Motor Controller Contrôleur de Moteur À SemiconducteursDokument4 SeitenSirius 3R Halbleiter-Motor-Steuergerät 3RW30/31: AC Semiconductor Motor Controller Contrôleur de Moteur À SemiconducteursEeindustrialNoch keine Bewertungen
- Magnetic Pulse Welding TechnologyDokument11 SeitenMagnetic Pulse Welding TechnologyJuniorYanaNoch keine Bewertungen
- Product Data Sheet 3RW3026-1AB14Dokument5 SeitenProduct Data Sheet 3RW3026-1AB14JuniorYanaNoch keine Bewertungen
- Peiper PDFDokument9 SeitenPeiper PDFJuniorYanaNoch keine Bewertungen
- Peiper PDFDokument9 SeitenPeiper PDFJuniorYanaNoch keine Bewertungen
- Peiper PDFDokument9 SeitenPeiper PDFJuniorYanaNoch keine Bewertungen
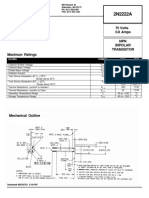
- 2N2222 PDFDokument2 Seiten2N2222 PDFJuniorYanaNoch keine Bewertungen
- Computing Objective Functions Writing Files For Optimization Functions Global Optimization ToolboxDokument2 SeitenComputing Objective Functions Writing Files For Optimization Functions Global Optimization ToolboxJuniorYanaNoch keine Bewertungen
- Links MATLAB 2015 64 BitsDokument1 SeiteLinks MATLAB 2015 64 BitsJuniorYanaNoch keine Bewertungen
- Libro 1Dokument2 SeitenLibro 1JuniorYanaNoch keine Bewertungen
- Libro 1Dokument2 SeitenLibro 1JuniorYanaNoch keine Bewertungen
- Digital Pp04.1 - UnsaDokument84 SeitenDigital Pp04.1 - UnsaJuniorYanaNoch keine Bewertungen
- Aalco Metals LTD - Aluminium Alloy 5083 H32 Sheet - 140 PDFDokument2 SeitenAalco Metals LTD - Aluminium Alloy 5083 H32 Sheet - 140 PDFAhmad Renaldy Jurais0% (1)
- CG-PRODUCT Brochure CSVC VietnamDokument28 SeitenCG-PRODUCT Brochure CSVC VietnamThơ Thẫn ThờNoch keine Bewertungen
- 02 Crystal Structure ContdDokument14 Seiten02 Crystal Structure ContdDavid IsaacNoch keine Bewertungen
- RaspiteDokument5 SeitenRaspiteJorgeBarredaNoch keine Bewertungen
- Welding and Post Weld Heat Treatment of 2.25%Cr-1%Mo Steel: University of Wollongong Thesis CollectionDokument3 SeitenWelding and Post Weld Heat Treatment of 2.25%Cr-1%Mo Steel: University of Wollongong Thesis CollectionsheenNoch keine Bewertungen
- Eyv 5031 - Chapter 1Dokument18 SeitenEyv 5031 - Chapter 1Aziz AdamNoch keine Bewertungen
- Turbaloy 310 (SS-310) Data SheetDokument1 SeiteTurbaloy 310 (SS-310) Data SheetcandraNoch keine Bewertungen
- Welding DefectsDokument38 SeitenWelding DefectsvvpvarunNoch keine Bewertungen
- UNS N08367 Welded Tube: Standard Specification ForDokument2 SeitenUNS N08367 Welded Tube: Standard Specification ForROHITNoch keine Bewertungen
- Bab 03 Pemilihan Material PipaDokument30 SeitenBab 03 Pemilihan Material PipaMohammad Zaki UsmanNoch keine Bewertungen
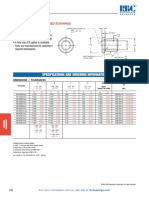
- Flanged Bushings: Specifications and Ordering InformationDokument1 SeiteFlanged Bushings: Specifications and Ordering Informationrodryguo74Noch keine Bewertungen
- Aluminium Alloy Redraw Rods - For Electrical Purposes - SpecificationDokument6 SeitenAluminium Alloy Redraw Rods - For Electrical Purposes - Specificationvenkat8eNoch keine Bewertungen
- CF8M VS CF8 Stainless Steel Casting - JC CastingDokument7 SeitenCF8M VS CF8 Stainless Steel Casting - JC CastingSHivaprasad APITNoch keine Bewertungen
- Pure Nickel Special, Nuclear Grade: Never SeezDokument2 SeitenPure Nickel Special, Nuclear Grade: Never SeezsekharsamyNoch keine Bewertungen
- Failure Analysis at Deep Drawing of Low Carbon SteelsDokument7 SeitenFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNoch keine Bewertungen
- 4.solid State, Heat Treatment, Tarnish N CorrosionDokument72 Seiten4.solid State, Heat Treatment, Tarnish N Corrosionsaloni singhNoch keine Bewertungen
- Quiz 1 MSDokument11 SeitenQuiz 1 MSApurva RakeshNoch keine Bewertungen
- Occurrence of Samarskite-Y in The Mineralized Umm Lassifa Pegmatite, Central Eastern Desert, EgyptDokument8 SeitenOccurrence of Samarskite-Y in The Mineralized Umm Lassifa Pegmatite, Central Eastern Desert, EgyptAbhishekNoch keine Bewertungen
- Specific GravityDokument5 SeitenSpecific GravityNishant MeenaNoch keine Bewertungen
- 00-Exafast WashersDokument4 Seiten00-Exafast WashersMarcoNoch keine Bewertungen
- Highentropy Alloys by Mechanical Alloying A ReviewDokument24 SeitenHighentropy Alloys by Mechanical Alloying A ReviewChima UgwuegbuNoch keine Bewertungen
- Slide Pack - Digestion Methods - Amanda StoltzeDokument62 SeitenSlide Pack - Digestion Methods - Amanda StoltzeLeonor Patricia MEDINA SIFUENTESNoch keine Bewertungen
- Bulk Flotation of Complex Copper Ore From Siocon, Zamboanga SibugayDokument70 SeitenBulk Flotation of Complex Copper Ore From Siocon, Zamboanga SibugayAileen Insalada100% (2)
- True or False QuestionsDokument3 SeitenTrue or False Questionssoe0303100% (1)
- Outokumpu Machining Guidelines For Forta LDX2404Dokument2 SeitenOutokumpu Machining Guidelines For Forta LDX2404chavico113Noch keine Bewertungen