Das könnte Ihnen auch gefallen
- Radiography TestDokument20 SeitenRadiography Testkrishna_pipingNoch keine Bewertungen
- Weld Defects AgfaDokument20 SeitenWeld Defects AgfaDinesh Radhakrishnan100% (1)
- Radiography PresentationDokument28 SeitenRadiography PresentationmqasimqasimNoch keine Bewertungen
- Identify Welding Defects & DiscontinuitiesDokument21 SeitenIdentify Welding Defects & DiscontinuitiesJoanna AprilNoch keine Bewertungen
- NDE Training Guide to Welding Flaw RadiographsDokument40 SeitenNDE Training Guide to Welding Flaw Radiographsadam1950100% (1)
- Defects in Fusion WeldingDokument83 SeitenDefects in Fusion WeldingBalakumar100% (1)
- RT Interpretation DefectsDokument12 SeitenRT Interpretation Defectsbenergy84Noch keine Bewertungen
- Weld Radio GraphsDokument30 SeitenWeld Radio Graphsvenkatesh0% (1)
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Ri - 2Dokument139 SeitenRi - 2Benjamin BrownNoch keine Bewertungen
- RT Film InterpretationDokument20 SeitenRT Film InterpretationMOhammed PatelNoch keine Bewertungen
- Radiographic DefectsDokument20 SeitenRadiographic Defectshappysekhon86100% (1)
- RT in WeldingDokument35 SeitenRT in WeldingSapan KansaraNoch keine Bewertungen
- Acceptance Standards RTDokument1 SeiteAcceptance Standards RTRaju TiwaryNoch keine Bewertungen
- Iqi'sDokument6 SeitenIqi's24inspector100% (1)
- Visual Testing: - Asme - Section 5 (NDT) - Section 5 - Article 9 (VT)Dokument29 SeitenVisual Testing: - Asme - Section 5 (NDT) - Section 5 - Article 9 (VT)MAXX ENGINEERS100% (1)
- Agfa BookDokument137 SeitenAgfa BookdanielkurniadiNoch keine Bewertungen
- 4 Ok RTDokument31 Seiten4 Ok RTAnky Fadharani100% (1)
- Paut Paper PDFDokument7 SeitenPaut Paper PDFAyesha GeNoch keine Bewertungen
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDokument19 SeitenWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh RadhakrishnanNoch keine Bewertungen
- NDT Code Book Made Easy For AsmeDokument398 SeitenNDT Code Book Made Easy For AsmeJosé Pablo Espinoza SolísNoch keine Bewertungen
- Radiographic Testing: Basic Principles and TechniquesDokument48 SeitenRadiographic Testing: Basic Principles and TechniquesArjun LalitNoch keine Bewertungen
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDokument70 SeitenExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNoch keine Bewertungen
- B Scan - C Scan - D ScanDokument52 SeitenB Scan - C Scan - D ScanHee Wee JianNoch keine Bewertungen
- Ultrasonic Testing Guide for Weld InspectionDokument131 SeitenUltrasonic Testing Guide for Weld InspectionketasriNoch keine Bewertungen
- Manual Ultrasonic Phased ArrayDokument53 SeitenManual Ultrasonic Phased ArrayMilan TonicNoch keine Bewertungen
- PT PracticalDokument40 SeitenPT PracticalShyam Sundar GayenNoch keine Bewertungen
- Ultrasonic Testing For LVL 1 & 2 Vol.2Dokument48 SeitenUltrasonic Testing For LVL 1 & 2 Vol.2Mohd Nazirul Fahmi100% (2)
- Radiographic Testing (RT) Level - 2 Specific Exam-2Dokument7 SeitenRadiographic Testing (RT) Level - 2 Specific Exam-2Mohammed Aljawhar100% (1)
- Liquid Penetrant Testing Theory and InterpretationDokument44 SeitenLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNoch keine Bewertungen
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDokument18 SeitenD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNoch keine Bewertungen
- Ultrasonic Examination Austenitic and Dissimilar WeldsDokument6 SeitenUltrasonic Examination Austenitic and Dissimilar WeldshocimtmNoch keine Bewertungen
- RT Specific ExamDokument3 SeitenRT Specific ExamGoutam Kumar Deb100% (1)
- AWS Radio Graphic InterpreterDokument5 SeitenAWS Radio Graphic InterpreterShrey Gupta0% (1)
- API 1104 Defects Acceptance Criteria FinalDokument9 SeitenAPI 1104 Defects Acceptance Criteria Finalazizieh5701Noch keine Bewertungen
- Radiographic TestingDokument62 SeitenRadiographic Testingadarsh pushpanNoch keine Bewertungen
- Industrial RadiographyDokument6 SeitenIndustrial RadiographyTimothy OwensNoch keine Bewertungen
- Penetrant Testing (PT)Dokument11 SeitenPenetrant Testing (PT)Maria Cristina DijmarescuNoch keine Bewertungen
- Duties of a Radiographic InterpreterDokument137 SeitenDuties of a Radiographic InterpreterMakhfud EdyNoch keine Bewertungen
- Part 1 NDT-RT1Dokument23 SeitenPart 1 NDT-RT1TEBATSONoch keine Bewertungen
- IQI Standards of RTDokument1 SeiteIQI Standards of RTHiren Panchal100% (1)
- Agpl QP RFT 03 PDFDokument8 SeitenAgpl QP RFT 03 PDFMaged Ali RaghebNoch keine Bewertungen
- RT Technique Evaluation Dwsi of 1 Inch Dia PipeDokument3 SeitenRT Technique Evaluation Dwsi of 1 Inch Dia Pipemusaismail8863Noch keine Bewertungen
- Asme b31.3 Acceptance RT TabulatedDokument86 SeitenAsme b31.3 Acceptance RT TabulatedWalter Trajada100% (2)
- RT Vol6 DraftDokument177 SeitenRT Vol6 DraftJeevan R Nair100% (1)
- RT Practical ExperianceDokument25 SeitenRT Practical Experianceamol1321100% (2)
- Guide to common NDT methodsDokument3 SeitenGuide to common NDT methodsmabppuNoch keine Bewertungen
- Radiography Weld Defects GuideDokument50 SeitenRadiography Weld Defects GuideWisüttisäk Peäröön100% (2)
- Internal Concavity Undercut Suck BackDokument2 SeitenInternal Concavity Undercut Suck Backlram70100% (1)
- RADIOGRAPHY INTERPRETATION-Rev1Dokument41 SeitenRADIOGRAPHY INTERPRETATION-Rev1OktayKul80% (5)
- Welding ErrorsDokument42 SeitenWelding ErrorsSiva Sankara Narayanan SubramanianNoch keine Bewertungen
- Poster Radiographer - S Weld Interpretation ReferenceDokument1 SeitePoster Radiographer - S Weld Interpretation Referencevrapciudorian100% (5)
- Radiography Defects ProcessesDokument49 SeitenRadiography Defects ProcessesDanang Ristu NugrohoNoch keine Bewertungen
- RI 4 Defect CausesDokument50 SeitenRI 4 Defect CausesSathishkumar Srinivasan100% (1)
- Welding ErrorsDokument42 SeitenWelding ErrorsNDTInstructorNoch keine Bewertungen
- Weldingerrors PpsDokument42 SeitenWeldingerrors Ppsamrul firdiansyahNoch keine Bewertungen
- Helpful RT Article and PhotosDokument8 SeitenHelpful RT Article and Photosponnivalavans_994423Noch keine Bewertungen
- Radiographic Film Interpretation - Presentation-1 PDFDokument87 SeitenRadiographic Film Interpretation - Presentation-1 PDFvirat virat90% (10)
- Radiograph Interpretation (RT Film Interpretation)Dokument10 SeitenRadiograph Interpretation (RT Film Interpretation)Abu HurairaNoch keine Bewertungen
- Job Safety Analysis: Printed in USA Saf 55 (Front) Nov 95Dokument2 SeitenJob Safety Analysis: Printed in USA Saf 55 (Front) Nov 95AdilMunirNoch keine Bewertungen
- Welding Safety ProceduresDokument3 SeitenWelding Safety ProceduresAdilMunirNoch keine Bewertungen
- Welding Variables for Qualification of Base Metals and Filler MetalsDokument3 SeitenWelding Variables for Qualification of Base Metals and Filler MetalsAdilMunirNoch keine Bewertungen
- API 571 For API 570 ExamDokument28 SeitenAPI 571 For API 570 ExamAdilMunir100% (1)
- Job Safety Analysis: Radiography of Annular Plates 1 OF 2 July 07, 2009 0Dokument2 SeitenJob Safety Analysis: Radiography of Annular Plates 1 OF 2 July 07, 2009 0AdilMunirNoch keine Bewertungen
- Power PointDokument16 SeitenPower PointAdilMunirNoch keine Bewertungen
- Arc Welding Safe Work ProcedureDokument3 SeitenArc Welding Safe Work ProcedureAdilMunirNoch keine Bewertungen
- Shifting and Loading Unloading of MaterialDokument4 SeitenShifting and Loading Unloading of MaterialAdilMunirNoch keine Bewertungen
- BGAS Theory PaperDokument22 SeitenBGAS Theory PaperAdilMunir100% (3)
- ASME VIII (Version 1)Dokument17 SeitenASME VIII (Version 1)AdilMunirNoch keine Bewertungen
- Radiography Weld Defects GuideDokument50 SeitenRadiography Weld Defects GuideAdilMunir100% (2)
- SMC Pneumatics PDFDokument507 SeitenSMC Pneumatics PDFgigiuNoch keine Bewertungen
- API 570 QBank3Dokument31 SeitenAPI 570 QBank3Mohammad RizwanNoch keine Bewertungen
- WIS 10 Interp ExeDokument67 SeitenWIS 10 Interp Exelembugs100% (1)
- A2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical Work PDFDokument53 SeitenA2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical Work PDFMOST PASONNoch keine Bewertungen
- Bench - Mark Ouiz: ASME B 31.3 Process PipingDokument4 SeitenBench - Mark Ouiz: ASME B 31.3 Process PipingMichael AlbuquerqueNoch keine Bewertungen
- Itp Piping PDFDokument4 SeitenItp Piping PDFdashNoch keine Bewertungen
- ASME B31.3 Process Piping ExamDokument2 SeitenASME B31.3 Process Piping ExamMichael Albuquerque100% (1)
- Guided Wave Final ITECHDokument23 SeitenGuided Wave Final ITECHAdilMunirNoch keine Bewertungen
- Ammar Ahmad: Welding InspectorDokument4 SeitenAmmar Ahmad: Welding InspectorAdilMunirNoch keine Bewertungen
- Chemical Cleaning of Thermal Power StationsDokument8 SeitenChemical Cleaning of Thermal Power StationsAdilMunirNoch keine Bewertungen
- Chandio PDFDokument3 SeitenChandio PDFAdilMunirNoch keine Bewertungen
- ARAMCO-Welding Inspector DutiesDokument73 SeitenARAMCO-Welding Inspector DutiesAdilMunir100% (4)
- Floating Head Heat Exchanger Maintenance PDFDokument15 SeitenFloating Head Heat Exchanger Maintenance PDFAdilMunirNoch keine Bewertungen
- Nissan NES M5083-1997 Rust Preventive Coating MaterialDokument7 SeitenNissan NES M5083-1997 Rust Preventive Coating MaterialSumit SharmaNoch keine Bewertungen
- Nalfleet 2000 25 LTRDokument2 SeitenNalfleet 2000 25 LTRmarcpadsNoch keine Bewertungen
- Hes B008-03 Hexagon NutsDokument5 SeitenHes B008-03 Hexagon NutsPreetam KumarNoch keine Bewertungen
- Geosynthetic Institute: GRI Test Method GM19Dokument12 SeitenGeosynthetic Institute: GRI Test Method GM19HeiderHuertaNoch keine Bewertungen
- AWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFDokument36 SeitenAWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFahmedabdelaziz851647Noch keine Bewertungen
- Alegere Scule - Catalog SandvikDokument31 SeitenAlegere Scule - Catalog Sandvikb_c_p6Noch keine Bewertungen
- Tapio Markkula - Nox Abatement Through Selective Catalytic Reduction (SCR)Dokument6 SeitenTapio Markkula - Nox Abatement Through Selective Catalytic Reduction (SCR)NguyenHuanNoch keine Bewertungen
- MGT-FF-007 - Master List of External OriginDokument6 SeitenMGT-FF-007 - Master List of External OriginGourav SharmaNoch keine Bewertungen
- Primary Cement JobDokument1 SeitePrimary Cement JobscrbdgharaviNoch keine Bewertungen
- Technical Specifications of MOTI-30-3NC Busbar MachineDokument26 SeitenTechnical Specifications of MOTI-30-3NC Busbar MachineycemalNoch keine Bewertungen
- Material Process PresentationDokument10 SeitenMaterial Process Presentationapi-551027316Noch keine Bewertungen
- PRES TIG Hot Wire Narrow Gap Welding enDokument25 SeitenPRES TIG Hot Wire Narrow Gap Welding enRavishankarNoch keine Bewertungen
- Car Park ShadeDokument2 SeitenCar Park ShadeG RajakumarNoch keine Bewertungen
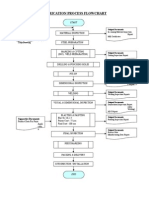
- Basic Fabrication Process FlowchartDokument1 SeiteBasic Fabrication Process FlowchartMorjhan MJ86% (29)
- Elgamatic 100Dokument1 SeiteElgamatic 100Milos StoisavljevicNoch keine Bewertungen
- Blended Hydraulic Cements: Standard Specification ForDokument8 SeitenBlended Hydraulic Cements: Standard Specification ForElena CabreraNoch keine Bewertungen
- HMC InternDokument40 SeitenHMC InternMuhammad UsmanNoch keine Bewertungen
- Etds 6900 20x - v21Dokument2 SeitenEtds 6900 20x - v21Nirupam KediaNoch keine Bewertungen
- Spoljne Resetke - TPI 03 PZ - ENDokument6 SeitenSpoljne Resetke - TPI 03 PZ - ENKundzoNoch keine Bewertungen
- White and Colour WashingDokument2 SeitenWhite and Colour WashingAnonymous Qm0zbNkNoch keine Bewertungen
- Vertical Roller Mill IntroductionDokument2 SeitenVertical Roller Mill Introductionemad sabriNoch keine Bewertungen
- SLD Magic 2Dokument12 SeitenSLD Magic 2Deny Arisandi DarisandNoch keine Bewertungen
- Common G-Codes For CNC MachinesDokument7 SeitenCommon G-Codes For CNC Machinesvijay nayakNoch keine Bewertungen
- Heat Treatment Processes Powerpoint PresentationDokument14 SeitenHeat Treatment Processes Powerpoint PresentationDaniel Dowding100% (1)
- Analysis On Mechanical Integrity of Hybrid Tig MigDokument4 SeitenAnalysis On Mechanical Integrity of Hybrid Tig MigKaushik SenguptaNoch keine Bewertungen
- Production Engineering by SKMondal 12 PDFDokument201 SeitenProduction Engineering by SKMondal 12 PDFJosh ManoharNoch keine Bewertungen
- Everything You Need To Know About The Chemistry of Kiln Feed and ClinkerDokument16 SeitenEverything You Need To Know About The Chemistry of Kiln Feed and ClinkerrpazbNoch keine Bewertungen
- 6328 Stoody Hardbanding Manual 62-1216Dokument12 Seiten6328 Stoody Hardbanding Manual 62-1216Cesar ObesoNoch keine Bewertungen
- Master manufacturing fundamentals with this multiple choice quizDokument2 SeitenMaster manufacturing fundamentals with this multiple choice quizLinwoodNoch keine Bewertungen
- GS (2006) Vol 1 Rev25 S12 Traffic Signs, Road Markings and Road StudsDokument16 SeitenGS (2006) Vol 1 Rev25 S12 Traffic Signs, Road Markings and Road StudsLap Chun TUNGNoch keine Bewertungen