Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- ASA 2018 Catalog WebDokument48 SeitenASA 2018 Catalog WebglmedinaNoch keine Bewertungen
- Effective Time ManagementDokument61 SeitenEffective Time ManagementTafadzwa94% (16)
- 17914Dokument11 Seiten17914Anonymous qhVGVpNoch keine Bewertungen
- HDPE Pipe and Fitting Materials Fusion Joining and Installation 1Dokument8 SeitenHDPE Pipe and Fitting Materials Fusion Joining and Installation 1Mohamed ElsayedNoch keine Bewertungen
- E Factor For CastingDokument1 SeiteE Factor For CastingMohamed ElsayedNoch keine Bewertungen
- 312 Flanged Joints: ASME B31.3-2012Dokument2 Seiten312 Flanged Joints: ASME B31.3-2012Mohamed ElsayedNoch keine Bewertungen
- Flash Report L&T 8&9.12.2019Dokument2 SeitenFlash Report L&T 8&9.12.2019Mohamed ElsayedNoch keine Bewertungen
- Joint FactorDokument8 SeitenJoint FactorMohamed ElsayedNoch keine Bewertungen
- Questions CswipDokument63 SeitenQuestions CswipMohamed ElsayedNoch keine Bewertungen
- Questions CswipDokument63 SeitenQuestions CswipMohamed ElsayedNoch keine Bewertungen
- Section 2 Calculations B31.3 New Piping CalculationsDokument36 SeitenSection 2 Calculations B31.3 New Piping CalculationsMohamed ElsayedNoch keine Bewertungen
- Impact Test DocumentDokument12 SeitenImpact Test DocumentMohamed ElsayedNoch keine Bewertungen
- E Joint Factor 2 PDFDokument1 SeiteE Joint Factor 2 PDFMohamed ElsayedNoch keine Bewertungen
- Pressure Test EquationDokument1 SeitePressure Test EquationMohamed ElsayedNoch keine Bewertungen
- Table A-1 Basic Allowable Stresses in Tension For MetalsDokument28 SeitenTable A-1 Basic Allowable Stresses in Tension For MetalsMohamed ElsayedNoch keine Bewertungen
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, EDokument1 SeiteTable 302.3.4 Longitudinal Weld Joint Quality Factor, EMohamed ElsayedNoch keine Bewertungen
- Asme 16.5 OgsDokument13 SeitenAsme 16.5 OgsMohamed ElsayedNoch keine Bewertungen
- Api ReviewDokument59 SeitenApi ReviewMohamed Elsayed100% (1)
- API Standard 653 - Tank Inspection PDFDokument18 SeitenAPI Standard 653 - Tank Inspection PDFcristinelbNoch keine Bewertungen
- Section 6 B31.3 330 Preheating: Haward Technology Middle East 1 Section 6Dokument37 SeitenSection 6 B31.3 330 Preheating: Haward Technology Middle East 1 Section 6Mohamed ElsayedNoch keine Bewertungen
- QC Questions InterviewsDokument23 SeitenQC Questions InterviewsMohamed ElsayedNoch keine Bewertungen
- Neway-Dodsal 02 Valve Reports & RFIDokument4 SeitenNeway-Dodsal 02 Valve Reports & RFIMohamed ElsayedNoch keine Bewertungen
- Fan Allambala FrenchPDF PDFDokument272 SeitenFan Allambala FrenchPDF PDFMohamed ElsayedNoch keine Bewertungen
- Travelling Itinerary: MS 2614 Economy 03 Jul 18 CAI - Cairo Intl Arpt KWI - Kuwait 2030 2359 Confirmed Nb8SsuDokument1 SeiteTravelling Itinerary: MS 2614 Economy 03 Jul 18 CAI - Cairo Intl Arpt KWI - Kuwait 2030 2359 Confirmed Nb8SsuMohamed ElsayedNoch keine Bewertungen
- TWW Tool Guide PDFDokument8 SeitenTWW Tool Guide PDFVictor GrigorasNoch keine Bewertungen
- TWW Tool Guide PDFDokument8 SeitenTWW Tool Guide PDFVictor GrigorasNoch keine Bewertungen
- Conjoint Analysis Basic PrincipleDokument16 SeitenConjoint Analysis Basic PrinciplePAglu JohnNoch keine Bewertungen
- JUPITER 9000K H1PreliminaryDokument1 SeiteJUPITER 9000K H1PreliminaryMarian FlorescuNoch keine Bewertungen
- Xii Neet Chemistry Mcqs PDFDokument30 SeitenXii Neet Chemistry Mcqs PDFMarcus Rashford100% (3)
- WK 43 - Half-Past-TwoDokument2 SeitenWK 43 - Half-Past-TwoKulin RanaweeraNoch keine Bewertungen
- Clausius TheoremDokument3 SeitenClausius TheoremNitish KumarNoch keine Bewertungen
- Cyclograph User ManualDokument15 SeitenCyclograph User ManualPeter BateNoch keine Bewertungen
- DR-M260 User Manual ENDokument87 SeitenDR-M260 User Manual ENMasa NourNoch keine Bewertungen
- Swami Rama's demonstration of voluntary control over autonomic functionsDokument17 SeitenSwami Rama's demonstration of voluntary control over autonomic functionsyunjana100% (1)
- Aortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentDokument7 SeitenAortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentChuu Suen TayNoch keine Bewertungen
- Sayre Materia Medica-3Dokument87 SeitenSayre Materia Medica-3ven_bams5840Noch keine Bewertungen
- Elements of ClimateDokument18 SeitenElements of Climateእኔ እስጥፍNoch keine Bewertungen
- Brochure Personal CareDokument38 SeitenBrochure Personal CarechayanunNoch keine Bewertungen
- 07 Raction KineticsDokument43 Seiten07 Raction KineticsestefanoveiraNoch keine Bewertungen
- Accomplishment Report Yes-O NDCMC 2013Dokument9 SeitenAccomplishment Report Yes-O NDCMC 2013Jerro Dumaya CatipayNoch keine Bewertungen
- Sibuyan Island ResiliencyDokument12 SeitenSibuyan Island ResiliencyEndangeredSpeciesNoch keine Bewertungen
- Pharmacokinetics and Drug EffectsDokument11 SeitenPharmacokinetics and Drug Effectsmanilyn dacoNoch keine Bewertungen
- STS Chapter 1 ReviewerDokument4 SeitenSTS Chapter 1 ReviewerEunice AdagioNoch keine Bewertungen
- Air Wellness QRSDokument2 SeitenAir Wellness QRSapi-3743459Noch keine Bewertungen
- Artifact and Thingamy by David MitchellDokument8 SeitenArtifact and Thingamy by David MitchellPedro PriorNoch keine Bewertungen
- 7890 Parts-Guide APDokument4 Seiten7890 Parts-Guide APZia HaqNoch keine Bewertungen
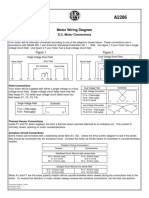
- Motor Wiring Diagram: D.C. Motor ConnectionsDokument1 SeiteMotor Wiring Diagram: D.C. Motor Connectionsczds6594Noch keine Bewertungen
- Flowing Gas Material BalanceDokument4 SeitenFlowing Gas Material BalanceVladimir PriescuNoch keine Bewertungen
- Monster of The Week Tome of Mysteries PlaybooksDokument10 SeitenMonster of The Week Tome of Mysteries PlaybooksHyperLanceite XNoch keine Bewertungen
- Elevator Traction Machine CatalogDokument24 SeitenElevator Traction Machine CatalogRafif100% (1)
- Qualitative Research EssayDokument9 SeitenQualitative Research EssayMichael FoleyNoch keine Bewertungen
- Are Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDokument5 SeitenAre Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDr Chevyndra100% (1)
- Aacra Draft Preliminary Report PDFDokument385 SeitenAacra Draft Preliminary Report PDFBeselam SeyedNoch keine Bewertungen
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDokument24 SeitenPeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)