Das könnte Ihnen auch gefallen
- CEP SamalkotDokument96 SeitenCEP SamalkotkukugargNoch keine Bewertungen
- Introduction to the simulation of power plants for EBSILON®Professional Version 15Von EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15Noch keine Bewertungen
- Heating Coil Sizing For Fuel Oil TankDokument2 SeitenHeating Coil Sizing For Fuel Oil TankPouria Sabbagh100% (1)
- Case Study Pumps 1Dokument36 SeitenCase Study Pumps 1Aravazhi Ramasami Thangaraj100% (1)
- 07 EnvironmentDokument14 Seiten07 EnvironmentMKPashaPashaNoch keine Bewertungen
- Best Available Techniques For Hydrogen Production by Steam Methane ReformingDokument18 SeitenBest Available Techniques For Hydrogen Production by Steam Methane ReformingDuy NguyễnNoch keine Bewertungen
- Power Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0Dokument37 SeitenPower Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0singhishpal24374Noch keine Bewertungen
- CEP - SavingDokument6 SeitenCEP - SavingManoj UpadhyayNoch keine Bewertungen
- Heat Rate Recovery PlanDokument31 SeitenHeat Rate Recovery PlanGopal Chandra SahuNoch keine Bewertungen
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDokument30 SeitenPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriNoch keine Bewertungen
- BHEL FANS - Best Operation PracticesDokument19 SeitenBHEL FANS - Best Operation Practiceshonchoabhi100% (1)
- Heat Balance DiagramDokument10 SeitenHeat Balance DiagramKartheek RamishettiNoch keine Bewertungen
- Why Efficiency in Thermal Power Plant Is LowDokument1 SeiteWhy Efficiency in Thermal Power Plant Is LowNallathambiNoch keine Bewertungen
- Heat Rate ImprovementDokument25 SeitenHeat Rate ImprovementRanjeet KumarNoch keine Bewertungen
- Energy Audit Methodology For For Turbine Cycle: S.V.Malpe Dy - Director NPTI, NagpurDokument34 SeitenEnergy Audit Methodology For For Turbine Cycle: S.V.Malpe Dy - Director NPTI, Nagpurs anil kumar tatithuri100% (2)
- Steam Cycle of Super-Critical Power PlantDokument11 SeitenSteam Cycle of Super-Critical Power Plantreply2amit1986100% (1)
- Auxiliary Power Consumption Reduction in Thermal Power StationsDokument3 SeitenAuxiliary Power Consumption Reduction in Thermal Power StationsbarunNoch keine Bewertungen
- Heat Rate AwarenessDokument32 SeitenHeat Rate AwarenessFaltuBhaiNoch keine Bewertungen
- MHI Technical Review - Supercritical BoilerDokument10 SeitenMHI Technical Review - Supercritical BoilerYou Wei WongNoch keine Bewertungen
- Turbine Performance - STWS - 22-24oct13-1Dokument50 SeitenTurbine Performance - STWS - 22-24oct13-1Gaurav100% (1)
- PG Tests - Turbine Condensers, Heaters, Cooling Towers, Isolation TestsDokument123 SeitenPG Tests - Turbine Condensers, Heaters, Cooling Towers, Isolation TestsK R Kumar RanjanNoch keine Bewertungen
- Super Critical BoilerDokument78 SeitenSuper Critical BoilerSam100% (2)
- Coal Fired Boiler - PrincipalsDokument145 SeitenCoal Fired Boiler - PrincipalsArfan AnwarNoch keine Bewertungen
- LMI-Flexible Operation of Dadri Coal Fired UnitsDokument8 SeitenLMI-Flexible Operation of Dadri Coal Fired Unitssumit kontNoch keine Bewertungen
- Cold-Start Up of Coal Fired PowerplantsDokument6 SeitenCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNoch keine Bewertungen
- Auxiliary Power ConsumptionDokument27 SeitenAuxiliary Power ConsumptionAbdulyunus AmirNoch keine Bewertungen
- Difficulties FacedDokument6 SeitenDifficulties FacedJackSparrow86Noch keine Bewertungen
- Operation Best PracticesDokument30 SeitenOperation Best Practicesjp mishraNoch keine Bewertungen
- Effect of Coal QualityDokument17 SeitenEffect of Coal QualityAmit AgarwalNoch keine Bewertungen
- Combustion Optimisation of Blended Coal 27-02-13 PDFDokument63 SeitenCombustion Optimisation of Blended Coal 27-02-13 PDFVudugundla KodandapaniNoch keine Bewertungen
- 01 Boiler Design General (Compatibility Mode) PDFDokument82 Seiten01 Boiler Design General (Compatibility Mode) PDFTaraknath MukherjeeNoch keine Bewertungen
- 660 MW Sipat BoilerDokument88 Seiten660 MW Sipat BoilerNavneet SinghNoch keine Bewertungen
- 5 - Condensor, GSC and Ejector in Thermal Power PlantDokument36 Seiten5 - Condensor, GSC and Ejector in Thermal Power PlantEshwar Pawar100% (1)
- Super Critical Power PLANTSDokument33 SeitenSuper Critical Power PLANTSSankar Achary100% (1)
- Analysis of Feed WaterDokument9 SeitenAnalysis of Feed Watersanju0156Noch keine Bewertungen
- Heat and Mass Balance Index: S.N. Topics Page NosDokument50 SeitenHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDokument48 SeitenCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- InterlocksDokument26 SeitenInterlocksFelipe SandovalNoch keine Bewertungen
- Salient Features of 500MWDokument63 SeitenSalient Features of 500MWSamNoch keine Bewertungen
- Air and Draft System Gyanendra Sharma NPTI DelhiDokument40 SeitenAir and Draft System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- TG Ele Hydro Oil PumpDokument8 SeitenTG Ele Hydro Oil PumpsambhuNoch keine Bewertungen
- SSTPS LMI On Optimaization of Ash Water Utilaization Revision-2 - Agupta SirDokument18 SeitenSSTPS LMI On Optimaization of Ash Water Utilaization Revision-2 - Agupta SirGautamupadhyayNoch keine Bewertungen
- History of Thermal Power PlantsDokument9 SeitenHistory of Thermal Power PlantsAnonymous gr5Pr9AVNoch keine Bewertungen
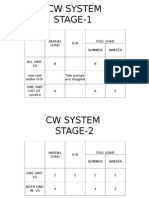
- Partial Load O/H Full Load Summer WinterDokument19 SeitenPartial Load O/H Full Load Summer WinterNitin SinghNoch keine Bewertungen
- Boiler Overhauling Works Gyanendra Sharma NPTI DelhiDokument37 SeitenBoiler Overhauling Works Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- 0 - Best Practices in Thermal Power Stations in IndiaDokument186 Seiten0 - Best Practices in Thermal Power Stations in IndiaRajesh RanjanNoch keine Bewertungen
- SESI-TSPL-OPN-SOP-BTG-012 (APH Fire)Dokument9 SeitenSESI-TSPL-OPN-SOP-BTG-012 (APH Fire)sourav mahapatraNoch keine Bewertungen
- Prem Boiler EmergenciesDokument33 SeitenPrem Boiler EmergenciesSarath BabuNoch keine Bewertungen
- APC EEC WorkshopDokument35 SeitenAPC EEC WorkshopLalatendu PattanayakNoch keine Bewertungen
- Thermal Power Plant Performance MonitoringDokument68 SeitenThermal Power Plant Performance MonitoringsumitNoch keine Bewertungen
- SUPER CRITICAL BOILER (660 MW) at PROJECTDokument53 SeitenSUPER CRITICAL BOILER (660 MW) at PROJECTWahedali SayyedNoch keine Bewertungen
- 07 - Combustion - Optimisation PDFDokument90 Seiten07 - Combustion - Optimisation PDFLakshmi NarayanNoch keine Bewertungen
- Super Critical Boiler TechnologyDokument22 SeitenSuper Critical Boiler TechnologySurendar Perumal100% (1)
- COal Fired Plants FlexibilityDokument32 SeitenCOal Fired Plants FlexibilityVeerabhadra Rao KorimilliNoch keine Bewertungen
- Basics of Steam Turbine RollingDokument9 SeitenBasics of Steam Turbine RollingLipika Ghosh BiswasNoch keine Bewertungen
- Indian Best Practices For Efficient O&M of Thermal Power PlantsDokument38 SeitenIndian Best Practices For Efficient O&M of Thermal Power PlantsShankar JhaNoch keine Bewertungen
- Boiler Tube Failure Gyanendra Sharma Npti DelhiDokument41 SeitenBoiler Tube Failure Gyanendra Sharma Npti DelhiNPTINoch keine Bewertungen
- Session 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)Dokument52 SeitenSession 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)pkumarNoch keine Bewertungen
- Deutz, TBG 616 K (323 - 700 KW)Dokument4 SeitenDeutz, TBG 616 K (323 - 700 KW)Dexterous EngineeringNoch keine Bewertungen
- Submittal-279873-4 Ton - 5 Ton RTU's 208V - 3Ph + ECONO + CURBDokument13 SeitenSubmittal-279873-4 Ton - 5 Ton RTU's 208V - 3Ph + ECONO + CURBMcr KumaraNoch keine Bewertungen
- WSHP 120 KBTH - LH - 220V3ph - STD - Tstat - Technical Data SheetDokument2 SeitenWSHP 120 KBTH - LH - 220V3ph - STD - Tstat - Technical Data SheetAilefo DelimaNoch keine Bewertungen
- Boiler Supercritical 8404673Dokument90 SeitenBoiler Supercritical 8404673Appleuk SudarNoch keine Bewertungen
- WSHP 36 KBTH - LH - 220V1ph - STD - Tstat - Technical Data SheetDokument2 SeitenWSHP 36 KBTH - LH - 220V1ph - STD - Tstat - Technical Data SheetAilefo DelimaNoch keine Bewertungen
- LMW Turbine Governing SystemDokument80 SeitenLMW Turbine Governing SystemAravazhi Ramasami Thangaraj100% (1)
- Steam Turbine ConstructionDokument15 SeitenSteam Turbine ConstructionAravazhi Ramasami Thangaraj100% (1)
- Basic Parameters For Pump Selection: A. System DetailsDokument62 SeitenBasic Parameters For Pump Selection: A. System DetailsAravazhi Ramasami ThangarajNoch keine Bewertungen
- 10.tender Procedure: S.Suresh Senior Manager/ STCDokument5 Seiten10.tender Procedure: S.Suresh Senior Manager/ STCAravazhi Ramasami ThangarajNoch keine Bewertungen
- The Tamil Nadu Transparency IN Tenders Act, 1998Dokument18 SeitenThe Tamil Nadu Transparency IN Tenders Act, 1998Aravazhi Ramasami ThangarajNoch keine Bewertungen
- Contract ManagementDokument93 SeitenContract ManagementAravazhi Ramasami ThangarajNoch keine Bewertungen
- Contract ManagementDokument93 SeitenContract ManagementAravazhi Ramasami ThangarajNoch keine Bewertungen
- Sofa BurnerDokument32 SeitenSofa BurnerReuben VargheseNoch keine Bewertungen
- Oilon 3 ENDokument32 SeitenOilon 3 ENHrishikesh RokadeNoch keine Bewertungen
- NOx Reduction TA Study v1 - December2005Dokument70 SeitenNOx Reduction TA Study v1 - December2005Dilnesa Ejigu100% (1)
- Pulverizers PDFDokument6 SeitenPulverizers PDFOscar DorantesNoch keine Bewertungen
- 763750-UOP DTS Callidus CUBP DatasheetDokument4 Seiten763750-UOP DTS Callidus CUBP DatasheetMohammad HesanNoch keine Bewertungen
- EVO40 To 1500 With Siemens LMV51 Controls PDFDokument8 SeitenEVO40 To 1500 With Siemens LMV51 Controls PDFOmar Orlando KranevitterNoch keine Bewertungen
- WM-G10-Complete Model Selection-Jan 2013Dokument52 SeitenWM-G10-Complete Model Selection-Jan 2013rahimi mohamadNoch keine Bewertungen
- Front & Rear Wall BoilerDokument93 SeitenFront & Rear Wall BoilerAravazhi Ramasami Thangaraj100% (1)
- Plasma Ignition Technology For New and RetrofitDokument17 SeitenPlasma Ignition Technology For New and Retrofitramesh baluNoch keine Bewertungen
- Buderus G125BE High Efficiency Oil Fired BoilerDokument4 SeitenBuderus G125BE High Efficiency Oil Fired Boilere-ComfortUSANoch keine Bewertungen
- AAtzori - Macchi Mars 1Dokument31 SeitenAAtzori - Macchi Mars 1Fabrizio FerrerioNoch keine Bewertungen
- Specify Better Low NOx Burners For FurnacesDokument4 SeitenSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- SKVJ BurnerDokument3 SeitenSKVJ Burnersmall yuNoch keine Bewertungen
- Product: WM 20 For Oil, Gas and Dual-FuelDokument48 SeitenProduct: WM 20 For Oil, Gas and Dual-FuelAbdallah AbdallahNoch keine Bewertungen
- Burner TechnologyDokument9 SeitenBurner TechnologyTint TigerNoch keine Bewertungen
- Combustion Principles and ControlDokument32 SeitenCombustion Principles and ControlThalia de la FuenteNoch keine Bewertungen
- Low NOx Burners Folder. LRDokument6 SeitenLow NOx Burners Folder. LRLTE002Noch keine Bewertungen
- Fired Heater SimulatorDokument11 SeitenFired Heater SimulatorNimeshKamatNoch keine Bewertungen
- Handbook Nitrogen Oxides Pollution Prevention and ControlDokument5 SeitenHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaNoch keine Bewertungen
- Mega 2003Dokument7 SeitenMega 2003CHI RENNoch keine Bewertungen
- WM 10 Brenner UK2018-07Dokument64 SeitenWM 10 Brenner UK2018-07Claudiu MacoveiNoch keine Bewertungen
- Low NOx Rotary Kiln Burner TechnologyDokument6 SeitenLow NOx Rotary Kiln Burner TechnologyKristínaNoch keine Bewertungen
- Weishaupt Buner 0il/gasDokument44 SeitenWeishaupt Buner 0il/gasArun MuraliNoch keine Bewertungen
- Obrien CatalogueDokument80 SeitenObrien CatalogueRazvan GabyNoch keine Bewertungen
- QuemadoresDokument2 SeitenQuemadoresjoseNoch keine Bewertungen
- COE 0003 Industrial Burner Brochure M WebDokument8 SeitenCOE 0003 Industrial Burner Brochure M WebAna Lourdes Isabel Maldonado TenorioNoch keine Bewertungen
- Utility BoilerDokument933 SeitenUtility Boilerchkald1Noch keine Bewertungen
- Development and Actual Verification of The Latest Extremely Low-NO Pulverized Coal BurnerDokument4 SeitenDevelopment and Actual Verification of The Latest Extremely Low-NO Pulverized Coal BurnerzaenalNoch keine Bewertungen