Das könnte Ihnen auch gefallen
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónVon EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónBewertung: 4 von 5 Sternen4/5 (1)
- Ultrasonidos: Nivel IIVon EverandUltrasonidos: Nivel IIBewertung: 5 von 5 Sternen5/5 (1)
- NMX B 454 1987Dokument14 SeitenNMX B 454 1987EdyNoch keine Bewertungen
- Asme VDokument209 SeitenAsme VHéctor Véjar50% (2)
- Astm 435Dokument3 SeitenAstm 435Pablo Gonzalez0% (1)
- Astm 578 EspañolDokument9 SeitenAstm 578 EspañolJhonatan Paul Espinoza Timoteo100% (1)
- Procedimiento UttDokument6 SeitenProcedimiento UttCarolina PBNoch keine Bewertungen
- NORMA ASTM G12 en EspañolDokument4 SeitenNORMA ASTM G12 en Españolchrist2pher100% (2)
- ASTM A609 - 609M PresentacionDokument31 SeitenASTM A609 - 609M Presentacionandersson benito herrera100% (1)
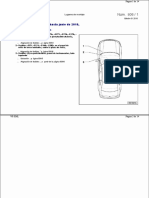
- Fusibles Jetta 2005-2010Dokument14 SeitenFusibles Jetta 2005-2010Akira Devilman0% (1)
- Terapia Con OligoelementosDokument5 SeitenTerapia Con Oligoelementosclaudio ochoa100% (1)
- Procedimiento UT ASME B31 (1) .3 en Tuberias QUA-PIUT-01 PDFDokument8 SeitenProcedimiento UT ASME B31 (1) .3 en Tuberias QUA-PIUT-01 PDFFernando Alex Romero GomezNoch keine Bewertungen
- Sistema SolarDokument2 SeitenSistema SolarDiana Saenz100% (1)
- Prosedimiento API 1104Dokument21 SeitenProsedimiento API 1104Frank PascumalNoch keine Bewertungen
- Inspección soldaduras ultrasonidoDokument9 SeitenInspección soldaduras ultrasonidoJHONNoch keine Bewertungen
- Ultrasonic Testing of Steel ForgingsDokument27 SeitenUltrasonic Testing of Steel ForgingsEfrain Ortiz Barreto100% (1)
- PROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoDokument14 SeitenPROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoJonathan Espinoza MejiaNoch keine Bewertungen
- Procedimiento de Inspección Ultrasónica de Uniones SoldadasDokument5 SeitenProcedimiento de Inspección Ultrasónica de Uniones Soldadasb116n100% (1)
- Partículas MagnéticasDokument13 SeitenPartículas MagnéticasEdwin LCNoch keine Bewertungen
- MT AwsDokument7 SeitenMT AwsRodolfoNoch keine Bewertungen
- TSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev ADokument13 SeitenTSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev Ajaime huertasNoch keine Bewertungen
- Ensayo Por Partículas MagnéticasDokument14 SeitenEnsayo Por Partículas MagnéticascentroJOMNoch keine Bewertungen
- Mantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109Von EverandMantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109Noch keine Bewertungen
- Ee Abs ML 163 Mot 430Dokument4 SeitenEe Abs ML 163 Mot 430Jose Fernandez OrenesNoch keine Bewertungen
- Geomembrana HDPE instalaciónDokument14 SeitenGeomembrana HDPE instalaciónd3j328d€eswkOugyh83% (6)
- Ensayo de Partículas MagnéticasDokument10 SeitenEnsayo de Partículas MagnéticasPaoNoch keine Bewertungen
- Desmontaje y separación de elementos fijos. TMVL0309Von EverandDesmontaje y separación de elementos fijos. TMVL0309Noch keine Bewertungen
- Ventajas y Desventajas de Las Pruebas HidrostaticasDokument2 SeitenVentajas y Desventajas de Las Pruebas Hidrostaticasangelsanchez1979100% (1)
- Infografía de Engranajes - MecanismosDokument1 SeiteInfografía de Engranajes - MecanismosLino AlorNoch keine Bewertungen
- Instrucción TECNICA UtDokument3 SeitenInstrucción TECNICA Utjavi pachNoch keine Bewertungen
- Inspeccion Por Particulas MagneticasDokument15 SeitenInspeccion Por Particulas Magneticasfiliberto0% (1)
- Articulo 7 Ensayo Partículas MagnéticasDokument27 SeitenArticulo 7 Ensayo Partículas Magnéticasberhsa100% (7)
- Cc-Ut-09 r01 - Inspeccion Ut Con AnexosDokument12 SeitenCc-Ut-09 r01 - Inspeccion Ut Con AnexosCarlos Adonir Perez RosasNoch keine Bewertungen
- Procedimiento Inspecciones NDTDokument18 SeitenProcedimiento Inspecciones NDTnathalia ferrinNoch keine Bewertungen
- Especificaciones Tecnicas Geombrana de Alta DensidadDokument6 SeitenEspecificaciones Tecnicas Geombrana de Alta DensidadAnticristo69Noch keine Bewertungen
- Procedimiento de soldaduraDokument10 SeitenProcedimiento de soldaduraLeonardo Cusó Contreras100% (1)
- Textiles andinos: símbolos e iconografíaDokument47 SeitenTextiles andinos: símbolos e iconografíaSelena Tatiana Solis Winkelried100% (5)
- Intrucciones de Ensayo Por Particulas MagneticasDokument5 SeitenIntrucciones de Ensayo Por Particulas MagneticasMikel Iparragirre100% (1)
- Lecto 1Dokument511 SeitenLecto 1Cristopher Rios Sandoval100% (2)
- Rispac Ds 019 2011 ProduceDokument22 SeitenRispac Ds 019 2011 ProduceIDL_ReporterosNoch keine Bewertungen
- Procedim PM Especifico REV 01Dokument9 SeitenProcedim PM Especifico REV 01Mauro SinigagliaNoch keine Bewertungen
- IT-TEC-002-01 Procedimiento de Inspeccion Por MT PDFDokument6 SeitenIT-TEC-002-01 Procedimiento de Inspeccion Por MT PDFAntonio GutierrezNoch keine Bewertungen
- 2 ARTICULO 7 2019 EspDokument10 Seiten2 ARTICULO 7 2019 Espdaniel alonso preciado ceballosNoch keine Bewertungen
- Geomembrana LLDPE de 1 mm para depósito de relavesDokument6 SeitenGeomembrana LLDPE de 1 mm para depósito de relavesAnticristo69Noch keine Bewertungen
- Rot End PM 003Dokument12 SeitenRot End PM 003Dante RojasNoch keine Bewertungen
- Ut Api 1104Dokument6 SeitenUt Api 1104Erick OlavarriaNoch keine Bewertungen
- ENSAYO NORMA ASTM E1444Dokument13 SeitenENSAYO NORMA ASTM E1444Sarmiento K. JulitssaNoch keine Bewertungen
- Plan de SeguridadDokument15 SeitenPlan de Seguridadcarlos mendoza agamaNoch keine Bewertungen
- EN 1290 Prueba de Grietas en La SuperficieDokument16 SeitenEN 1290 Prueba de Grietas en La SuperficieJesus PalaciosNoch keine Bewertungen
- Resumen MTDokument12 SeitenResumen MTBelieber BoyNoch keine Bewertungen
- Ensayo para La Inspección Por Partículas MagnéticasDokument5 SeitenEnsayo para La Inspección Por Partículas MagnéticasPaul Miranda GuzmanNoch keine Bewertungen
- Normas de Inspeccion EstanquesDokument4 SeitenNormas de Inspeccion EstanquesPedro Antonio Acuña ZapataNoch keine Bewertungen
- Procedimiento de Ul de Haz Recto para Placas para Detectar LaminacionesDokument8 SeitenProcedimiento de Ul de Haz Recto para Placas para Detectar LaminacionesCristhian Mamani RuizNoch keine Bewertungen
- Rot End PM 002Dokument11 SeitenRot End PM 002Dante RojasNoch keine Bewertungen
- Informe ENDDokument16 SeitenInforme ENDEsteban MedinaNoch keine Bewertungen
- Norma Mexicana para Inspección Magnética de Forjas de AceroDokument18 SeitenNorma Mexicana para Inspección Magnética de Forjas de AceroCastoriadisNoch keine Bewertungen
- Api 570Dokument5 SeitenApi 570Luis MuñozNoch keine Bewertungen
- 007 Procedimiento de Ensayos Radiográfico de SoldadurasDokument11 Seiten007 Procedimiento de Ensayos Radiográfico de Soldadurasfanny_farias_3Noch keine Bewertungen
- Ensayo de partículas magnéticas para detección de imperfeccionesDokument3 SeitenEnsayo de partículas magnéticas para detección de imperfeccionesmaironNoch keine Bewertungen
- Procedimiento Especifico PM - Cigüeñal REV 01Dokument6 SeitenProcedimiento Especifico PM - Cigüeñal REV 01Mauro SinigagliaNoch keine Bewertungen
- Ensayos No DestructivosDokument11 SeitenEnsayos No DestructivosmiregnisNoch keine Bewertungen
- Examen de partículas magnéticasDokument8 SeitenExamen de partículas magnéticasnathalia ferrinNoch keine Bewertungen
- NORMASDokument27 SeitenNORMASjoel velascoNoch keine Bewertungen
- NTC591Dokument10 SeitenNTC591Susan Carolina Lozano VergaraNoch keine Bewertungen
- Procedimiento Especifico PM - Bulón REV 0.Dokument7 SeitenProcedimiento Especifico PM - Bulón REV 0.Mauro SinigagliaNoch keine Bewertungen
- Presentación para La Universidad Del Santa - ChimboteDokument10 SeitenPresentación para La Universidad Del Santa - ChimboteWil VargasNoch keine Bewertungen
- Procedimiento de partículas magnéticasDokument14 SeitenProcedimiento de partículas magnéticasimarluNoch keine Bewertungen
- Articulo 7 Examinacion Mediante ParticulDokument10 SeitenArticulo 7 Examinacion Mediante ParticulRobinson Peñaranda GomezNoch keine Bewertungen
- Taller de MacroDokument9 SeitenTaller de MacroAlejandro R SaavedraNoch keine Bewertungen
- Tostación Sulfatante.1Dokument10 SeitenTostación Sulfatante.1Alejandro R SaavedraNoch keine Bewertungen
- Lixiviacion de MalaquitaDokument3 SeitenLixiviacion de MalaquitaAlejandro R SaavedraNoch keine Bewertungen
- Estructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaDokument11 SeitenEstructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaOsvaldo CoaguilaNoch keine Bewertungen
- Energia Solar Fotovoltaica Comunidad ValencianaDokument4 SeitenEnergia Solar Fotovoltaica Comunidad ValencianaBlanca Gomez Rodriguez-AriasNoch keine Bewertungen
- Sistema de Distribucion de Gas NaturalDokument10 SeitenSistema de Distribucion de Gas NaturalGENESISNoch keine Bewertungen
- Solucionario Biologia y Geologia 1 EsoDokument9 SeitenSolucionario Biologia y Geologia 1 EsoJose Luis GarciaNoch keine Bewertungen
- Gian Pier Garcia Martinez Gian Pier Etp s13Dokument5 SeitenGian Pier Garcia Martinez Gian Pier Etp s13DAVID UMBO FERNANDEZNoch keine Bewertungen
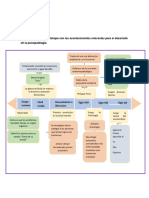
- La Edad de Los CambiosDokument12 SeitenLa Edad de Los CambiosKate Hernández.Noch keine Bewertungen
- Termoquímica: Estudio de la energía en reacciones químicasDokument8 SeitenTermoquímica: Estudio de la energía en reacciones químicastrim_84Noch keine Bewertungen
- Hierro FundidoDokument14 SeitenHierro Fundidogiank87100% (1)
- DiccionarioDokument11 SeitenDiccionarioLeonidas GarciaNoch keine Bewertungen
- Todas Las Diapositivas de Control de ProcesosDokument154 SeitenTodas Las Diapositivas de Control de ProcesosJohnny SalazarNoch keine Bewertungen
- Análisis y proyección de la población urbana para el municipio de Yunyugo hasta 2030Dokument5 SeitenAnálisis y proyección de la población urbana para el municipio de Yunyugo hasta 2030Frzes LlachiNoch keine Bewertungen
- Fracturas y Osteosintesis 12017Dokument67 SeitenFracturas y Osteosintesis 12017Ana HurtadoNoch keine Bewertungen
- Villoro. Filosofía para Un Fin de Época. CitasDokument3 SeitenVilloro. Filosofía para Un Fin de Época. CitasoliverioNoch keine Bewertungen
- Mejoramiento del Parque Recreacional MollebayaDokument37 SeitenMejoramiento del Parque Recreacional MollebayaMiguel NinaNoch keine Bewertungen
- S01.s2 - Carga Eléctrica y Fuerza EléctricaDokument23 SeitenS01.s2 - Carga Eléctrica y Fuerza EléctricaJorge RuizNoch keine Bewertungen
- Linea de TiempoDokument3 SeitenLinea de TiempoRonald Isaac Chavez RetisNoch keine Bewertungen
- Aceites y Grasa Insaturados en La Industria de LaDokument4 SeitenAceites y Grasa Insaturados en La Industria de LaStefani Ucsa SantoyoNoch keine Bewertungen
- Protuberancia Anular (Puente de Varolio)Dokument1 SeiteProtuberancia Anular (Puente de Varolio)Dawidh Ortiz GarciaNoch keine Bewertungen
- MahaparinirvanaDokument6 SeitenMahaparinirvanaEl innombrableNoch keine Bewertungen
- Intento de Justificacion en EspañolDokument3 SeitenIntento de Justificacion en EspañolSheldon Emilio MoralesNoch keine Bewertungen
- 18649-Texto Del Artículo-73935-1-10-20170602Dokument11 Seiten18649-Texto Del Artículo-73935-1-10-20170602Valentina CastañedaNoch keine Bewertungen
- Presentacion de Bienestar NuxgenDokument46 SeitenPresentacion de Bienestar NuxgenJorge Luis Martinez RodriguezNoch keine Bewertungen
- Gestión de residuos peligrosos en el relleno sanitario La LajaDokument17 SeitenGestión de residuos peligrosos en el relleno sanitario La LajaMiguel Angel Angulo SandovalNoch keine Bewertungen