Das könnte Ihnen auch gefallen
- Certified Quality Auditor Certification OverviewDokument10 SeitenCertified Quality Auditor Certification OverviewStephen Deas50% (4)
- GSM Sniffing - Telegraph+Dokument9 SeitenGSM Sniffing - Telegraph+Sridhar PNoch keine Bewertungen
- Quick Changeover BasicsDokument44 SeitenQuick Changeover BasicsSergio Prieto SerranoNoch keine Bewertungen
- Manual G Ingles - V6Dokument68 SeitenManual G Ingles - V6Phùng Thế Kiên50% (2)
- Lesson Plan 2 BasketballDokument3 SeitenLesson Plan 2 Basketballapi-313716520100% (1)
- Ponce vs. Court of AppealsDokument7 SeitenPonce vs. Court of AppealsMp CasNoch keine Bewertungen
- VSM PDFDokument52 SeitenVSM PDFChip ChopNoch keine Bewertungen
- QRQCDokument50 SeitenQRQCPamfeel1100% (1)
- LEAN SCM Hidden FactoryDokument33 SeitenLEAN SCM Hidden FactoryJulian KalacNoch keine Bewertungen
- Subject-Verb AgreementDokument10 SeitenSubject-Verb AgreementLouie Jay Cañada AbarquezNoch keine Bewertungen
- Lean Systems: By: Dr. Rosa Hendijani KRM Ch. 6Dokument51 SeitenLean Systems: By: Dr. Rosa Hendijani KRM Ch. 6Neda RezvanimoghadamNoch keine Bewertungen
- Optimizing Workplaces and Workflows: Lean Lab GuideDokument40 SeitenOptimizing Workplaces and Workflows: Lean Lab Guidescribd shitNoch keine Bewertungen
- Performance Management Systems and Strategies by Dipak Kumar BhattacharyyaDokument385 SeitenPerformance Management Systems and Strategies by Dipak Kumar Bhattacharyyasayal96amrit100% (3)
- Republic V Mangotara DigestDokument3 SeitenRepublic V Mangotara DigestMickey Ortega100% (1)
- Lean Manufacturing: Dr. V.Ramesh, Fie Professor, Sjce MysoreDokument36 SeitenLean Manufacturing: Dr. V.Ramesh, Fie Professor, Sjce MysoreVajram Ramesh - IPNoch keine Bewertungen
- 04b.wo - CNH Book of Knowledge - STEP2 - Rev03Dokument184 Seiten04b.wo - CNH Book of Knowledge - STEP2 - Rev03osakaNoch keine Bewertungen
- World Class Manufacturing - Workplace Organization (151 Pages)Dokument151 SeitenWorld Class Manufacturing - Workplace Organization (151 Pages)Gwladys BettoNoch keine Bewertungen
- Lean Systems: Arron O. EnriquezDokument39 SeitenLean Systems: Arron O. EnriquezRonan AmbrocioNoch keine Bewertungen
- LoRa TechnologyDokument10 SeitenLoRa TechnologyAnonymous CGk2roNoch keine Bewertungen
- WCM - 03Dokument11 SeitenWCM - 03wagqualidadeNoch keine Bewertungen
- QRQC Training ProtocolDokument52 SeitenQRQC Training ProtocolSudhagar P100% (1)
- Prince2 PractitionerDokument115 SeitenPrince2 PractitionerRicha TanwarNoch keine Bewertungen
- The 7QB of Production: FAS Training PresentationDokument50 SeitenThe 7QB of Production: FAS Training Presentationcong da100% (1)
- Webinar WinCC SCADA NL 29052018Dokument62 SeitenWebinar WinCC SCADA NL 29052018AlexNoch keine Bewertungen
- Problem Solving 101Dokument24 SeitenProblem Solving 101Alejandro LealNoch keine Bewertungen
- Session Transformation ProcessDokument31 SeitenSession Transformation ProcessMr. Priyanshu Gupta Student, Jaipuria LucknowNoch keine Bewertungen
- A Good Product Is The Result of A Good ProcessDokument34 SeitenA Good Product Is The Result of A Good ProcessYash maullooNoch keine Bewertungen
- Performance Appraisals 2014 EngDokument30 SeitenPerformance Appraisals 2014 EngSteelNZ EidNoch keine Bewertungen
- Summit-Presentation-A-Chambers-MSM2015 BM-PRD+Dokument28 SeitenSummit-Presentation-A-Chambers-MSM2015 BM-PRD+Miguel AsisNoch keine Bewertungen
- 2.-World Class ManufacturingDokument11 Seiten2.-World Class ManufacturingSandra Rojas GabinoNoch keine Bewertungen
- 0.3. Manufacturing SystemsDokument30 Seiten0.3. Manufacturing SystemsAkhilesh VarmaNoch keine Bewertungen
- What Is Lean Manufacturing?Dokument33 SeitenWhat Is Lean Manufacturing?Kriti SinghNoch keine Bewertungen
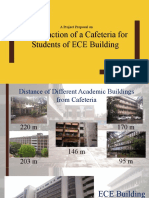
- Construction of A Cafeteria For Students of ECE Building: A Project Proposal OnDokument28 SeitenConstruction of A Cafeteria For Students of ECE Building: A Project Proposal OnMahmudul Hasan PathikNoch keine Bewertungen
- LEAN HandoutDokument31 SeitenLEAN Handouttri agustariaNoch keine Bewertungen
- LEAN HandoutDokument31 SeitenLEAN HandoutNXTNoch keine Bewertungen
- Session 4Dokument19 SeitenSession 4Mohamed RizwanNoch keine Bewertungen
- Introduction of TQM: - What Is Quality? - What Is Total Quality? - What Is TQM?Dokument52 SeitenIntroduction of TQM: - What Is Quality? - What Is Total Quality? - What Is TQM?farhanyahuNoch keine Bewertungen
- Just in Time AND Lean OperationsDokument66 SeitenJust in Time AND Lean OperationsmiguelNoch keine Bewertungen
- 5.3 Lean ProductionDokument39 Seiten5.3 Lean ProductionP RushitaNoch keine Bewertungen
- 4.GSI 2022 - The Automobile Industry - BDokument36 Seiten4.GSI 2022 - The Automobile Industry - Bw4kprtrn9vNoch keine Bewertungen
- Req 6Dokument37 SeitenReq 6sam zakNoch keine Bewertungen
- Project Case - Smart SewingDokument18 SeitenProject Case - Smart Sewingsivanesan rajamanickamNoch keine Bewertungen
- Adidas - Quality Concept Best PracticeDokument24 SeitenAdidas - Quality Concept Best Practicemgttrainee16Noch keine Bewertungen
- 8D Report TemplateDokument2 Seiten8D Report TemplateTiaku NadarajahNoch keine Bewertungen
- An OverviewDokument37 SeitenAn OverviewRahmat UllahNoch keine Bewertungen
- Problem Solving Methodology and 7 QC Tools: One Day Trianing Program OnDokument69 SeitenProblem Solving Methodology and 7 QC Tools: One Day Trianing Program OnNayan PatelNoch keine Bewertungen
- Day 1 - Part 1a - Introduction To FEA - Rev1Dokument15 SeitenDay 1 - Part 1a - Introduction To FEA - Rev1Faroukh RashidNoch keine Bewertungen
- PDCA UTSLRC 2023 Expriman 1Dokument22 SeitenPDCA UTSLRC 2023 Expriman 1Lucio 03Noch keine Bewertungen
- IE 3265 R. Lindeke, Ph. D.: Quality Management in POM - Part 2Dokument58 SeitenIE 3265 R. Lindeke, Ph. D.: Quality Management in POM - Part 2Kapil MohanNoch keine Bewertungen
- Lean Operations: Presented By: Group 7Dokument58 SeitenLean Operations: Presented By: Group 7Jay MaxNoch keine Bewertungen
- Advanced Methods For Compaction Quality Control Part 2 SlidesDokument61 SeitenAdvanced Methods For Compaction Quality Control Part 2 SlidesSidhuRamNoch keine Bewertungen
- Toyota Way: JIT & Lean OperationsDokument34 SeitenToyota Way: JIT & Lean Operationskhem_singhNoch keine Bewertungen
- STEP09 - CustomCode March 11th 2021Dokument27 SeitenSTEP09 - CustomCode March 11th 2021fazrul fuadNoch keine Bewertungen
- Week 3 - Practice Class Plan For ManagersDokument30 SeitenWeek 3 - Practice Class Plan For ManagersMubashir ShahNoch keine Bewertungen
- Continuous Process Improvement: Subject: Total Quality Management Instructor: Sumera KaziDokument10 SeitenContinuous Process Improvement: Subject: Total Quality Management Instructor: Sumera Kazidua tanveerNoch keine Bewertungen
- STEP08 - PostActivities - March 10th 2021Dokument46 SeitenSTEP08 - PostActivities - March 10th 2021fazrul fuadNoch keine Bewertungen
- MRI QA TestDokument21 SeitenMRI QA TestManzil ManzilahNoch keine Bewertungen
- Om PP12Dokument28 SeitenOm PP12Nevass KannanNoch keine Bewertungen
- Lean CTR TrainingDokument36 SeitenLean CTR TrainingSanjib KumarNoch keine Bewertungen
- Online Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan KansasDokument76 SeitenOnline Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan Kansasali mohamedNoch keine Bewertungen
- Online Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan KansasDokument76 SeitenOnline Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan Kansasali mohamedNoch keine Bewertungen
- Online Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan KansasDokument76 SeitenOnline Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan Kansasali mohamedNoch keine Bewertungen
- Online Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan KansasDokument76 SeitenOnline Book Store by Vamsi Krishna Mummaneni: Kansas State University Manhattan Kansasali mohamedNoch keine Bewertungen
- Operations Management: Course Instructor: Mansoor QureshiDokument37 SeitenOperations Management: Course Instructor: Mansoor QureshiZUBAIR KHALIDNoch keine Bewertungen
- Semester: 4: A Project On Online MCQ ExamDokument9 SeitenSemester: 4: A Project On Online MCQ Examsagar wagleNoch keine Bewertungen
- Operation Management Assignment: SEPTEMBER 24, 2018Dokument8 SeitenOperation Management Assignment: SEPTEMBER 24, 2018KarinaNoch keine Bewertungen
- LEAN HandoutDokument31 SeitenLEAN Handouttri agustariaNoch keine Bewertungen
- Amended August 8 2016Dokument31 SeitenAmended August 8 2016lux186Noch keine Bewertungen
- Nonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical PlaneDokument10 SeitenNonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical Planesamsaptak ghoshNoch keine Bewertungen
- Downloaded From Manuals Search EngineDokument14 SeitenDownloaded From Manuals Search EngineAl AlNoch keine Bewertungen
- Landis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63Dokument5 SeitenLandis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63kulukundunguNoch keine Bewertungen
- American J Political Sci - 2023 - Eggers - Placebo Tests For Causal InferenceDokument16 SeitenAmerican J Political Sci - 2023 - Eggers - Placebo Tests For Causal Inferencemarta bernardiNoch keine Bewertungen
- 7TH Maths F.a-1Dokument1 Seite7TH Maths F.a-1Marrivada SuryanarayanaNoch keine Bewertungen
- Chen Probable Cause Affidavit 050714Dokument7 SeitenChen Probable Cause Affidavit 050714USA TODAYNoch keine Bewertungen
- BIO SCI OsmosisDokument10 SeitenBIO SCI OsmosisJoy FernandezNoch keine Bewertungen
- UX-driven Heuristics For Every Designer: OutlineDokument7 SeitenUX-driven Heuristics For Every Designer: OutlinemuhammadsabirinhadisNoch keine Bewertungen
- Ism Practical File NothingDokument84 SeitenIsm Practical File NothingADITYA GUPTANoch keine Bewertungen
- EEE Sofware Lab Experiment 1, PDFDokument11 SeitenEEE Sofware Lab Experiment 1, PDF240 Sadman ShafiNoch keine Bewertungen
- Catalogue Colorants TextilesDokument5 SeitenCatalogue Colorants TextilesAs Des As BenedictionNoch keine Bewertungen
- Resume Of: Name: Kingshuk Saha Address: Mobile: E-MailDokument2 SeitenResume Of: Name: Kingshuk Saha Address: Mobile: E-MailKingshuk Saha PalasNoch keine Bewertungen
- Nickel 200 201 PDFDokument20 SeitenNickel 200 201 PDFwdavid81Noch keine Bewertungen
- Euronext Derivatives How The Market Works-V2 PDFDokument106 SeitenEuronext Derivatives How The Market Works-V2 PDFTomNoch keine Bewertungen
- Prishusingh Blogspot Com 2024 03 Digital-Marketing-Course HTMLDokument12 SeitenPrishusingh Blogspot Com 2024 03 Digital-Marketing-Course HTMLsudharaj86038Noch keine Bewertungen
- Social and Professional Issues Pf2Dokument4 SeitenSocial and Professional Issues Pf2DominicOrtegaNoch keine Bewertungen
- 3 - 0 - D Copia403mfen 404mfen Smy113840 1Dokument253 Seiten3 - 0 - D Copia403mfen 404mfen Smy113840 1Serge MaciaNoch keine Bewertungen
- InflammationDokument44 SeitenInflammationramsiyaNoch keine Bewertungen
- Erp QuestionnaireDokument3 SeitenErp Questionnaireviji_kichuNoch keine Bewertungen
- Tawjihi 7Dokument55 SeitenTawjihi 7api-3806314Noch keine Bewertungen