Das könnte Ihnen auch gefallen
- Chapitre 1 Définitions, Désignations Et ApllicationsDokument12 SeitenChapitre 1 Définitions, Désignations Et Apllicationsabdelmoumen hidouri100% (1)
- Technologie de Base (Cours #02)Dokument8 SeitenTechnologie de Base (Cours #02)Your Tech100% (1)
- Synthese Connaissance Des MatériauxDokument1 SeiteSynthese Connaissance Des MatériauxsawyawNoch keine Bewertungen
- Cours - 10 - Aciers Et FontesDokument29 SeitenCours - 10 - Aciers Et FontesKamel FedaouiNoch keine Bewertungen
- Unité 3. Les Materiaux Et Leurs PropriétésDokument12 SeitenUnité 3. Les Materiaux Et Leurs Propriétésanafinfo100% (2)
- MATERIAUXDokument3 SeitenMATERIAUXAchraf MoutaharNoch keine Bewertungen
- Matériau CompositeDokument3 SeitenMatériau CompositeAek AliouaNoch keine Bewertungen
- Chapitre 1 Matériaux Métalliques - PPTX IhebDokument50 SeitenChapitre 1 Matériaux Métalliques - PPTX IhebHoucine GhorbelNoch keine Bewertungen
- Cours Initiation TechniqueDokument78 SeitenCours Initiation TechniqueAsmaa KasmiNoch keine Bewertungen
- 2022 2023 Matériaux Et Propriétés 1 Généralité 1Dokument165 Seiten2022 2023 Matériaux Et Propriétés 1 Généralité 1Wa Ssim50% (2)
- Transparents Science Des Materiaux PDFDokument65 SeitenTransparents Science Des Materiaux PDFKarim DahbiNoch keine Bewertungen
- Qu'est Ce Qu'materiau CompositeDokument23 SeitenQu'est Ce Qu'materiau CompositeDayang Dayang100% (1)
- Corrige TD1 GM1Dokument2 SeitenCorrige TD1 GM1Amin's LifestyleNoch keine Bewertungen
- ElaborationDokument87 SeitenElaborationhaceneNoch keine Bewertungen
- TD Caracterisation 2008Dokument9 SeitenTD Caracterisation 2008Amar AmôurNoch keine Bewertungen
- Chapitre 2Dokument18 SeitenChapitre 2abderazakNoch keine Bewertungen
- Cours de Sciences Des MatériauxDokument68 SeitenCours de Sciences Des Matériauxfathallah karimNoch keine Bewertungen
- These PDFDokument170 SeitenThese PDFMariam ZouhairNoch keine Bewertungen
- 160-TD 15 EmboutissageDokument4 Seiten160-TD 15 EmboutissageAymen HssainiNoch keine Bewertungen
- Exposé GRP 1 Les MatériauxDokument64 SeitenExposé GRP 1 Les MatériauxOint MIMBNoch keine Bewertungen
- Compte Rendu TTHDokument11 SeitenCompte Rendu TTHAbdelkhalek SaidiNoch keine Bewertungen
- Science Des Matériaux. 2022Dokument46 SeitenScience Des Matériaux. 2022Abdullah Al-sharabi50% (2)
- Introduction Compositev2Dokument82 SeitenIntroduction Compositev2Deghboudj Samir100% (1)
- A 7755 - Critères de Rupture Des Composites - Approche MacroDokument16 SeitenA 7755 - Critères de Rupture Des Composites - Approche MacroFarid FaridNoch keine Bewertungen
- Rapport Recuit Des AciersDokument38 SeitenRapport Recuit Des AciersFahmi chhiebiNoch keine Bewertungen
- Fiche Matériaux Acier InoxDokument2 SeitenFiche Matériaux Acier InoxmehdiNoch keine Bewertungen
- TP Propriétés Des Matériaux Filière Ingénieur RapportDokument53 SeitenTP Propriétés Des Matériaux Filière Ingénieur RapportMouad Harit100% (1)
- Materiaux MetalliquesDokument32 SeitenMateriaux Metalliquesزهير مزريقيNoch keine Bewertungen
- Activité Composites FOAD 11septembre2023Dokument2 SeitenActivité Composites FOAD 11septembre2023Moustapha Diagne100% (1)
- Typologie Des Matériaux Doc-Prof MOUKHTARIDokument15 SeitenTypologie Des Matériaux Doc-Prof MOUKHTARIELMustaphaELMoukhtari100% (1)
- 6546 Quelques Procedes de Mise en Forme Des Composites EnsDokument9 Seiten6546 Quelques Procedes de Mise en Forme Des Composites EnsMohamedAyoubNoch keine Bewertungen
- Initiation TechniqueDokument233 SeitenInitiation TechniqueEl Mehdi El Fadli100% (1)
- Chapitre 6 Traitements Thermiques ThermochimiquesDokument15 SeitenChapitre 6 Traitements Thermiques Thermochimiquesafnene1Noch keine Bewertungen
- Procedes de Mise en Forme Des Materiaux m1 FMP 2o21Dokument39 SeitenProcedes de Mise en Forme Des Materiaux m1 FMP 2o21Ach RafNoch keine Bewertungen
- 5 Selectionner Un Materiau 2Dokument11 Seiten5 Selectionner Un Materiau 2ouiameabdelNoch keine Bewertungen
- Cours1 ETE2014 PDFDokument68 SeitenCours1 ETE2014 PDFbeey2001Noch keine Bewertungen
- TPE Science de Materiaux ENIMDokument20 SeitenTPE Science de Materiaux ENIMWassim Ben Salah0% (1)
- Exposé-Fourche de VeloDokument35 SeitenExposé-Fourche de VeloAsmae Asseraou0% (1)
- Pres MoulageDokument3 SeitenPres Moulageayman akhouadNoch keine Bewertungen
- Introduction À La Science Des Matériaux - Les Polymères - Propriétés Générales - WikiversitéDokument13 SeitenIntroduction À La Science Des Matériaux - Les Polymères - Propriétés Générales - WikiversitéLaurent MorgeNoch keine Bewertungen
- Proposition Sujet Master Génie MécaniqueDokument1 SeiteProposition Sujet Master Génie MécaniqueAbdesslem JarrayNoch keine Bewertungen
- Caractérisation Expérimentale Des MatériauxDokument27 SeitenCaractérisation Expérimentale Des MatériauxMariam HadadiNoch keine Bewertungen
- Materiaux Et ProprietesDokument32 SeitenMateriaux Et ProprietesLh IsmailNoch keine Bewertungen
- Chap.5 - Cours Methodologie Selection Des MatériauxDokument87 SeitenChap.5 - Cours Methodologie Selection Des Matériauxnada mojahidNoch keine Bewertungen
- ch2 Materiaux Et EnergieDokument63 Seitench2 Materiaux Et EnergieRiheb MoncerNoch keine Bewertungen
- MateriauxDokument30 SeitenMateriauxJo LliNoch keine Bewertungen
- TP de MateriauDokument24 SeitenTP de MateriaubourabahNoch keine Bewertungen
- Mise en Forme Des MatériauxDokument24 SeitenMise en Forme Des MatériauxAl-Jazari Al-Jazari100% (1)
- Cours Propietes Mécaniques Pour Chimie Des MatériauxDokument14 SeitenCours Propietes Mécaniques Pour Chimie Des MatériauxIkhlas SseNoch keine Bewertungen
- Présentation Les MétauxDokument16 SeitenPrésentation Les MétauxSamsouma BkNoch keine Bewertungen
- MEC 200 - Cours 01 A2022 - 221101 - 115402Dokument32 SeitenMEC 200 - Cours 01 A2022 - 221101 - 115402Alexandre MassicotteNoch keine Bewertungen
- Chapitre 3.les Métaux FerreuxDokument15 SeitenChapitre 3.les Métaux FerreuxOumeyma Hamlaui100% (1)
- 1.metallurgie 1Dokument17 Seiten1.metallurgie 1Danem HalasNoch keine Bewertungen
- 20 Conception Des Pieces MouleesDokument18 Seiten20 Conception Des Pieces MouleesMohamedAyoubNoch keine Bewertungen
- Chapitre I - Introduction À La Méthode Des Éléments FinisDokument8 SeitenChapitre I - Introduction À La Méthode Des Éléments FinisHamidNoch keine Bewertungen
- Calcul en Fonderie - Partie IIDokument51 SeitenCalcul en Fonderie - Partie IIIbtissam MalekNoch keine Bewertungen
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceVon EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceNoch keine Bewertungen
- Désignation Des MatériauxDokument18 SeitenDésignation Des MatériauxFlav MNoch keine Bewertungen
- 1 Cours Procedes 2 Ge 2023-2024Dokument108 Seiten1 Cours Procedes 2 Ge 2023-2024Salma LatifiNoch keine Bewertungen
- TP2 - Commande Systemes Electriques II - OnLineDokument7 SeitenTP2 - Commande Systemes Electriques II - OnLineKamel TayahiNoch keine Bewertungen
- Technologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR Walid (Full Permission)Dokument5 SeitenTechnologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR Walid (Full Permission)Kamel TayahiNoch keine Bewertungen
- Fonction LogiqueDokument8 SeitenFonction LogiqueKamel TayahiNoch keine Bewertungen
- Le Dessin D'ensemble CoursDokument8 SeitenLe Dessin D'ensemble CoursKamel Tayahi67% (3)
- NemoDokument1 SeiteNemorad19620% (1)
- Cours - Technologie Les Fonctions Logiques de Base - 1ère AS (2010-2011) MR Sami Soudani (1) (Full Permission)Dokument7 SeitenCours - Technologie Les Fonctions Logiques de Base - 1ère AS (2010-2011) MR Sami Soudani (1) (Full Permission)Kamel TayahiNoch keine Bewertungen
- Technologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR WalidDokument5 SeitenTechnologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR WalidKamel TayahiNoch keine Bewertungen
- Devoir de SDokument6 SeitenDevoir de SKamel Tayahi50% (2)
- Revisions Logique CombinatoireDokument20 SeitenRevisions Logique CombinatoireKamel Tayahi100% (1)
- Devoir de Synthèse N°3 - Technologie - Monte Charge Et ÉTAU D'USINAGE - 1ère AS (2014-2015) MR Mighri LotfiDokument6 SeitenDevoir de Synthèse N°3 - Technologie - Monte Charge Et ÉTAU D'USINAGE - 1ère AS (2014-2015) MR Mighri LotfiKamel TayahiNoch keine Bewertungen
- Devoir de Synthèse N°3Dokument6 SeitenDevoir de Synthèse N°3Kamel Tayahi0% (1)
- Dossier CorrigeDokument7 SeitenDossier CorrigeKamel TayahiNoch keine Bewertungen
- Mme Toumi Imen Système Unité D'usinageDokument6 SeitenMme Toumi Imen Système Unité D'usinageKamel TayahiNoch keine Bewertungen
- Devoir de Synthèse N°3 - Technologie Fonctions Logiques de Base+ Liaisons Mecaniques Poste Automatique de Perçage - 1ère AS (2013-2014) MR Zouhaier Rihane PDFDokument4 SeitenDevoir de Synthèse N°3 - Technologie Fonctions Logiques de Base+ Liaisons Mecaniques Poste Automatique de Perçage - 1ère AS (2013-2014) MR Zouhaier Rihane PDFKamel Tayahi100% (1)
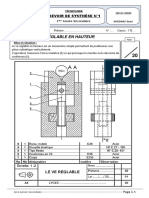
- Vé Reglable en Hauteur-2020Dokument5 SeitenVé Reglable en Hauteur-2020Kamel Tayahi67% (3)
- Enrouleur de RessortDokument3 SeitenEnrouleur de RessortKamel Tayahi100% (4)
- Technologie Système Paumelle - 1ère AS Technique (2011-2012Dokument2 SeitenTechnologie Système Paumelle - 1ère AS Technique (2011-2012Kamel TayahiNoch keine Bewertungen
- SommaireDokument2 SeitenSommaireKamel TayahiNoch keine Bewertungen
- Choix Des Matériaux Et Des Procédés Cours Master Conception Et Fabrication Mécaniques Semestre 9 Parcours Conception Avancée MultimatériauxDokument71 SeitenChoix Des Matériaux Et Des Procédés Cours Master Conception Et Fabrication Mécaniques Semestre 9 Parcours Conception Avancée MultimatériauxKamel TayahiNoch keine Bewertungen
- 1ère Année Secondaire 0708 - Devoir de Synthése N°3Dokument5 Seiten1ère Année Secondaire 0708 - Devoir de Synthése N°3Kamel TayahiNoch keine Bewertungen
- Borne RéglableDokument2 SeitenBorne RéglableKamel TayahiNoch keine Bewertungen
- 1gestion Et Suivi de La QualitéDokument57 Seiten1gestion Et Suivi de La QualitéKamel Tayahi100% (1)
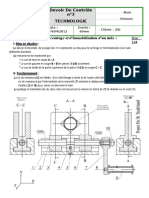
- Devoir de Contrôle N°1 - Technologie - Poste Automatique de Tronçonnage - 1ère AS (2013-2014) MR Chokri MessaoudDokument2 SeitenDevoir de Contrôle N°1 - Technologie - Poste Automatique de Tronçonnage - 1ère AS (2013-2014) MR Chokri MessaoudKamel Tayahi100% (1)
- Document ppt.2Dokument66 SeitenDocument ppt.2Kamel TayahiNoch keine Bewertungen
- 08m - Moires (Corrig - )Dokument4 Seiten08m - Moires (Corrig - )Kamel TayahiNoch keine Bewertungen
- 1A Devoir de Synthèse N°2 - TM 2014Dokument6 Seiten1A Devoir de Synthèse N°2 - TM 2014Kamel TayahiNoch keine Bewertungen
- Comptabilite Generale Traveau D Invantaire TP1 CorrigeDokument1 SeiteComptabilite Generale Traveau D Invantaire TP1 CorrigeKamel TayahiNoch keine Bewertungen
- 0 - Activité 3Dokument6 Seiten0 - Activité 3Kamel TayahiNoch keine Bewertungen
- Correction de Lexercice1Dokument3 SeitenCorrection de Lexercice1Kamel TayahiNoch keine Bewertungen
- Selectionner Un Materiau 1Dokument9 SeitenSelectionner Un Materiau 1Kamel TayahiNoch keine Bewertungen
- Cours CircuitDokument46 SeitenCours CircuitousmaneNoch keine Bewertungen
- Marc-Aurèle Massard - Maths BCPST 1re Année (J'assure Aux Concours) (French Edition) - Dunod (2017)Dokument495 SeitenMarc-Aurèle Massard - Maths BCPST 1re Année (J'assure Aux Concours) (French Edition) - Dunod (2017)Erick TetsadjioNoch keine Bewertungen
- 1981 Ababou These-1981-Inpg Infiltration-Loc 8mbDokument232 Seiten1981 Ababou These-1981-Inpg Infiltration-Loc 8mbRachid AbabouNoch keine Bewertungen
- Cours Hydrologie Générale - CH 08Dokument15 SeitenCours Hydrologie Générale - CH 08abdelhamidNoch keine Bewertungen
- Lubrification HydrodynamiqueDokument101 SeitenLubrification HydrodynamiqueSmail Lebbal100% (1)
- 2f3906da4622e725a807ece1813149b4Dokument64 Seiten2f3906da4622e725a807ece1813149b4leaderdreamerNoch keine Bewertungen
- PFC 3°gcDokument3 SeitenPFC 3°gcKarimNoch keine Bewertungen
- Les TrianglesDokument95 SeitenLes TrianglesConde MoussaNoch keine Bewertungen
- TD4 MémoireDokument2 SeitenTD4 MémoireŽặ Íŋặß0% (2)
- TD4 CorrectionDokument15 SeitenTD4 CorrectionistaitosNoch keine Bewertungen
- Cours de Tracage Classe de Seconde CHDokument40 SeitenCours de Tracage Classe de Seconde CHfokou.simplicegmail.com Fokou SimpliceNoch keine Bewertungen
- TP002 Jamaltikouk Id1Dokument12 SeitenTP002 Jamaltikouk Id1Jam MuslimNoch keine Bewertungen
- Chap7 Echantillonnage Estimation Ponctuelle (2) - CopieDokument23 SeitenChap7 Echantillonnage Estimation Ponctuelle (2) - CopieDavila AlomgbaNoch keine Bewertungen
- 13 Exo Elect Solution Cours PHY104 2020 2021Dokument29 Seiten13 Exo Elect Solution Cours PHY104 2020 2021Isaacar Moye la SouzaNoch keine Bewertungen
- TD1 CRC CorrectionDokument5 SeitenTD1 CRC CorrectionWij Dan100% (1)
- 03 Astrologie 21 Noel 2009 PDFDokument61 Seiten03 Astrologie 21 Noel 2009 PDFChristophe Garnier100% (1)
- Complement GC23Dokument10 SeitenComplement GC23Magloire KajidNoch keine Bewertungen
- Controle Gestion PDFDokument107 SeitenControle Gestion PDFMohammed TahtouhNoch keine Bewertungen
- 3 Cocody Master 1 Gestion, 2020 2021, Corrige de La Fiche de TD N°Dokument5 Seiten3 Cocody Master 1 Gestion, 2020 2021, Corrige de La Fiche de TD N°OUMAR OUATTARANoch keine Bewertungen
- Ensembles Et Applications Cours Et Exercices CorrigesDokument14 SeitenEnsembles Et Applications Cours Et Exercices CorrigesYassin Issoure100% (1)
- Exercices FractionsDokument4 SeitenExercices FractionsDavid SelosseNoch keine Bewertungen
- Curriculum Vitae Yasni - MounirDokument1 SeiteCurriculum Vitae Yasni - MounirNadir BouazzaNoch keine Bewertungen
- Simulation Et Optimisation Des Procédés TechnologiquesDokument11 SeitenSimulation Et Optimisation Des Procédés TechnologiquesSamakitka Martina0% (1)
- B Dessin Technique CorrigéDokument3 SeitenB Dessin Technique CorrigézouhairNoch keine Bewertungen
- Réseaux de Capteurs Sans FilDokument45 SeitenRéseaux de Capteurs Sans FilSevki SevkiNoch keine Bewertungen
- MEC3400 NotesdeCours PDFDokument283 SeitenMEC3400 NotesdeCours PDFEgillNoch keine Bewertungen
- Chapitre Ii Variables, Constantes, Types Et ExpressionsDokument13 SeitenChapitre Ii Variables, Constantes, Types Et ExpressionsFabrice DjegoueNoch keine Bewertungen
- Les Sous ProgrammesDokument5 SeitenLes Sous ProgrammesHm Walid100% (2)
- Graphes D IntervallesDokument8 SeitenGraphes D IntervallesMustapha JaballahNoch keine Bewertungen
- Page 204 205,206Dokument12 SeitenPage 204 205,206amigorena.baptiste91Noch keine Bewertungen