Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- HPSC AP Physics 2016Dokument27 SeitenHPSC AP Physics 2016SAHIN InspireNoch keine Bewertungen
- NMR Lec 6Dokument15 SeitenNMR Lec 6Walid EbaiedNoch keine Bewertungen
- 2 Physics of WeldingDokument28 Seiten2 Physics of WeldingSUMEETNoch keine Bewertungen
- Temperature Effects On Resistance PDFDokument2 SeitenTemperature Effects On Resistance PDFLaurence MichaelNoch keine Bewertungen
- 01261132Dokument32 Seiten01261132namithdevadigaNoch keine Bewertungen
- Vectors in Two Dimensions: What Is A Vector?Dokument13 SeitenVectors in Two Dimensions: What Is A Vector?Lazarus MukwekweNoch keine Bewertungen
- Arkani-Hamed 978-1-77170-198-3Dokument85 SeitenArkani-Hamed 978-1-77170-198-3Howard BurtonNoch keine Bewertungen
- Laser-Induced Plasma Channel (LIPC)Dokument3 SeitenLaser-Induced Plasma Channel (LIPC)nicuNoch keine Bewertungen
- HDE 153.CT.07.a DistribucionesParametrosGeotecnicosDokument144 SeitenHDE 153.CT.07.a DistribucionesParametrosGeotecnicosIngrid Irreño PalomoNoch keine Bewertungen
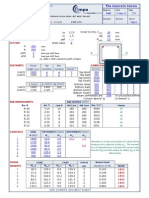
- TCC53 Column DesignDokument18 SeitenTCC53 Column DesignVasileios Manginas100% (3)
- Secondary Test Physics DynamicsDokument5 SeitenSecondary Test Physics DynamicsApril NgNoch keine Bewertungen
- Thrust BearingsDokument3 SeitenThrust BearingsorokoroNoch keine Bewertungen
- Fluid FrictionDokument18 SeitenFluid Frictioncakhoa100% (2)
- RCA - Power Transistor Applications Manual (OCR)Dokument288 SeitenRCA - Power Transistor Applications Manual (OCR)miguellm507180% (5)
- Physics 2019 1st TermDokument3 SeitenPhysics 2019 1st TermsulayajannyNoch keine Bewertungen
- Stress-Strain Behavior of Concrete Confinad Overlapping Hoops at Low and High Strain RatesDokument1 SeiteStress-Strain Behavior of Concrete Confinad Overlapping Hoops at Low and High Strain RatesRonal J Clavijo RNoch keine Bewertungen
- Xi CH 1Dokument33 SeitenXi CH 1Sajid UllahNoch keine Bewertungen
- Chemical Reactions: Reactants ProductsDokument16 SeitenChemical Reactions: Reactants ProductsRSLNoch keine Bewertungen
- Mole Concept BOUNCEBACKDokument154 SeitenMole Concept BOUNCEBACKabhinav kota100% (2)
- Ionic and Covalent BondsDokument5 SeitenIonic and Covalent BondsFern HofileñaNoch keine Bewertungen
- Answer Key Chapter 7Dokument4 SeitenAnswer Key Chapter 7linNoch keine Bewertungen
- Physics 2nd Shifting Concepts-2Dokument2 SeitenPhysics 2nd Shifting Concepts-2BRIDGETTE KAYCEE CRUZNoch keine Bewertungen
- Alternating Current FundamentalsDokument49 SeitenAlternating Current Fundamentalsvontedj100% (2)
- Lab 12Dokument4 SeitenLab 12Samuel RodgersNoch keine Bewertungen
- CSWIP Sample QuestionsDokument31 SeitenCSWIP Sample QuestionsNeo80% (5)
- Cold Nuclear Fusion From Pons & Fleischmann To Rossi's E - CatDokument22 SeitenCold Nuclear Fusion From Pons & Fleischmann To Rossi's E - CatGianfrancoSanchezNoch keine Bewertungen
- Stp6Nk60Z - Stp6Nk60Zfp STB6NK60Z - STB6NK60Z-1Dokument13 SeitenStp6Nk60Z - Stp6Nk60Zfp STB6NK60Z - STB6NK60Z-1servitecolorNoch keine Bewertungen
- MATH 181-Oblique Triangles and Vectors (11) Term 0306Dokument16 SeitenMATH 181-Oblique Triangles and Vectors (11) Term 0306SharmaineTaguitagOmliNoch keine Bewertungen
- Routh-Hurwitz Stability CriterionDokument33 SeitenRouth-Hurwitz Stability CriterionFarhan d'Avenger0% (1)
- Phan Mem FBDokument919 SeitenPhan Mem FBAnonymous DNb6yWERfBNoch keine Bewertungen