Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Coilsim Integration With HysysDokument72 SeitenCoilsim Integration With HysysJamal Safdar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Siemens DP/PA Coupler, Active Field Distributors, DP/PA Link and Y Link Operating InstructionsDokument266 SeitenSiemens DP/PA Coupler, Active Field Distributors, DP/PA Link and Y Link Operating InstructionsmaseloNoch keine Bewertungen
- 192F Full Furnace Simulations and Optimization With Coilsim1DDokument21 Seiten192F Full Furnace Simulations and Optimization With Coilsim1DJamal SafdarNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Full Furnace Simulations and Optimization With COILSIM1DDokument35 SeitenFull Furnace Simulations and Optimization With COILSIM1DJamal SafdarNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Full Furnace Simulations and Optimization With COILSIM1DDokument35 SeitenFull Furnace Simulations and Optimization With COILSIM1DJamal SafdarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Synchronization Modules Synchronization Modules For S7-400HDokument34 SeitenSynchronization Modules Synchronization Modules For S7-400HJamal SafdarNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Lecture 2 Chem EngDokument14 SeitenLecture 2 Chem EngJamal SafdarNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Fault Tolerant Ethernet Status Server and Auxiliary Display Users Guide EPDOC-XX38-en-410Dokument36 SeitenFault Tolerant Ethernet Status Server and Auxiliary Display Users Guide EPDOC-XX38-en-410Jamal SafdarNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Aspen User ModelsDokument332 SeitenAspen User ModelsSurya Budi WidagdoNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Process Flow Diagram, The PFD: Chapter OneDokument8 SeitenThe Process Flow Diagram, The PFD: Chapter OneIslam DeifNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Appendix A Answers To Chapter 2 ExerciseDokument1 SeiteAppendix A Answers To Chapter 2 ExerciseRaja Prathap SinghNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Lit PPT PC Lec02Dokument51 SeitenLit PPT PC Lec02Jamal SafdarNoch keine Bewertungen
- Aus Awards Scholarships Policy HandbookDokument142 SeitenAus Awards Scholarships Policy Handbookmawiti91Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Lecture 2 Chem EngDokument14 SeitenLecture 2 Chem EngJamal SafdarNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Chemical EngDokument13 SeitenChemical EngJamal SafdarNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Chemical EngDokument13 SeitenChemical EngJamal SafdarNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Process Engineering: The IntroductionDokument14 SeitenProcess Engineering: The IntroductionJamal SafdarNoch keine Bewertungen
- StoichiometryDokument22 SeitenStoichiometryJamal SafdarNoch keine Bewertungen
- Chemical EngDokument17 SeitenChemical EngJamal SafdarNoch keine Bewertungen
- New Microsoft PowerPoint PresentationDokument30 SeitenNew Microsoft PowerPoint PresentationJamal SafdarNoch keine Bewertungen
- Welcome: Process Control Department of IAC, Lean Institute of TechnologyDokument89 SeitenWelcome: Process Control Department of IAC, Lean Institute of TechnologyJamal SafdarNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Welcome: Process Control Department of IAC, Lean Institute of TechnologyDokument89 SeitenWelcome: Process Control Department of IAC, Lean Institute of TechnologyJamal SafdarNoch keine Bewertungen
- LIT PPT TemplateDokument15 SeitenLIT PPT TemplateJamal SafdarNoch keine Bewertungen
- New Microsoft PowerPoint PresentationDokument30 SeitenNew Microsoft PowerPoint PresentationJamal SafdarNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Welcome: Process Control Department of IAC, Lean Institute of TechnologyDokument89 SeitenWelcome: Process Control Department of IAC, Lean Institute of TechnologyJamal SafdarNoch keine Bewertungen
- Fluid MechanicsDokument17 SeitenFluid MechanicsJamal SafdarNoch keine Bewertungen
- StoichiometryDokument22 SeitenStoichiometryJamal SafdarNoch keine Bewertungen
- Process Engineering: The IntroductionDokument14 SeitenProcess Engineering: The IntroductionJamal SafdarNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- StoichiometryDokument22 SeitenStoichiometryJamal SafdarNoch keine Bewertungen
- Flow Line Safety Restraint (FSR) System: Operation Instruction and Service ManualDokument60 SeitenFlow Line Safety Restraint (FSR) System: Operation Instruction and Service ManualChuoi DoNoch keine Bewertungen
- Uk W 08 2008Dokument48 SeitenUk W 08 2008vipulsietNoch keine Bewertungen
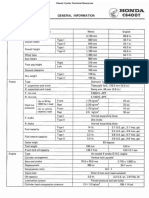
- Honda CB400 CM400 CB CM 400 Service Specifications ManualDokument13 SeitenHonda CB400 CM400 CB CM 400 Service Specifications ManualNirmala IddawalaNoch keine Bewertungen
- 2 1-2 Potter 4315Dokument2 Seiten2 1-2 Potter 4315Camilo AyalaNoch keine Bewertungen
- Milat Profile - Final VersionDokument24 SeitenMilat Profile - Final VersionE BNoch keine Bewertungen
- Katherine Davis, Gary Eddy, Alex Johannigman, Nathan ValdezDokument1 SeiteKatherine Davis, Gary Eddy, Alex Johannigman, Nathan Valdezanon_760617705Noch keine Bewertungen
- Transient - Chapter 4 - Cooling Water System Part 1Dokument32 SeitenTransient - Chapter 4 - Cooling Water System Part 1Muh HabzNoch keine Bewertungen
- Model Direct-Acting, Pressure Reducing/relieving Valve With Drain To Port 4Dokument1 SeiteModel Direct-Acting, Pressure Reducing/relieving Valve With Drain To Port 4mhasansharifiNoch keine Bewertungen
- EHN-R - T668-2 - Dosing Pump Cooling TowerDokument92 SeitenEHN-R - T668-2 - Dosing Pump Cooling TowerIndra Budhi KurniawanNoch keine Bewertungen
- CAT Diesel Engines BasicsDokument73 SeitenCAT Diesel Engines Basicsjetdede100% (2)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Imbibition WaterDokument4 SeitenImbibition WaterArun Gupta100% (3)
- Operating and Maintenance Manual - Sewage Treatment PlantDokument34 SeitenOperating and Maintenance Manual - Sewage Treatment Plantvaper12375% (4)
- Turbo-Generator Damage: Return To TOCDokument4 SeitenTurbo-Generator Damage: Return To TOCRani NoumanNoch keine Bewertungen
- TOTAL WALTHER CI-Technology: Technical ManualDokument140 SeitenTOTAL WALTHER CI-Technology: Technical ManualJORDAN LOPEZNoch keine Bewertungen
- Intro PipingDokument64 SeitenIntro PipingAjay Kumar92% (12)
- Lecture On Air Release ValvesDokument4 SeitenLecture On Air Release ValvesSangeet KarnaNoch keine Bewertungen
- Ba BM: Backflow Preventer With Verifiable Reduced Pressure Zone With Funnel IncorporatedDokument4 SeitenBa BM: Backflow Preventer With Verifiable Reduced Pressure Zone With Funnel IncorporatedPriyanka rajpurohitNoch keine Bewertungen
- User Manual Marex 375Dokument86 SeitenUser Manual Marex 375Elshan jalilzadehNoch keine Bewertungen
- Fiala PDFDokument52 SeitenFiala PDFRinjumon RinjuNoch keine Bewertungen
- Thermal Insulation Design-L-101 - Rev.01 PDFDokument65 SeitenThermal Insulation Design-L-101 - Rev.01 PDFzulfikar bamneNoch keine Bewertungen
- 41 23Dokument6 Seiten41 23Cornel DumitruNoch keine Bewertungen
- 2006 ATRA Seminar Manual ContentsDokument322 Seiten2006 ATRA Seminar Manual Contentschoco84100% (1)
- Safe OperationDokument1 SeiteSafe OperationM YunusNoch keine Bewertungen
- Steam TurbineDokument10 SeitenSteam TurbineAmeya Ranade100% (1)
- Topic No.4 AIRCRAFT WHEELSdocxDokument4 SeitenTopic No.4 AIRCRAFT WHEELSdocxSamarth SNoch keine Bewertungen
- PHC-0804.02-10.01 Rev D2 Isolation PhylosophyDokument18 SeitenPHC-0804.02-10.01 Rev D2 Isolation Phylosophyim4uim4uim4uNoch keine Bewertungen
- F Hand en Komplett WebDokument40 SeitenF Hand en Komplett Webgenius calvacheNoch keine Bewertungen
- Hyd0029 DX Control Valve KVMG 270Dokument39 SeitenHyd0029 DX Control Valve KVMG 270Abdelrahman SharafNoch keine Bewertungen
- Hydraulic Cartridge SystemsDokument15 SeitenHydraulic Cartridge SystemsHercules StyliarasNoch keine Bewertungen
- FPMC2014-7856: Efficiency Testing of An Adjustable Linkage Triplex PumpDokument7 SeitenFPMC2014-7856: Efficiency Testing of An Adjustable Linkage Triplex PumpFa TiNoch keine Bewertungen