Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Carbonisation of CoalDokument14 SeitenCarbonisation of CoalNikhil TanwarNoch keine Bewertungen
- Market Structure and Equilibrium: We Will Consider The Two Extreme Cases Perfect Competition MonopolyDokument18 SeitenMarket Structure and Equilibrium: We Will Consider The Two Extreme Cases Perfect Competition MonopolyNikhil TanwarNoch keine Bewertungen
- Co2 SequestrationDokument53 SeitenCo2 SequestrationNikhil TanwarNoch keine Bewertungen
- Manufacturing of Acrylic Acid PDFDokument39 SeitenManufacturing of Acrylic Acid PDFNikhil TanwarNoch keine Bewertungen
- Bio Chemical Separation Assignment No. 4Dokument3 SeitenBio Chemical Separation Assignment No. 4Nikhil TanwarNoch keine Bewertungen
- Ammonia NH3Dokument9 SeitenAmmonia NH3Nikhil TanwarNoch keine Bewertungen
- 2 Thermodynamic Property Methods in Aspen PlusDokument10 Seiten2 Thermodynamic Property Methods in Aspen PlusNikhil TanwarNoch keine Bewertungen
- OYO ROOMS Economics AssignmentDokument22 SeitenOYO ROOMS Economics AssignmentNikhil TanwarNoch keine Bewertungen
- Sugar IndustryDokument40 SeitenSugar IndustryNikhil TanwarNoch keine Bewertungen
- 1 Cement-1Dokument61 Seiten1 Cement-1Nikhil Tanwar100% (1)
- Gaseous FuelsDokument12 SeitenGaseous FuelsNikhil TanwarNoch keine Bewertungen
- Rate of Decomposition of H2O2Dokument41 SeitenRate of Decomposition of H2O2Beeta Moulik100% (1)
- Plasma Polymerized Hydrogel Thin Films ForDokument21 SeitenPlasma Polymerized Hydrogel Thin Films ForPriyanka SahooNoch keine Bewertungen
- (DORDADO) 1 Experiment No. 1 HydrocarbonsDokument8 Seiten(DORDADO) 1 Experiment No. 1 HydrocarbonsBitterground Corp.Noch keine Bewertungen
- LIFE Hymemb - Technical GuidelinesDokument30 SeitenLIFE Hymemb - Technical GuidelinesMichaelNoch keine Bewertungen
- Stereochemistry Chm125Dokument81 SeitenStereochemistry Chm125Nurin AthirahNoch keine Bewertungen
- Miralan: Q Wool Care ProductDokument5 SeitenMiralan: Q Wool Care ProductGokhan Rami100% (1)
- Unit Vi. Polymeric Materials: Topic OutlineDokument7 SeitenUnit Vi. Polymeric Materials: Topic OutlineIvyy Joyce BuanNoch keine Bewertungen
- TLC Method For DEG DetectionDokument7 SeitenTLC Method For DEG DetectionAbdullah KhudariNoch keine Bewertungen
- Cheng 2012Dokument22 SeitenCheng 2012Mohammad Javad KamaliNoch keine Bewertungen
- Anal. Chem. 1983, 55,: Foltr,"Dokument33 SeitenAnal. Chem. 1983, 55,: Foltr,"Lucian CuibusNoch keine Bewertungen
- Study Guide For Exam 1 F20Dokument4 SeitenStudy Guide For Exam 1 F20Adam KatzNoch keine Bewertungen
- Praxair Safety Data Sheet: 1. IdentificationDokument12 SeitenPraxair Safety Data Sheet: 1. IdentificationZiro DeenNoch keine Bewertungen
- Biomaterials in OrthepadicsDokument455 SeitenBiomaterials in OrthepadicsDeva Raj100% (2)
- Vlidation UV PDFDokument6 SeitenVlidation UV PDFYogie Pratama SandiNoch keine Bewertungen
- Metabolism of Fluorine Containing DrugsDokument30 SeitenMetabolism of Fluorine Containing DrugsAllen ShaNoch keine Bewertungen
- SABIC Lao ResearchDokument7 SeitenSABIC Lao Researchswaggeroni yololoNoch keine Bewertungen
- Lecture AZB - Stumbé 2021-2022methods of PolymerizationDokument48 SeitenLecture AZB - Stumbé 2021-2022methods of PolymerizationФарида СултановаNoch keine Bewertungen
- Prinsip Prinsip Reaksi PDFDokument10 SeitenPrinsip Prinsip Reaksi PDFSiti Marfu'ahNoch keine Bewertungen
- Chemical Periodicity: Richard Parsons, (Richardp) Therese Forsythe, (Theresef) Ck12 EditorDokument30 SeitenChemical Periodicity: Richard Parsons, (Richardp) Therese Forsythe, (Theresef) Ck12 EditoracmcNoch keine Bewertungen
- Lowell Guilbert On Porphyry Cu (36 Pags)Dokument36 SeitenLowell Guilbert On Porphyry Cu (36 Pags)rmiguelmera4733100% (1)
- Test Bank For Principles of General Chemistry 2nd Edition SilberbergDokument10 SeitenTest Bank For Principles of General Chemistry 2nd Edition Silberbergteniasisrehearsex8ei100% (15)
- Research Paper On AdsorptionDokument6 SeitenResearch Paper On Adsorptiongz98szx1100% (1)
- Ceramic Colorants: Richard A. Eppler, Eppler Associates, Cheshire, Connecticut 06410, United StatesDokument13 SeitenCeramic Colorants: Richard A. Eppler, Eppler Associates, Cheshire, Connecticut 06410, United StatesjaimeNoch keine Bewertungen
- Full Text 01Dokument135 SeitenFull Text 01Sulfuric Acid ChemNoch keine Bewertungen
- Partial DataDokument2 SeitenPartial DataKarla CeaNoch keine Bewertungen
- Study of Ground Water Quality Analysis in Industrial Zone of VisakhapatnamDokument6 SeitenStudy of Ground Water Quality Analysis in Industrial Zone of VisakhapatnamKanhiya MahourNoch keine Bewertungen
- Appendix: Results of Calculation of Polar HSP Via Equation Appendix A1 Table A1-5 % Difference MpaDokument1 SeiteAppendix: Results of Calculation of Polar HSP Via Equation Appendix A1 Table A1-5 % Difference MpapalanaruvaNoch keine Bewertungen
- 10 Science Notes 03 Metals and Non Metals 1Dokument9 Seiten10 Science Notes 03 Metals and Non Metals 1varunNoch keine Bewertungen
- Cbse Sample Paper For Class 11 ChemistryDokument11 SeitenCbse Sample Paper For Class 11 ChemistryAshutosh RautNoch keine Bewertungen
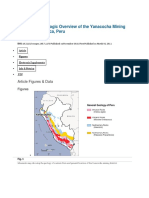
- Yanacocha Peru Teal&Benavides Geosci World Nov 2010Dokument9 SeitenYanacocha Peru Teal&Benavides Geosci World Nov 2010Dayber Choque AquinoNoch keine Bewertungen