Das könnte Ihnen auch gefallen
- The 5 Core ToolDokument17 SeitenThe 5 Core ToolRajesh GhoshNoch keine Bewertungen
- BMW FmeaDokument48 SeitenBMW FmeaDearRed FrankNoch keine Bewertungen
- Sample DFMEA - Full PackageDokument7 SeitenSample DFMEA - Full Packageabhisheksen.asindNoch keine Bewertungen
- 10 Steps To Conduct A DFMEADokument5 Seiten10 Steps To Conduct A DFMEAkirthi83Noch keine Bewertungen
- Effective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisVon EverandEffective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisBewertung: 4 von 5 Sternen4/5 (1)
- Process Flow/Control Plan WorksheetDokument4 SeitenProcess Flow/Control Plan WorksheetVu NguyenNoch keine Bewertungen
- Process Flow Chart Ext. RotorDokument6 SeitenProcess Flow Chart Ext. RotorVasile MarculescuNoch keine Bewertungen
- Jaimini Clues To Spirituality in A ChartDokument4 SeitenJaimini Clues To Spirituality in A ChartRocker byNoch keine Bewertungen
- GS-0002D, Design FMEADokument26 SeitenGS-0002D, Design FMEAmesa142100% (1)
- Guidelines For Making PFMEA - A PDFDokument10 SeitenGuidelines For Making PFMEA - A PDFKalimuthu PsNoch keine Bewertungen
- FMEADokument18 SeitenFMEASeshagiri furt67% (3)
- Procedure - Special CharacteristicsDokument13 SeitenProcedure - Special Characteristicsalexandru.ghiniaNoch keine Bewertungen
- CQI 9 3rd Edition Errata SheetDokument2 SeitenCQI 9 3rd Edition Errata SheetANONIMONoch keine Bewertungen
- Mechatronics MujDokument45 SeitenMechatronics MujRocker byNoch keine Bewertungen
- Apqp REV01Dokument152 SeitenApqp REV01venkat59cNoch keine Bewertungen
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Dokument2 SeitenFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PNoch keine Bewertungen
- Tokyo PresentationDokument109 SeitenTokyo PresentationMoti Ben-ZurNoch keine Bewertungen
- Process FmeaDokument8 SeitenProcess Fmeaanirudha samalNoch keine Bewertungen
- FMEA Guide-Q1Dokument161 SeitenFMEA Guide-Q1Vikas SinghNoch keine Bewertungen
- QA Processes, Tools and Metrics: Group 1Dokument18 SeitenQA Processes, Tools and Metrics: Group 1Rhea AgulayNoch keine Bewertungen
- PFMEADokument13 SeitenPFMEASarigameNoch keine Bewertungen
- Controlling The Assembly Process With The Use of SPCDokument6 SeitenControlling The Assembly Process With The Use of SPCSRIDHAREEE61Noch keine Bewertungen
- Root Cause & Corrective Action Corrective Action (RCCA) (RCCA)Dokument37 SeitenRoot Cause & Corrective Action Corrective Action (RCCA) (RCCA)Bisma Masood100% (1)
- Global 8d WorkbookDokument20 SeitenGlobal 8d Workbookapi-556601577Noch keine Bewertungen
- Information Systems For Managers Case Analysis-: "Cyber Breach at Target"Dokument3 SeitenInformation Systems For Managers Case Analysis-: "Cyber Breach at Target"NatashaNoch keine Bewertungen
- Failure Modes and Effects Analysis (FMEA) 1Dokument18 SeitenFailure Modes and Effects Analysis (FMEA) 1Muhamad Fauzi100% (4)
- How To Implement An Effective Fmea ProcessDokument31 SeitenHow To Implement An Effective Fmea ProcessAmir KhakzadNoch keine Bewertungen
- Error Proofing BasicsDokument16 SeitenError Proofing BasicsJohn OoNoch keine Bewertungen
- Mandatory Documentation IATF 16949 enDokument20 SeitenMandatory Documentation IATF 16949 enrajaNoch keine Bewertungen
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDokument85 SeitenWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaNoch keine Bewertungen
- Msa-R&R Training Program: DateDokument25 SeitenMsa-R&R Training Program: DateHarshad KulkarniNoch keine Bewertungen
- How Are They Related ?Dokument39 SeitenHow Are They Related ?MURALIDHRANoch keine Bewertungen
- Supplier PFMEA Workshop Rev 120814 OutvideoDokument32 SeitenSupplier PFMEA Workshop Rev 120814 OutvideoVladimir Rodriguez Beltran100% (1)
- FMEADokument42 SeitenFMEAibal_machine100% (1)
- COPQ Training - EPC (Repaired)Dokument15 SeitenCOPQ Training - EPC (Repaired)syedfahadraza627Noch keine Bewertungen
- Layer Process AuditDokument8 SeitenLayer Process AuditR JNoch keine Bewertungen
- FMEADokument64 SeitenFMEAbipin.chouguleNoch keine Bewertungen
- Failure Mode and Effect Analysis (FMEA)Dokument23 SeitenFailure Mode and Effect Analysis (FMEA)Parandhaman GRNoch keine Bewertungen
- Google's Country ExperiencesDokument5 SeitenGoogle's Country ExperiencesCsaba KöbliNoch keine Bewertungen
- Process Hazard Analysis: (Failure Mode Effect Analysis)Dokument41 SeitenProcess Hazard Analysis: (Failure Mode Effect Analysis)Nate JamesNoch keine Bewertungen
- Fmea Overview and RoadmapDokument47 SeitenFmea Overview and RoadmapLake HouseNoch keine Bewertungen
- SPC Training Material - 18!04!2018Dokument34 SeitenSPC Training Material - 18!04!2018Rajesh KumarNoch keine Bewertungen
- Statistical Process ControlDokument34 SeitenStatistical Process ControlSurya BakshiNoch keine Bewertungen
- NOTES Software Quality ManagementDokument382 SeitenNOTES Software Quality Managementgirish_kodagantiNoch keine Bewertungen
- Measurement System Analysis LabDokument32 SeitenMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Welcome - Day 3: Failure Mode and Effects AnalysisDokument48 SeitenWelcome - Day 3: Failure Mode and Effects AnalysisSanjeev SharmaNoch keine Bewertungen
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Dokument5 SeitenFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinNoch keine Bewertungen
- Application of Fmea Method in A Manufacturing Organization Focused On QualityDokument7 SeitenApplication of Fmea Method in A Manufacturing Organization Focused On QualityRudra DasNoch keine Bewertungen
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDokument6 SeitenDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNoch keine Bewertungen
- Quality Management AnswersDokument42 SeitenQuality Management AnswersVrushali Nayak100% (1)
- Variation and DefectsDokument16 SeitenVariation and DefectssushmaxNoch keine Bewertungen
- The Case Against The AIAG-VDA DFMEADokument22 SeitenThe Case Against The AIAG-VDA DFMEA57641Noch keine Bewertungen
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDokument3 SeitenRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNoch keine Bewertungen
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDokument26 SeitenCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNoch keine Bewertungen
- V and VDokument11 SeitenV and Vdakshina656087Noch keine Bewertungen
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Dokument100 SeitenISO9 - IATF16 - Combo - GAP - March - 2017 - 1Bruce GilchristNoch keine Bewertungen
- A FMEA-based Approach To Prioritize Waste Reduction in Lean ImplementationDokument22 SeitenA FMEA-based Approach To Prioritize Waste Reduction in Lean ImplementationLi NearNoch keine Bewertungen
- AIAG FMEA Manual The BenchmarkDokument2 SeitenAIAG FMEA Manual The BenchmarkUmer Al-FaisalNoch keine Bewertungen
- Potential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)Dokument20 SeitenPotential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)asamadhNoch keine Bewertungen
- 06 Breakout D-Quality Risk Management-Key MessagesDokument26 Seiten06 Breakout D-Quality Risk Management-Key MessagesAhmad KhreisatNoch keine Bewertungen
- RJUNGN104501 After DVV Review 2 12 19Dokument144 SeitenRJUNGN104501 After DVV Review 2 12 19Rocker byNoch keine Bewertungen
- 108 LSS GBO - Introduction To SPCDokument48 Seiten108 LSS GBO - Introduction To SPCRocker byNoch keine Bewertungen
- Course Outcome Mechanical DeptDokument263 SeitenCourse Outcome Mechanical DeptRocker byNoch keine Bewertungen
- MANIPAL UNIVERSITY JAIPUR (All Forms For PH.D.)Dokument26 SeitenMANIPAL UNIVERSITY JAIPUR (All Forms For PH.D.)Rocker byNoch keine Bewertungen
- School of Electrical, Electronics & Communication EngineeringDokument2 SeitenSchool of Electrical, Electronics & Communication EngineeringRocker byNoch keine Bewertungen
- B.tech-I.T 7 & 8 Semester Course WorkDokument16 SeitenB.tech-I.T 7 & 8 Semester Course WorkRocker byNoch keine Bewertungen
- Muj Times FebruaryDokument4 SeitenMuj Times FebruaryRocker byNoch keine Bewertungen
- CurriculumDokument63 SeitenCurriculumRocker byNoch keine Bewertungen
- NWMC Broucher 7Dokument2 SeitenNWMC Broucher 7Rocker byNoch keine Bewertungen
- Wernher Von Braun: An Ethical AnalysisDokument52 SeitenWernher Von Braun: An Ethical AnalysisRocker byNoch keine Bewertungen
- Control Systems Students PDFDokument23 SeitenControl Systems Students PDFRocker byNoch keine Bewertungen
- Control Systems Students PDFDokument23 SeitenControl Systems Students PDFRocker byNoch keine Bewertungen
- Chapter 11 (11-23-04)Dokument61 SeitenChapter 11 (11-23-04)Rocker byNoch keine Bewertungen
- VP Operations Job DescriptionDokument2 SeitenVP Operations Job DescriptionAmol Ghemud100% (1)
- Submitted By: Athira Sugathan 10258863 Deepu Pradeep 10248949 Navin Kumar 10265553Dokument10 SeitenSubmitted By: Athira Sugathan 10258863 Deepu Pradeep 10248949 Navin Kumar 10265553ammini kaosNoch keine Bewertungen
- Computer Organization and Assembly Language: Laboratory ManualDokument25 SeitenComputer Organization and Assembly Language: Laboratory ManualMohd ShahNoch keine Bewertungen
- GSB Solar Product Catalog A4Dokument40 SeitenGSB Solar Product Catalog A4mohamed husseinNoch keine Bewertungen
- Advantages and Disadvantages of Phase ModulationDokument1 SeiteAdvantages and Disadvantages of Phase ModulationbansenNoch keine Bewertungen
- Switch TI PG541Dokument3 SeitenSwitch TI PG541KeviinCarrilloNoch keine Bewertungen
- Nokia.Dokument1 SeiteNokia.kshiti ahireNoch keine Bewertungen
- SRT/2020-21/11/29 To. M/S Deputy Director Research Lab: Punjab PWD (B&R) PatialaDokument4 SeitenSRT/2020-21/11/29 To. M/S Deputy Director Research Lab: Punjab PWD (B&R) PatialaAyush GoyalNoch keine Bewertungen
- FS2Crew Airbus X Voice Control Manual PDFDokument49 SeitenFS2Crew Airbus X Voice Control Manual PDFViorica Sburlea-MarinNoch keine Bewertungen
- Location Update ScenarioDokument3 SeitenLocation Update ScenariomasanjayaNoch keine Bewertungen
- Final PPT A PRIVACY PRESERVING FRAMEWORK FOR PRESERVING MOBILE AD PDFDokument11 SeitenFinal PPT A PRIVACY PRESERVING FRAMEWORK FOR PRESERVING MOBILE AD PDFlechu-92Noch keine Bewertungen
- Pengenalan Dan Pemanfaatan Marketplace E-Commerce Untuk Pelaku Ukm Wilayah CilegonDokument8 SeitenPengenalan Dan Pemanfaatan Marketplace E-Commerce Untuk Pelaku Ukm Wilayah CilegonPemetaanPendidikanNoch keine Bewertungen
- Magnelis Warranty C5M ENDokument2 SeitenMagnelis Warranty C5M ENjames schembriNoch keine Bewertungen
- Verasys™ Bacnet® MS/TP Communications: Technical BulletinDokument24 SeitenVerasys™ Bacnet® MS/TP Communications: Technical BulletinMegaHyperMaxNoch keine Bewertungen
- Original PDF Computing Essentials 2019 27th Edition by Timothy OlearyDokument41 SeitenOriginal PDF Computing Essentials 2019 27th Edition by Timothy Olearypaul.shropshire768Noch keine Bewertungen
- Smart Drug Delivery SystemsDokument18 SeitenSmart Drug Delivery Systemsmamatha gNoch keine Bewertungen
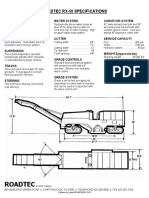
- RX 50 SpecDokument1 SeiteRX 50 SpecFelipe HernándezNoch keine Bewertungen
- LB2-UCxx-x Premium-Sound Cabinet Loudspeaker Range Data Sheet EnUSDokument6 SeitenLB2-UCxx-x Premium-Sound Cabinet Loudspeaker Range Data Sheet EnUSvtcuongNoch keine Bewertungen
- Review On Supply Chain Management of Coats Bangladesh PDFDokument14 SeitenReview On Supply Chain Management of Coats Bangladesh PDFSajeed Mahmud MaheeNoch keine Bewertungen
- Anushree Vinu: Education Technical SkillsDokument1 SeiteAnushree Vinu: Education Technical SkillsAnushree VinuNoch keine Bewertungen
- Matlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiDokument10 SeitenMatlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiDaniel Labiano AnduezaNoch keine Bewertungen
- QX Brochure PDFDokument16 SeitenQX Brochure PDFBibhas Kumar SamantaNoch keine Bewertungen
- Graseby MR10 - Respiration Monitor - Service ManualDokument34 SeitenGraseby MR10 - Respiration Monitor - Service ManualEduardoNoch keine Bewertungen
- Installation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateDokument2 SeitenInstallation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateXavier TamashiiNoch keine Bewertungen
- Velo 3D - PB-Sapphire-v1 - 05-Release-WebDokument2 SeitenVelo 3D - PB-Sapphire-v1 - 05-Release-Webravichandran0506Noch keine Bewertungen
- ABEn 145 - Tribunalo - Lab 4Dokument14 SeitenABEn 145 - Tribunalo - Lab 4Jaylou OpondaNoch keine Bewertungen
- F FC FC JG DDokument9 SeitenF FC FC JG DRAJANoch keine Bewertungen
- REPORTINGDokument55 SeitenREPORTINGSabharish KoruturuNoch keine Bewertungen