Das könnte Ihnen auch gefallen
- 08 PawDokument30 Seiten08 PawAnupam KushwahaNoch keine Bewertungen
- Weld RepireDokument91 SeitenWeld RepireالGINIRAL FREE FIRENoch keine Bewertungen
- Weldingdefects 150915053459 Lva1 App6892Dokument22 SeitenWeldingdefects 150915053459 Lva1 App6892Star GlacierNoch keine Bewertungen
- Surface Tension Transfer (STT) Pipe WeldingDokument3 SeitenSurface Tension Transfer (STT) Pipe WeldingahmedNoch keine Bewertungen
- Lincoln Welding MachineDokument4 SeitenLincoln Welding MachinemevansmetreelNoch keine Bewertungen
- Visual Testing 1Dokument16 SeitenVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNoch keine Bewertungen
- SPL - PQR-WPS-SWPS SmawDokument7 SeitenSPL - PQR-WPS-SWPS Smawgopuvinu4uNoch keine Bewertungen
- Welding Questions and AnswersDokument6 SeitenWelding Questions and Answersengrzia76Noch keine Bewertungen
- Heat Treatment of SteelsDokument6 SeitenHeat Treatment of SteelsSrinivas LaishettyNoch keine Bewertungen
- Heat Treatment of SteelDokument3 SeitenHeat Treatment of SteelKristine ReyesNoch keine Bewertungen
- Gas Metal Arc WeldingDokument52 SeitenGas Metal Arc WeldingBalakumarNoch keine Bewertungen
- 121 T BW FPDokument4 Seiten121 T BW FPA. ΒρατσισταNoch keine Bewertungen
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDokument102 SeitenWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNoch keine Bewertungen
- Gtaw+smaw 3G 566Dokument2 SeitenGtaw+smaw 3G 566YASAR ALINoch keine Bewertungen
- Wps FormatDokument2 SeitenWps FormatMeghan GhoneNoch keine Bewertungen
- WI & CERT Kelas EDokument22 SeitenWI & CERT Kelas EKevin ArmandoNoch keine Bewertungen
- SV Engineerings: Work InstructionDokument5 SeitenSV Engineerings: Work InstructionPrakash RajNoch keine Bewertungen
- WI-02 Thermal CuttingDokument16 SeitenWI-02 Thermal CuttingPrakash RajNoch keine Bewertungen
- FCAW Unit TestDokument4 SeitenFCAW Unit TestSatish KeskarNoch keine Bewertungen
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Dokument60 Seiten3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNoch keine Bewertungen
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Dokument2 SeitenWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNoch keine Bewertungen
- WC514Dokument1 SeiteWC51455312714Noch keine Bewertungen
- Lecture 1427492067Dokument356 SeitenLecture 1427492067Abhilash SahooNoch keine Bewertungen
- Welding SGDokument76 SeitenWelding SGPrasoon ChaturvediNoch keine Bewertungen
- 16 Welding ConsumablesDokument63 Seiten16 Welding ConsumablesJawed AkhterNoch keine Bewertungen
- Physics of Welding Better VersionDokument3 SeitenPhysics of Welding Better VersionKhurram RehmanNoch keine Bewertungen
- Materials and Qualification Procedures For Ships: Book ADokument15 SeitenMaterials and Qualification Procedures For Ships: Book AJavier del AngelNoch keine Bewertungen
- Welding ErrorsDokument42 SeitenWelding ErrorsSiva Sankara Narayanan SubramanianNoch keine Bewertungen
- A Brief Synopsis ofDokument54 SeitenA Brief Synopsis ofNO ONENoch keine Bewertungen
- BOC 216295 GeneralGasesBrochure AUS v12Dokument28 SeitenBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNoch keine Bewertungen
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDokument60 SeitenInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanNoch keine Bewertungen
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Dokument7 Seiten(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNoch keine Bewertungen
- BohlerThyssen PDFDokument386 SeitenBohlerThyssen PDFElMacheteDelHuesoNoch keine Bewertungen
- Rail WeldingDokument4 SeitenRail WeldingOlga Sandoval RomeroNoch keine Bewertungen
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Dokument21 SeitenTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Welding Requirements For The CE MarkDokument2 SeitenWelding Requirements For The CE MarkAekJayNoch keine Bewertungen
- Unit II - mt1Dokument24 SeitenUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- Declaration of Perormance-Le-ZnDokument4 SeitenDeclaration of Perormance-Le-ZnDavid SeeNoch keine Bewertungen
- CIGWELDDokument244 SeitenCIGWELDrodastrid5653100% (1)
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDokument59 Seiten2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNoch keine Bewertungen
- Wopq Format Asme Qw-360Dokument1 SeiteWopq Format Asme Qw-360Anonymous S33n8gNoch keine Bewertungen
- KEMPPI Welding Technology Course: R.BanerjeeDokument78 SeitenKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNoch keine Bewertungen
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDokument390 SeitenFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNoch keine Bewertungen
- Shielded Metal Arc Welding: Mild Steel III (E6011)Dokument33 SeitenShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNoch keine Bewertungen
- How To Write A Welding Procedure SpecificationDokument10 SeitenHow To Write A Welding Procedure SpecificationHoang LamNoch keine Bewertungen
- GMAW FundamentalsDokument18 SeitenGMAW FundamentalsYusup MulyanaNoch keine Bewertungen
- 1.06 Introduction To GSAW Process IWE May2019Dokument157 Seiten1.06 Introduction To GSAW Process IWE May2019rohit mathankerNoch keine Bewertungen
- MT Sample ProcedureDokument7 SeitenMT Sample ProcedureAgustine SetiawanNoch keine Bewertungen
- Welding Processes PDFDokument27 SeitenWelding Processes PDFSarjitoNoch keine Bewertungen
- Shielding Gases: Fig. 1: Effect of Oxygen Additions To ArgoDokument8 SeitenShielding Gases: Fig. 1: Effect of Oxygen Additions To Argovijju ajjuNoch keine Bewertungen
- Shielding Gases ACM Vs CO2Dokument34 SeitenShielding Gases ACM Vs CO2ukavathekar100% (2)
- Choosing Shielding Gases For Arc Welding - The FabricatorDokument5 SeitenChoosing Shielding Gases For Arc Welding - The FabricatornateNoch keine Bewertungen
- America: This Presentation Is Provided To You byDokument32 SeitenAmerica: This Presentation Is Provided To You byarunradNoch keine Bewertungen
- Study of Shielded Gases For MIG WeldingDokument5 SeitenStudy of Shielded Gases For MIG WeldingRajesh KumarNoch keine Bewertungen
- Simplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005Dokument4 SeitenSimplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005essnelsonNoch keine Bewertungen
- Choosing Shielding Gas Fcaw Wj0310-30Dokument4 SeitenChoosing Shielding Gas Fcaw Wj0310-30Siva SubramaniNoch keine Bewertungen
- IAB-252r3-16 M1-1.6 Introduction To Gas Shielded Arc Welding PDFDokument71 SeitenIAB-252r3-16 M1-1.6 Introduction To Gas Shielded Arc Welding PDFkatfy1Noch keine Bewertungen
- The Evolution of Shielding GasDokument3 SeitenThe Evolution of Shielding GasSharad ShahNoch keine Bewertungen
- Active Shielding Gases - ESABDokument3 SeitenActive Shielding Gases - ESABGabor VatoNoch keine Bewertungen
- Other Welding Processes - M.Vasudevan-1Dokument63 SeitenOther Welding Processes - M.Vasudevan-1varunNoch keine Bewertungen
- Wear & ErosionDokument15 SeitenWear & ErosionvarunNoch keine Bewertungen
- 3surfacehardening 170709023316 PDFDokument17 Seiten3surfacehardening 170709023316 PDFvarunNoch keine Bewertungen
- CRYOGENICDokument1 SeiteCRYOGENICvarunNoch keine Bewertungen
- Shielding GasesDokument26 SeitenShielding GasesvarunNoch keine Bewertungen
- Radiography BookDokument40 SeitenRadiography BookBijo Mathew100% (1)
- Manu Fact Ech Lecture 2 and 3Dokument125 SeitenManu Fact Ech Lecture 2 and 3Sasi aeroNoch keine Bewertungen
- Manu Fact Ech Lecture 2 and 3Dokument125 SeitenManu Fact Ech Lecture 2 and 3Sasi aeroNoch keine Bewertungen
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDokument4 SeitenWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
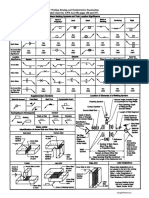
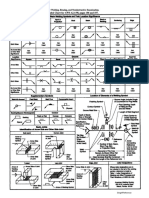
- AWS Welding Symbols PDFDokument2 SeitenAWS Welding Symbols PDFvarunNoch keine Bewertungen
- TOEFL Speaking RubricsDokument2 SeitenTOEFL Speaking RubricsApoorv MahajanNoch keine Bewertungen
- TOEFL Reading ChecklistDokument2 SeitenTOEFL Reading ChecklistkishoreNoch keine Bewertungen
- Welding Symbols PDFDokument2 SeitenWelding Symbols PDFvarunNoch keine Bewertungen
- Is - 2062.2011 PDFDokument17 SeitenIs - 2062.2011 PDFN GANESAMOORTHYNoch keine Bewertungen
- Casting DefectsDokument7 SeitenCasting DefectsvarunNoch keine Bewertungen
- Welding Symbols PDFDokument2 SeitenWelding Symbols PDFvarunNoch keine Bewertungen
- Is - 2062.2011 PDFDokument17 SeitenIs - 2062.2011 PDFN GANESAMOORTHYNoch keine Bewertungen
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokument18 SeitenIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNoch keine Bewertungen
- Asme Ix QW PDFDokument183 SeitenAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- Is 4853 1982 PDFDokument20 SeitenIs 4853 1982 PDFvarunNoch keine Bewertungen
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokument18 SeitenIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNoch keine Bewertungen
- Fly by WireDokument26 SeitenFly by WirevarunNoch keine Bewertungen
- 3d Printing ProcessDokument24 Seiten3d Printing ProcessvarunNoch keine Bewertungen
- Is - 2062.2011 PDFDokument17 SeitenIs - 2062.2011 PDFN GANESAMOORTHYNoch keine Bewertungen
- Weldability of Materials SteelsDokument7 SeitenWeldability of Materials SteelsvarunNoch keine Bewertungen
- 05 - Phase Transformation in Welding PDFDokument36 Seiten05 - Phase Transformation in Welding PDFIrfan KhanNoch keine Bewertungen
- Formation of Partially Melted Zone and It's DifficultiesDokument18 SeitenFormation of Partially Melted Zone and It's DifficultiesvarunNoch keine Bewertungen
- Single Composite Beam With Deck Slab Design - ISMBDokument94 SeitenSingle Composite Beam With Deck Slab Design - ISMBHAZIRACFS SURAT100% (1)
- Starter Assy (1.3Kw) (1Az-Fe) : OverhaulDokument6 SeitenStarter Assy (1.3Kw) (1Az-Fe) : OverhaulHenry SilvaNoch keine Bewertungen
- Servicemanual PanasonicDokument62 SeitenServicemanual PanasonicYsabelle Tagaruma100% (1)
- Irwin, Kraft, Paris and Wells 1967Dokument78 SeitenIrwin, Kraft, Paris and Wells 1967Nelson AlvarezNoch keine Bewertungen
- CPY-375, CPY-560 Cylinder Valve Assemblies - 2-1-2 Inch Discharge Port, Data SheetDokument4 SeitenCPY-375, CPY-560 Cylinder Valve Assemblies - 2-1-2 Inch Discharge Port, Data Sheetcham hoiNoch keine Bewertungen
- Dokumen - Tips - l136 T Ti L086ti Ad136 T Ti Ad086ti Mlyr 2005m000456599898 8082b PDFDokument95 SeitenDokumen - Tips - l136 T Ti L086ti Ad136 T Ti Ad086ti Mlyr 2005m000456599898 8082b PDFroosseno100% (1)
- Uses and Applications of Cast Aluminium AlloysDokument6 SeitenUses and Applications of Cast Aluminium AlloysrahulNoch keine Bewertungen
- General Description: Gr56C-Zid - GQ.CR - 116180/A01 - Portfolio U+Na - Cpro EcblueDokument11 SeitenGeneral Description: Gr56C-Zid - GQ.CR - 116180/A01 - Portfolio U+Na - Cpro EcblueviniciusschwabNoch keine Bewertungen
- PDAM Detail JunctionDokument4 SeitenPDAM Detail JunctionC. A. ArdhaniNoch keine Bewertungen
- Macho para Roscas PDFDokument74 SeitenMacho para Roscas PDFecavalinNoch keine Bewertungen
- Structural Culvert Design NigeriaDokument54 SeitenStructural Culvert Design Nigeriasidiq7100% (2)
- Geely 16Dokument416 SeitenGeely 16Ferran AlfonsoNoch keine Bewertungen
- Robot Dynamics Equations and AlgorithmsDokument10 SeitenRobot Dynamics Equations and Algorithmsأحمد دعبسNoch keine Bewertungen
- HeliCoil Tangless InsertsDokument6 SeitenHeliCoil Tangless InsertsAce Industrial SuppliesNoch keine Bewertungen
- DTC P0500 Vehicle Speed Sensor Malfunction: Circuit DescriptionDokument3 SeitenDTC P0500 Vehicle Speed Sensor Malfunction: Circuit DescriptionJimmyNoch keine Bewertungen
- Measurements of Thermal Contact M Rosochowska-2003Dokument7 SeitenMeasurements of Thermal Contact M Rosochowska-2003ThirumalaimuthukumaranMohanNoch keine Bewertungen
- CE 3141 Structural Theory Lecture 1 2023Dokument27 SeitenCE 3141 Structural Theory Lecture 1 2023Cyan SethNoch keine Bewertungen
- MDS-C1 Series SPECIFICATIONS MANUAL bnp-c3040 (Eng) DDokument265 SeitenMDS-C1 Series SPECIFICATIONS MANUAL bnp-c3040 (Eng) DEdimilson RodriguesNoch keine Bewertungen
- Socket Weld and Threaded FittingsDokument34 SeitenSocket Weld and Threaded Fittingsafarid_123Noch keine Bewertungen
- Presentation On CFD Analysis of The Engine Room Ventilation System of A Ship Inland Cargo Ship (Dos) Inland Cargo Ship (Class)Dokument10 SeitenPresentation On CFD Analysis of The Engine Room Ventilation System of A Ship Inland Cargo Ship (Dos) Inland Cargo Ship (Class)TARIQUL EMONNoch keine Bewertungen
- Mechanical Calculation Sheet Drafting Procedure PDFDokument50 SeitenMechanical Calculation Sheet Drafting Procedure PDFlongnhar100% (10)
- 004 VSL Datasheets US-ADokument22 Seiten004 VSL Datasheets US-Akmabd100% (1)
- ComparatorsDokument25 SeitenComparatorsMayank KhinchiNoch keine Bewertungen
- PHYS 101 - General Physics I Midterm Exam 2 Solutions: Duration: 90 Minutes Saturday, 14 December 2019 10:00Dokument4 SeitenPHYS 101 - General Physics I Midterm Exam 2 Solutions: Duration: 90 Minutes Saturday, 14 December 2019 10:00Mohammed AL-sharafiNoch keine Bewertungen
- Technical Specification - Rotary Switches LW26-N SeriesDokument3 SeitenTechnical Specification - Rotary Switches LW26-N SeriesAleksandar Sasa SeferovicNoch keine Bewertungen
- Design Report FinalDokument68 SeitenDesign Report FinalAsiri MihiranNoch keine Bewertungen
- Lec 15 - Fluidity of Liquid MetalDokument16 SeitenLec 15 - Fluidity of Liquid MetalZakaria AguezzarNoch keine Bewertungen
- Subsea SystemsDokument22 SeitenSubsea Systemsajujk100% (2)
- World Class Visual Lubrication Reliability ProgramDokument53 SeitenWorld Class Visual Lubrication Reliability ProgramJuan Jiménez GamezNoch keine Bewertungen
- Rigid Pavement at IPTMDokument33 SeitenRigid Pavement at IPTMPadma ShahiNoch keine Bewertungen