Das könnte Ihnen auch gefallen
- WX100 Fastener Finish Speecification PDFDokument16 SeitenWX100 Fastener Finish Speecification PDFJulion2009Noch keine Bewertungen
- AMS2406 Plating, Chromium Hard Deposit Rev. NDokument7 SeitenAMS2406 Plating, Chromium Hard Deposit Rev. NRubén Eduardo Galindo CarmonaNoch keine Bewertungen
- Absen Shift 2A 11-08-21Dokument7 SeitenAbsen Shift 2A 11-08-21Mas OziiNoch keine Bewertungen
- Skripsi Tanpa Bab Pembahasan PDFDokument56 SeitenSkripsi Tanpa Bab Pembahasan PDFMajid Al-katiriNoch keine Bewertungen
- Soal Kindin LatihanDokument2 SeitenSoal Kindin LatihanRudyPrawiraNegaraNoch keine Bewertungen
- Overview STG-BB Untuk KPDokument56 SeitenOverview STG-BB Untuk KPJibraltar Amin SyamNoch keine Bewertungen
- Pengantar Karakterisasi MaterialDokument19 SeitenPengantar Karakterisasi MaterialGustamaManaluNoch keine Bewertungen
- Artikel PLTSDokument8 SeitenArtikel PLTSKojiro HadateNoch keine Bewertungen
- Classification of Internal Combustion EnginesDokument33 SeitenClassification of Internal Combustion EnginesPraveen SharmaNoch keine Bewertungen
- Ferritic Stainless Stell 1.4003Dokument4 SeitenFerritic Stainless Stell 1.4003rusf123Noch keine Bewertungen
- Perancangan Dan Analisis Statik Chassis Kendaraan Shell Eco Marathon Tipe Urban ConceptDokument6 SeitenPerancangan Dan Analisis Statik Chassis Kendaraan Shell Eco Marathon Tipe Urban ConceptGuntur Pramana Edy PutraNoch keine Bewertungen
- SKMM1113 Week 6 - Torsion (Inderterminate)Dokument3 SeitenSKMM1113 Week 6 - Torsion (Inderterminate)kamalnathNoch keine Bewertungen
- 2017 Metal Cutting Metal Forming MetrologyDokument186 Seiten2017 Metal Cutting Metal Forming MetrologyKaibalya MishraNoch keine Bewertungen
- SKRIPSI GeneratorDokument44 SeitenSKRIPSI GeneratorwisnuNoch keine Bewertungen
- Scan Anjef-DikonversiDokument1 SeiteScan Anjef-DikonversiridhowibiiNoch keine Bewertungen
- CAST MT 001, Rev.0 Pressure VesselDokument10 SeitenCAST MT 001, Rev.0 Pressure VesselFendi100% (1)
- Laporan AnsysDokument18 SeitenLaporan AnsysBoyos HitssNoch keine Bewertungen
- Tabel VCDokument1 SeiteTabel VCgame downloadNoch keine Bewertungen
- Cap Screw ManufactureDokument2 SeitenCap Screw Manufacturealif hasyimNoch keine Bewertungen
- Training Material of UNA-620A System (Asahi Kasei) 170725Dokument33 SeitenTraining Material of UNA-620A System (Asahi Kasei) 170725Vensy PutraNoch keine Bewertungen
- Laser Beam MachiningDokument3 SeitenLaser Beam MachiningKeerthi VarmanNoch keine Bewertungen
- Besi UNP PDFDokument2 SeitenBesi UNP PDFMuhammad IdrusNoch keine Bewertungen
- Data Sheet Pompa SentrifugalDokument2 SeitenData Sheet Pompa Sentrifugalsiaga 1Noch keine Bewertungen
- Analysis RELATIVE-VELOCITY-METHODDokument7 SeitenAnalysis RELATIVE-VELOCITY-METHODGooftilaaAniJiraachuunkooYesusiinNoch keine Bewertungen
- Tensiometer Du NouyDokument1 SeiteTensiometer Du Nouyjajang nurjamanNoch keine Bewertungen
- A Motor Shaft Rotating at 1440 R.P.M. Has To Trans...Dokument4 SeitenA Motor Shaft Rotating at 1440 R.P.M. Has To Trans...Muhammad TaimoorNoch keine Bewertungen
- Lakhtin Engineering Physical MetallurgyDokument478 SeitenLakhtin Engineering Physical MetallurgyMd EhteshamNoch keine Bewertungen
- Datasheet For Metals ST 90 PCDokument2 SeitenDatasheet For Metals ST 90 PCGalNoch keine Bewertungen
- Simulation of Case DepthDokument8 SeitenSimulation of Case DepthyanuarNoch keine Bewertungen
- GP1A30R: OPIC Photointerrupter With Encoder FunctionDokument4 SeitenGP1A30R: OPIC Photointerrupter With Encoder FunctionnospherathusNoch keine Bewertungen
- XC Flanged CouplingsDokument6 SeitenXC Flanged Couplingstexwan_Noch keine Bewertungen
- 1 Torsion TestDokument4 Seiten1 Torsion TestArda ÇolakNoch keine Bewertungen
- Project PPT FinalDokument8 SeitenProject PPT Finalsayandh spNoch keine Bewertungen
- Tentangg Posisi Pengelasan PDFDokument7 SeitenTentangg Posisi Pengelasan PDFIan NikoNoch keine Bewertungen
- Memoria Ram 6264Dokument14 SeitenMemoria Ram 6264DOMINGOS ALADIRNoch keine Bewertungen
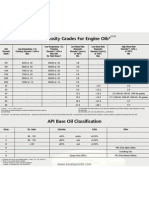
- SAE Viscosity ClassificationDokument1 SeiteSAE Viscosity ClassificationTudor RatiuNoch keine Bewertungen
- Alloy CuMg0,2Dokument17 SeitenAlloy CuMg0,2Tarun BhatejaNoch keine Bewertungen
- Siphon Breaker Valves (Accessories)Dokument2 SeitenSiphon Breaker Valves (Accessories)mikeswordsNoch keine Bewertungen
- Non Traditional ProcessDokument22 SeitenNon Traditional ProcessHarinath GowdNoch keine Bewertungen
- GEDP & DDF PresentationDokument20 SeitenGEDP & DDF Presentationmohsinaliqureshi02Noch keine Bewertungen
- Perencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida GasDokument10 SeitenPerencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida Gasismail khasanNoch keine Bewertungen
- Soudronic Cantec - Can-O-Mat - IIDokument6 SeitenSoudronic Cantec - Can-O-Mat - IIarun kumarNoch keine Bewertungen
- Mesin Perkakas FraisDokument69 SeitenMesin Perkakas FraisFauzi AkbarNoch keine Bewertungen
- Teknik PengelasanDokument84 SeitenTeknik PengelasanluhurNoch keine Bewertungen
- One Way Bearings PDFDokument3 SeitenOne Way Bearings PDFMahesh Daxini ThakkerNoch keine Bewertungen
- Presentation Energi Entelemi Indonesia - 2021 Rev.0Dokument9 SeitenPresentation Energi Entelemi Indonesia - 2021 Rev.0Bram AzaryaNoch keine Bewertungen
- Presentasi Design WPS - 1 Dec 10 BWDokument43 SeitenPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNoch keine Bewertungen
- Sizing Heat ExchangersDokument8 SeitenSizing Heat Exchangerstyberius7Noch keine Bewertungen
- Stainless Steel Aisi 304 Terhadap Sifat MekanisDokument10 SeitenStainless Steel Aisi 304 Terhadap Sifat Mekanis-AS-Noch keine Bewertungen
- Syarat Ujian Tengah Semester Ganjil Politeknik Negeri Banyuwangi TAHUN AJARAN 2020/2021Dokument6 SeitenSyarat Ujian Tengah Semester Ganjil Politeknik Negeri Banyuwangi TAHUN AJARAN 2020/2021Ndarudwi VermansyahNoch keine Bewertungen
- CFPP IndonesiaDokument4 SeitenCFPP IndonesiaSudi ArtoNoch keine Bewertungen
- Material Selection Using Ashby MethodDokument6 SeitenMaterial Selection Using Ashby MethodRaúl AnelNoch keine Bewertungen
- Analisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanDokument10 SeitenAnalisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanNurkholis NurkholisNoch keine Bewertungen
- Analisis Kekuatan Tarik Dan Lentur Komposit Serat Gelas Jenis Woven Dengan Matriks Epoxy Dan Polyyester Berlapis Simetri Dengan MetodA Manufactu Hand Lay-UpDokument5 SeitenAnalisis Kekuatan Tarik Dan Lentur Komposit Serat Gelas Jenis Woven Dengan Matriks Epoxy Dan Polyyester Berlapis Simetri Dengan MetodA Manufactu Hand Lay-Upruslysmg100% (1)
- Data Pengukuran BFPT ADokument3 SeitenData Pengukuran BFPT AazisyuswandiNoch keine Bewertungen
- Weld TestingDokument51 SeitenWeld Testingdwimukh360Noch keine Bewertungen
- Weld TestingDokument51 SeitenWeld TestingSasthi HensNoch keine Bewertungen
- Welding TestDokument51 SeitenWelding TestSwapnil Modak100% (1)
- Weld TestingDokument47 SeitenWeld TestingPraveen SaravanabavaNoch keine Bewertungen
- WeldingDokument45 SeitenWeldingParveen KumarNoch keine Bewertungen
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingVon EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNoch keine Bewertungen
- Aluminium Alloy U Channel - : Astm B221 / Astm B557Dokument2 SeitenAluminium Alloy U Channel - : Astm B221 / Astm B557fery indrawanNoch keine Bewertungen
- KEB - proII ppt2 Sheet MetalDokument85 SeitenKEB - proII ppt2 Sheet MetalKEBIRNoch keine Bewertungen
- Brass Properties PDFDokument2 SeitenBrass Properties PDFmaarten S.Noch keine Bewertungen
- Quotation: Fuxin Steel Buildings Co., Ltd. F14 KMH Industrial Park, Chom Chao, Posenchey Phnom Penh, CambodiaDokument1 SeiteQuotation: Fuxin Steel Buildings Co., Ltd. F14 KMH Industrial Park, Chom Chao, Posenchey Phnom Penh, CambodiaChi HourNoch keine Bewertungen
- JISG3459Dokument39 SeitenJISG3459Son-Tuan PhamNoch keine Bewertungen
- Hydrogen Embrittlement: High Temperature Hydrogen AttackDokument4 SeitenHydrogen Embrittlement: High Temperature Hydrogen AttackRaghvendra SinghNoch keine Bewertungen
- Alloy 400 PDFDokument12 SeitenAlloy 400 PDFwasatiah05Noch keine Bewertungen
- Sand - Casting (1) 2Dokument18 SeitenSand - Casting (1) 2Abdo MohammedNoch keine Bewertungen
- Steel - Lack of FusionDokument6 SeitenSteel - Lack of FusionJose ContrerasNoch keine Bewertungen
- BS en Iso 3834-5 2015Dokument18 SeitenBS en Iso 3834-5 2015dan100% (2)
- Summer Internship 2Dokument13 SeitenSummer Internship 2JatinNoch keine Bewertungen
- Catalog WimDokument16 SeitenCatalog WimIbnu RidhoNoch keine Bewertungen
- Draft WPS Welder R0Dokument51 SeitenDraft WPS Welder R0R Bernanda Argandhi SaputraNoch keine Bewertungen
- Bolts Material Selection PDFDokument10 SeitenBolts Material Selection PDFskarapournos100% (1)
- 9% Nickel Steel WeldingDokument11 Seiten9% Nickel Steel WeldingSridharan ChandranNoch keine Bewertungen
- Astm 1008Dokument10 SeitenAstm 1008Waqas Raja100% (1)
- Electro GalvanizedDokument5 SeitenElectro Galvanizedrazor75apNoch keine Bewertungen
- Non Ferrous Metals and AlloysDokument10 SeitenNon Ferrous Metals and AlloysKarthik SubramaniNoch keine Bewertungen
- Nuevo Catalogo - Ray Bay San NicolasDokument37 SeitenNuevo Catalogo - Ray Bay San NicolasAna Belén Catalin MalinNoch keine Bewertungen
- 6 Nickel Determination by ColorimetryDokument5 Seiten6 Nickel Determination by ColorimetryManni cNoch keine Bewertungen
- 118 Elements List With Symbol and Atomic NumberDokument5 Seiten118 Elements List With Symbol and Atomic NumberAKSHARA MIRYALANoch keine Bewertungen
- WeldingDokument23 SeitenWeldingSuneel Kumar MeenaNoch keine Bewertungen
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Dokument12 SeitenFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNoch keine Bewertungen
- Tabel Baut 1Dokument258 SeitenTabel Baut 1Devit HamdansyahNoch keine Bewertungen
- 347H Stabilizing Heat TreatmentDokument18 Seiten347H Stabilizing Heat TreatmentOswinNoch keine Bewertungen
- Conenctors in FPDDokument18 SeitenConenctors in FPDheycoolalexNoch keine Bewertungen
- 6061 Aluminum Sheet SuppliersDokument8 Seiten6061 Aluminum Sheet Supplierssanghvi overseas incNoch keine Bewertungen