Das könnte Ihnen auch gefallen
- UTDokument79 SeitenUTkumargpalani100% (1)
- Twi Basic MetallurgyDokument72 SeitenTwi Basic MetallurgySaut Maruli Tua SamosirNoch keine Bewertungen
- Visual Testing: Level I and II: Course OutlineDokument3 SeitenVisual Testing: Level I and II: Course OutlineMohammed Al-Odat100% (1)
- DefectologyDokument91 SeitenDefectologySivasankaran Raju100% (6)
- NDT20 Course NotesDokument278 SeitenNDT20 Course Noteshazzleraflet100% (11)
- Welding ConsumablesDokument86 SeitenWelding ConsumablesLương Hồ Vũ100% (1)
- Paola de Bono - Quality Assurance in Laser WeldingDokument18 SeitenPaola de Bono - Quality Assurance in Laser WeldingABRAHAM SILVA HERNANDEZNoch keine Bewertungen
- 04 Briony Holmes - TWI PDFDokument32 Seiten04 Briony Holmes - TWI PDFSupratim Biswas100% (2)
- CWEng SampleQuestionsDokument8 SeitenCWEng SampleQuestionsSungJun ParkNoch keine Bewertungen
- R1 Part 1 TWIDokument56 SeitenR1 Part 1 TWIYasir NassrullahNoch keine Bewertungen
- Radiography LatestDokument76 SeitenRadiography LatestSavad Alwye100% (4)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyDokument53 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- Twi Ut Notes PDFDokument158 SeitenTwi Ut Notes PDFGanesh Sekar100% (1)
- 10 Common Types of CorrosionDokument5 Seiten10 Common Types of CorrosionrharphelleNoch keine Bewertungen
- Inspection Criteria and Quality Systems For Welded Steel StructuresDokument32 SeitenInspection Criteria and Quality Systems For Welded Steel Structuresp2pcreepNoch keine Bewertungen
- Iws Materials and Their Behaviour PDFDokument282 SeitenIws Materials and Their Behaviour PDFkatfy1Noch keine Bewertungen
- Radiography Part 1 - TWI PDFDokument7 SeitenRadiography Part 1 - TWI PDFPahe DriveNoch keine Bewertungen
- HAZOP Worksheets: Item Guide Word Deviation Possible Causes ConsequencesDokument8 SeitenHAZOP Worksheets: Item Guide Word Deviation Possible Causes Consequencesdvian50% (2)
- NDT31-Eddy Current Testing (ET)Dokument467 SeitenNDT31-Eddy Current Testing (ET)ist9399380% (15)
- Thermal Cutting ProcessesDokument18 SeitenThermal Cutting ProcessesLương Hồ VũNoch keine Bewertungen
- RTI - Rev.2010 (NDT2A 2B Course Notes)Dokument191 SeitenRTI - Rev.2010 (NDT2A 2B Course Notes)Adil Hasanov100% (1)
- Visual Testing: Methods, Principles and ApplicationsDokument25 SeitenVisual Testing: Methods, Principles and ApplicationsSanja Cvijanovic75% (4)
- Paut Fullnotes 160717135748Dokument7 SeitenPaut Fullnotes 160717135748Manoj VishwakarmaNoch keine Bewertungen
- Twi Ut Level 11Dokument229 SeitenTwi Ut Level 11Vijayananda Ananda70% (10)
- Ultrasonic Testing Ndt4 Rev 0: TWI LTD, Training & Examination ServicesDokument114 SeitenUltrasonic Testing Ndt4 Rev 0: TWI LTD, Training & Examination Servicesphutd09Noch keine Bewertungen
- Welding Defect TWI CSWIPDokument54 SeitenWelding Defect TWI CSWIPMahdi Daly100% (4)
- 6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFDokument23 Seiten6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFhailay83Noch keine Bewertungen
- VISUALDokument57 SeitenVISUALasma100% (2)
- IIW Diploma - DAC1 Course Notes PDFDokument243 SeitenIIW Diploma - DAC1 Course Notes PDFTan Billy100% (3)
- Competitive Solutions For Joining TechnologyDokument19 SeitenCompetitive Solutions For Joining Technologyjy12bhuNoch keine Bewertungen
- Ut TwiDokument99 SeitenUt TwiHao TranNoch keine Bewertungen
- Fabrication, Inspection, and Testing of Pressure VesselsDokument75 SeitenFabrication, Inspection, and Testing of Pressure VesselsAsad Iqbal Siddiqui71% (7)
- 14-WIS5 Consumables 2006Dokument76 Seiten14-WIS5 Consumables 2006Rob WillestoneNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokument91 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- NDT (Ut) - Twi - Part (4) .Dokument31 SeitenNDT (Ut) - Twi - Part (4) .nanivenkatgauravNoch keine Bewertungen
- Heat Treatment of SteelsDokument162 SeitenHeat Treatment of SteelsINSTECH ConsultingNoch keine Bewertungen
- WPE2 Course Notes PDFDokument356 SeitenWPE2 Course Notes PDFQuoc Vinh100% (2)
- UT LEVEL-2 Part-1Dokument458 SeitenUT LEVEL-2 Part-1கோகுல் இராNoch keine Bewertungen
- Ultrasonic TestingDokument85 SeitenUltrasonic TestingSathish Raams100% (2)
- IAB 252r5 19Dokument34 SeitenIAB 252r5 19Panomsit SrirunpetchNoch keine Bewertungen
- Gas Cutting WLDNG Process - 06 - Module 6Dokument100 SeitenGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- Afternoon Quiz Set 4Dokument66 SeitenAfternoon Quiz Set 4pchakkrapani100% (1)
- 2014 21 WoodturningDokument38 Seiten2014 21 WoodturningfrannetoNoch keine Bewertungen
- Eddy Current TestingDokument58 SeitenEddy Current Testingjyounas93% (15)
- IIW World OverrviewDokument4 SeitenIIW World OverrviewAnonymous hBBam1nNoch keine Bewertungen
- Structured Method Statement For Concrete Repair - 2Dokument10 SeitenStructured Method Statement For Concrete Repair - 2m.umarNoch keine Bewertungen
- PDF Twi Ut Level 11 DDDokument229 SeitenPDF Twi Ut Level 11 DDcao thanh quocNoch keine Bewertungen
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Dokument8 SeitenCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluNoch keine Bewertungen
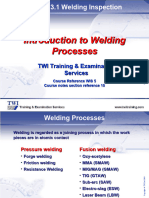
- 10.introduction To Welding ProcessesDokument21 Seiten10.introduction To Welding ProcessesfinhayNoch keine Bewertungen
- EWF QualificationDokument42 SeitenEWF Qualificationromanosky11Noch keine Bewertungen
- DAC3 March 2012Dokument319 SeitenDAC3 March 2012John Boran100% (1)
- Material BehaviorDokument111 SeitenMaterial BehaviorFajar LuqmanNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- IWSD 2012-M4 - 4 Design Against Brittle FractureDokument29 SeitenIWSD 2012-M4 - 4 Design Against Brittle FracturePourya NouryNoch keine Bewertungen
- DACDokument180 SeitenDACBilly Tan67% (3)
- Iws Materials and Their Behaviour PDFDokument282 SeitenIws Materials and Their Behaviour PDFscott2355100% (8)
- Course Note CSWIP 3.0Dokument168 SeitenCourse Note CSWIP 3.0JohanSitorusNoch keine Bewertungen
- Manual - Guide - I Operation ManualDokument299 SeitenManual - Guide - I Operation ManualcoronaqcNoch keine Bewertungen
- Basic Weld MetallurgyDokument34 SeitenBasic Weld Metallurgydaha333Noch keine Bewertungen
- UT Outline Training LV IIIDokument4 SeitenUT Outline Training LV IIITrung Tinh HoNoch keine Bewertungen
- Ruane MTDokument40 SeitenRuane MTJindarat KasemsooksakulNoch keine Bewertungen
- Welding IiwDokument6 SeitenWelding IiwletsmakeithappenNoch keine Bewertungen
- Iwe Iwt IwsDokument2 SeitenIwe Iwt IwsINSTECH ConsultingNoch keine Bewertungen
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDokument44 SeitenArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNoch keine Bewertungen
- Gas Cutting WLDNG Process - 06-Rev.4Dokument81 SeitenGas Cutting WLDNG Process - 06-Rev.4Asad Bin Ala QatariNoch keine Bewertungen
- Infrared Thermography - Evaluation of The Results ReproducibilityDokument19 SeitenInfrared Thermography - Evaluation of The Results ReproducibilitydvianNoch keine Bewertungen
- Pits, Corrosion, Axial Cracks: 1.what Is ECDokument3 SeitenPits, Corrosion, Axial Cracks: 1.what Is ECdvianNoch keine Bewertungen
- Data Sheet ProndtDokument2 SeitenData Sheet ProndtdvianNoch keine Bewertungen
- Pod 4517492346Dokument1 SeitePod 4517492346dvianNoch keine Bewertungen
- Frequency CalculatorDokument10 SeitenFrequency CalculatordvianNoch keine Bewertungen
- Infrared Thermography - Evaluation of The Results ReproducibilityDokument19 SeitenInfrared Thermography - Evaluation of The Results ReproducibilitydvianNoch keine Bewertungen
- Workshop Tour 2015Dokument16 SeitenWorkshop Tour 2015dvianNoch keine Bewertungen
- Frequency CalculatorDokument10 SeitenFrequency CalculatordvianNoch keine Bewertungen
- Uemk 4343 Engineering Economics AssignmentDokument1 SeiteUemk 4343 Engineering Economics AssignmentdvianNoch keine Bewertungen
- Reaction Pathway For Production of Fatty Amines From Hard TallowDokument3 SeitenReaction Pathway For Production of Fatty Amines From Hard TallowdvianNoch keine Bewertungen
- Kidney 44 Student Bio 2 May 2011 1Dokument66 SeitenKidney 44 Student Bio 2 May 2011 1dvianNoch keine Bewertungen
- Renewable EnergyDokument7 SeitenRenewable EnergydvianNoch keine Bewertungen
- Workshop Tour 2015Dokument16 SeitenWorkshop Tour 2015dvianNoch keine Bewertungen
- Bioprocess/Chemical Engineering Innovation & Excellence Award 2013 Sustainable Technology AwardDokument12 SeitenBioprocess/Chemical Engineering Innovation & Excellence Award 2013 Sustainable Technology AwarddvianNoch keine Bewertungen
- OSHA Assignment1 BiodieselProduction CompleteDokument6 SeitenOSHA Assignment1 BiodieselProduction CompletedvianNoch keine Bewertungen
- Flow Chart For Batch ReactorDokument3 SeitenFlow Chart For Batch ReactordvianNoch keine Bewertungen
- Group 24 Project Proposal (Rain Watermill)Dokument3 SeitenGroup 24 Project Proposal (Rain Watermill)dvianNoch keine Bewertungen
- Water Resource Management in Greece Summary (Group 40)Dokument3 SeitenWater Resource Management in Greece Summary (Group 40)dvianNoch keine Bewertungen
- Tutorial 1 Solution For PolymerDokument4 SeitenTutorial 1 Solution For PolymerdvianNoch keine Bewertungen
- Introduction 201101Dokument2 SeitenIntroduction 201101dvianNoch keine Bewertungen
- Perodua Kancil Owner ManualDokument138 SeitenPerodua Kancil Owner ManualBrandon Levine67% (9)
- Round Holes Staggered PDFDokument3 SeitenRound Holes Staggered PDFAleksandar StanisavljevicNoch keine Bewertungen
- Rev004Dokument3 SeitenRev004Issam LahlouNoch keine Bewertungen
- 18MES103L-Civil and Mechanical Engineering WorkshopDokument8 Seiten18MES103L-Civil and Mechanical Engineering WorkshopBhowmik VashishtNoch keine Bewertungen
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDokument1 SeiteFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- S 000 13a0 0001P - 2Dokument63 SeitenS 000 13a0 0001P - 2Raul L. Zamorano FerrerNoch keine Bewertungen
- Heat Treatment of SteelDokument11 SeitenHeat Treatment of SteelMohamed El-gammalNoch keine Bewertungen
- Chapter 3Dokument4 SeitenChapter 3Drazet zzzNoch keine Bewertungen
- Protek Composite Wear PadDokument1 SeiteProtek Composite Wear PadWilliam ChipanaNoch keine Bewertungen
- Drills and Drilling Machines-1Dokument27 SeitenDrills and Drilling Machines-1Tafadzwa E ChigwazaNoch keine Bewertungen
- Casuzagtfpayh - At: ChatsfyamfDokument4 SeitenCasuzagtfpayh - At: ChatsfyamfAniket AmbatkarNoch keine Bewertungen
- Productlist ThermalPower enDokument6 SeitenProductlist ThermalPower enprabhakar_metNoch keine Bewertungen
- Ri-670-23 Gloss Silver Asp8aDokument1 SeiteRi-670-23 Gloss Silver Asp8aSergio PluchinskyNoch keine Bewertungen
- Student Name: Jezrell Nala Track and Strand: IA-SMAW /TVL Industry Partner: Date Performed: 2/10/20 Task Sheet No 1Dokument10 SeitenStudent Name: Jezrell Nala Track and Strand: IA-SMAW /TVL Industry Partner: Date Performed: 2/10/20 Task Sheet No 1Sherren Marie NalaNoch keine Bewertungen
- Interzinc 52 JapanDokument4 SeitenInterzinc 52 JapanAshta VakrNoch keine Bewertungen
- PRT 203 - Metal Forming and FabricationDokument130 SeitenPRT 203 - Metal Forming and FabricationNiyonase OlivierNoch keine Bewertungen
- Mini Lathe Machine LATESTDokument17 SeitenMini Lathe Machine LATESTAMEYNoch keine Bewertungen
- CTI Principles of CNC MachiningDokument3 SeitenCTI Principles of CNC MachiningLee Chong EeNoch keine Bewertungen
- Chemical Mechanical PolishingDokument18 SeitenChemical Mechanical PolishingSuryaNoch keine Bewertungen
- Safe Firing of Black Liquor (October 2012) - 0Dokument5 SeitenSafe Firing of Black Liquor (October 2012) - 0Daniel Ferreira Dos SantosNoch keine Bewertungen
- Cb3 Ec 50 MT 002 A4 Rev.1 Mto For Steel STRDokument6 SeitenCb3 Ec 50 MT 002 A4 Rev.1 Mto For Steel STRRomawi StevyandiNoch keine Bewertungen
- HilonDeco Cryl 9200-MCDokument2 SeitenHilonDeco Cryl 9200-MCMoin AltafNoch keine Bewertungen
- Water Proofing For Toilet and BalconyDokument1 SeiteWater Proofing For Toilet and Balconyprabhu81Noch keine Bewertungen
- Ovr Dossier.Dokument93 SeitenOvr Dossier.suria qaqcNoch keine Bewertungen
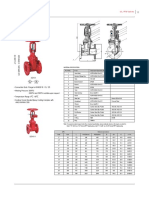
- MECH - Valvula de Compuerta OSY XZ41XDokument1 SeiteMECH - Valvula de Compuerta OSY XZ41XAlfredo BravoNoch keine Bewertungen
- New Cummins PowerpointDokument88 SeitenNew Cummins PowerpointDilip RamachandranNoch keine Bewertungen