Das könnte Ihnen auch gefallen
- Thread Cutting and Its MethodsDokument24 SeitenThread Cutting and Its MethodsMr.N.S. NateshNoch keine Bewertungen
- Types of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingDokument12 SeitenTypes of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingMr.N.S. NateshNoch keine Bewertungen
- Ultrasonic Welding: by N.S.Natesh Assistant Professor Saveetha Engineering CollegeDokument9 SeitenUltrasonic Welding: by N.S.Natesh Assistant Professor Saveetha Engineering CollegeMr.N.S. Natesh100% (1)
- Unit - VDokument107 SeitenUnit - VMr.N.S. NateshNoch keine Bewertungen
- Manufacturing Trends of 2020Dokument124 SeitenManufacturing Trends of 2020Mr.N.S. NateshNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Installation, Operation, and Maintenance ManualDokument54 SeitenInstallation, Operation, and Maintenance ManualIsmael Berlanga ResNoch keine Bewertungen
- Code of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Dokument11 SeitenCode of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Sarbendu PaulNoch keine Bewertungen
- Odp-090r16bv 17KV PDFDokument1 SeiteOdp-090r16bv 17KV PDFAlberto LinaresNoch keine Bewertungen
- Astm - D573.25993Dokument6 SeitenAstm - D573.25993Bryan de BarrosNoch keine Bewertungen
- Assignment 1Dokument3 SeitenAssignment 1Carolyn WangNoch keine Bewertungen
- en Product OverviewDokument81 Seitenen Product OverviewShakeel AhmedNoch keine Bewertungen
- Os ND06Dokument3 SeitenOs ND06kevinbtechNoch keine Bewertungen
- B 1 1 4 Inplant Fluid FlowDokument5 SeitenB 1 1 4 Inplant Fluid FlowBolívar AmoresNoch keine Bewertungen
- ORC - Airbag SystemDokument13 SeitenORC - Airbag SystemGarikoitz FranciscoeneNoch keine Bewertungen
- Best Approach: Compound AngleDokument8 SeitenBest Approach: Compound AngleAbhiyanshu KumarNoch keine Bewertungen
- Day 3 Polygons Lesson PlanDokument6 SeitenDay 3 Polygons Lesson PlanBA RTNoch keine Bewertungen
- Python Unit 1Dokument18 SeitenPython Unit 1Rtr. Venkata chetan Joint secretaryNoch keine Bewertungen
- MTH 108Dokument10 SeitenMTH 108GetlozzAwabaNoch keine Bewertungen
- Construction Materials and TestingDokument23 SeitenConstruction Materials and TestingJaymark S. GicaleNoch keine Bewertungen
- Ap Unit 1 NotesDokument42 SeitenAp Unit 1 NotesDhruv GoyalNoch keine Bewertungen
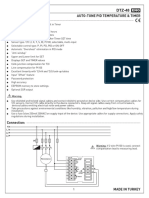
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Dokument4 SeitenAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Noch keine Bewertungen
- Cable Size Calculations SpreadsheetDokument4 SeitenCable Size Calculations Spreadsheetbhavin24uNoch keine Bewertungen
- MMMDokument34 SeitenMMMVaibhav Vithoba NaikNoch keine Bewertungen
- TOFD Dead Zone CalculatorDokument4 SeitenTOFD Dead Zone CalculatorWill SmithNoch keine Bewertungen
- Development and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemDokument29 SeitenDevelopment and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemBilly GeneNoch keine Bewertungen
- Solution of Linear System Theory and Design 3ed For Chi Tsong ChenDokument106 SeitenSolution of Linear System Theory and Design 3ed For Chi Tsong ChensepehrNoch keine Bewertungen
- Hungr Et Al 2005 - Landslide Travel DistanceDokument30 SeitenHungr Et Al 2005 - Landslide Travel DistanceJosé Ignacio RamírezNoch keine Bewertungen
- V1 N2 1980 RabenhorstDokument6 SeitenV1 N2 1980 Rabenhorstraa2010Noch keine Bewertungen
- Ant CabDokument93 SeitenAnt CabZubair MinhasNoch keine Bewertungen
- SAT Practice Book 2009 2010Dokument204 SeitenSAT Practice Book 2009 2010Fedrick Tharun T100% (1)
- Signal Integrity Modeling and Measurement of TSV in 3D ICDokument4 SeitenSignal Integrity Modeling and Measurement of TSV in 3D IC張志榮Noch keine Bewertungen
- The Guitar in The Sixteenth CenturyDokument16 SeitenThe Guitar in The Sixteenth CenturyPat BrandtNoch keine Bewertungen
- Assignment - 1 Introduction of Machines and Mechanisms: TheoryDokument23 SeitenAssignment - 1 Introduction of Machines and Mechanisms: TheoryAman AmanNoch keine Bewertungen
- All Graphs and Charts Available in Show MeDokument16 SeitenAll Graphs and Charts Available in Show MeGANGA TAGRANoch keine Bewertungen
- Permutation PolynomialsDokument64 SeitenPermutation Polynomialsmestrado unbNoch keine Bewertungen