Das könnte Ihnen auch gefallen
- Fons Tech PresDokument26 SeitenFons Tech PresSyed Kazam RazaNoch keine Bewertungen
- Analysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesVon EverandAnalysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesBewertung: 3 von 5 Sternen3/5 (1)
- 3rd Party PSM Ansaldo - Energia PDFDokument30 Seiten3rd Party PSM Ansaldo - Energia PDFkp pk100% (1)
- Grasim Greenfield and Capex MonitoringDokument40 SeitenGrasim Greenfield and Capex Monitoringgunju1Noch keine Bewertungen
- 06 - KBR Ammonia Revamp Technology PDFDokument30 Seiten06 - KBR Ammonia Revamp Technology PDFMufadhzil M100% (1)
- BremerDokument16 SeitenBremerJaime Nze Nguema BahamondeNoch keine Bewertungen
- ALS InglésDokument26 SeitenALS Inglésjose belloNoch keine Bewertungen
- SCR PresentationDokument85 SeitenSCR PresentationariyaNoch keine Bewertungen
- Wet Flue Gas Desulphurisation Technology With Limestone-GypsumDokument26 SeitenWet Flue Gas Desulphurisation Technology With Limestone-GypsumSrinivasarao YenigallaNoch keine Bewertungen
- Cummins PEM ElectrolyzersDokument12 SeitenCummins PEM ElectrolyzersSid KalraNoch keine Bewertungen
- CH1879E Optimer IQ Flocculant Technology Helps Major Gold Mine in Eastern Europe To Save Over 35 MiDokument2 SeitenCH1879E Optimer IQ Flocculant Technology Helps Major Gold Mine in Eastern Europe To Save Over 35 Miaspynu1988Noch keine Bewertungen
- Case HistoryDokument1 SeiteCase HistoryJC MexguyNoch keine Bewertungen
- 10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFDokument21 Seiten10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFTuhin TahmidNoch keine Bewertungen
- Panipat Refinery PDFDokument86 SeitenPanipat Refinery PDFPraveen KumarNoch keine Bewertungen
- 2 Imech - Energy Dome Company PresentationDokument16 Seiten2 Imech - Energy Dome Company PresentationRoque Alfredo Da Rosa AvilaNoch keine Bewertungen
- Thai Solar Energy ProfileDokument27 SeitenThai Solar Energy Profilemiguelrobertosales337Noch keine Bewertungen
- Incorporating Energy Conservation Strategies Into University Research Lab FacilitiesDokument20 SeitenIncorporating Energy Conservation Strategies Into University Research Lab FacilitiesNaved FarooqNoch keine Bewertungen
- Yokota MhiDokument35 SeitenYokota MhiElliott Russell100% (1)
- Indian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantDokument47 SeitenIndian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantJin PingNoch keine Bewertungen
- B4 2 TUAN Loh Ah Keppel Seghers Engineering SingaporeDokument24 SeitenB4 2 TUAN Loh Ah Keppel Seghers Engineering SingaporeErna NurhayatiNoch keine Bewertungen
- EVANS Mark FPSO RedeploymentDokument15 SeitenEVANS Mark FPSO Redeploymentart_5Noch keine Bewertungen
- TRAINNINGDokument19 SeitenTRAINNINGamit kumar sahuNoch keine Bewertungen
- 1221819Dokument20 Seiten1221819abasakNoch keine Bewertungen
- HRSG Impact Assessment of GT UpgradesDokument28 SeitenHRSG Impact Assessment of GT UpgradesEnrique TamayoNoch keine Bewertungen
- Electricity in Waste Water Treatment - Sergio ChagasDokument45 SeitenElectricity in Waste Water Treatment - Sergio ChagasLuizaEmanuelleNoch keine Bewertungen
- Optimization in Thermal Power N Desal PlantsDokument55 SeitenOptimization in Thermal Power N Desal PlantsAhmed AnsariNoch keine Bewertungen
- VFFD DFVD VFFDV DFDokument46 SeitenVFFD DFVD VFFDV DFdfdfdfNoch keine Bewertungen
- Thomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFDokument12 SeitenThomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFMohd Jamal Mohd MoktarNoch keine Bewertungen
- Robotic Approach To Improve Turbine Surface FinishDokument6 SeitenRobotic Approach To Improve Turbine Surface FinishUtkarsh AnandNoch keine Bewertungen
- JSW CementDokument32 SeitenJSW CementChandra SekarNoch keine Bewertungen
- Chris DiFrancesco CORMETECHDokument22 SeitenChris DiFrancesco CORMETECHDesign TeamNoch keine Bewertungen
- 4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015Dokument29 Seiten4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015hutuguoNoch keine Bewertungen
- Power Sector - 72 - UltraTech - Sewagram - 0Dokument70 SeitenPower Sector - 72 - UltraTech - Sewagram - 0BHUVANESH MNoch keine Bewertungen
- DEA Draft ReportDokument117 SeitenDEA Draft ReportRavi ShankarNoch keine Bewertungen
- 03d. Schubert, Usa (Ing)Dokument15 Seiten03d. Schubert, Usa (Ing)Jose AltamiranoNoch keine Bewertungen
- Excelerate Energy Presentation AACE Meeting 1-14-2014Dokument40 SeitenExcelerate Energy Presentation AACE Meeting 1-14-2014manuNoch keine Bewertungen
- EAF Quantum PrimetalsDokument47 SeitenEAF Quantum PrimetalskhoanNoch keine Bewertungen
- Hospet Steels Limited, KoppalDokument21 SeitenHospet Steels Limited, KoppalSagar GNoch keine Bewertungen
- NTPC Plant PerformanceDokument44 SeitenNTPC Plant Performanceajinkya yenpreddiwarNoch keine Bewertungen
- 51 BellDokument12 Seiten51 BellBrian ChitemereNoch keine Bewertungen
- FPT Industrial Marine Commercial: Our Efficiency. Your EdgeDokument27 SeitenFPT Industrial Marine Commercial: Our Efficiency. Your EdgeTruong NguyenNoch keine Bewertungen
- 9-C Penniall UoC PDFDokument26 Seiten9-C Penniall UoC PDFAnonymous q1gGEpNoch keine Bewertungen
- CHP 2022Dokument60 SeitenCHP 2022Love Kishor BistNoch keine Bewertungen
- Field Case Studies 5 (P2)Dokument11 SeitenField Case Studies 5 (P2)panpanpanpanpanNoch keine Bewertungen
- Investigation of The Ways To Improve The Performance of A Power PlantDokument3 SeitenInvestigation of The Ways To Improve The Performance of A Power PlantArjun Jinumon PootharaNoch keine Bewertungen
- 250 MicroDokument21 Seiten250 MicroRizwan MNoch keine Bewertungen
- 112 4 Hooped Pelton TurbineDokument3 Seiten112 4 Hooped Pelton TurbineRajendra Lal ShresthaNoch keine Bewertungen
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDokument31 SeitenRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseNoch keine Bewertungen
- 2018 Review & Way Forward 2019Dokument33 Seiten2018 Review & Way Forward 2019Muizz MuhamadNoch keine Bewertungen
- Presentation of Kawasaki FGD and SCR SystemDokument20 SeitenPresentation of Kawasaki FGD and SCR Systemjitendrashukla10836Noch keine Bewertungen
- Real Title: Compact GTL As An Associated Gas Solution Pilot Plant & Commercial FactorsDokument29 SeitenReal Title: Compact GTL As An Associated Gas Solution Pilot Plant & Commercial FactorsFiras Al BadranNoch keine Bewertungen
- EE Benchmarking For Cement IndustrysDokument41 SeitenEE Benchmarking For Cement Industrysshoaibhassan23100% (2)
- Gas Turbine Parts Life ExtensionDokument27 SeitenGas Turbine Parts Life Extensionbigsteve9088Noch keine Bewertungen
- NALCO Optimized Desalting As A Key in Development of A Refinery Profitability and ReliabilityDokument11 SeitenNALCO Optimized Desalting As A Key in Development of A Refinery Profitability and Reliabilitysaleh4060Noch keine Bewertungen
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDokument10 SeitenCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNoch keine Bewertungen
- Water Treatement PresentationDokument22 SeitenWater Treatement Presentationtez zaroNoch keine Bewertungen
- ACC WadiDokument62 SeitenACC WadiMohamed ArifNoch keine Bewertungen
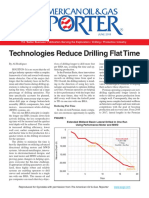
- Technologies Reduce Drilling Flat TimeDokument4 SeitenTechnologies Reduce Drilling Flat TimeWaleedm MariaNoch keine Bewertungen
- 03 Jagd StirlingDokument18 Seiten03 Jagd StirlingPopperDking •popper•Noch keine Bewertungen
- Oryx Gas: Safety Connecting Your CylinderDokument1 SeiteOryx Gas: Safety Connecting Your CylinderUmar AslamNoch keine Bewertungen
- M.SC./ M.S./ M.Phil. Morning and Weekend Programs Admission Schedule 2020Dokument1 SeiteM.SC./ M.S./ M.Phil. Morning and Weekend Programs Admission Schedule 2020Umar AslamNoch keine Bewertungen
- Datasheet For Steel Grades Specialsteel 0Cr18Ni9Dokument3 SeitenDatasheet For Steel Grades Specialsteel 0Cr18Ni9Umar AslamNoch keine Bewertungen
- List of Eligible Candidates For Interview M.Sc. Electrical Engineering (Lahore Campus) (Weekend)Dokument1 SeiteList of Eligible Candidates For Interview M.Sc. Electrical Engineering (Lahore Campus) (Weekend)Umar AslamNoch keine Bewertungen
- List of Eligible Candidates For Interview M.Sc. Electrical Engineering (Lahore Campus) (Morning)Dokument5 SeitenList of Eligible Candidates For Interview M.Sc. Electrical Engineering (Lahore Campus) (Morning)Umar AslamNoch keine Bewertungen
- Catalog Skid Mounted System PDFDokument56 SeitenCatalog Skid Mounted System PDFUmar AslamNoch keine Bewertungen
- Propane Vs ButaneDokument2 SeitenPropane Vs ButaneUmar AslamNoch keine Bewertungen
- LPG Production and Distribution Rules 2001inclusive of All Amendments Made Till March 16 2016 Dated May 20 2016Dokument17 SeitenLPG Production and Distribution Rules 2001inclusive of All Amendments Made Till March 16 2016 Dated May 20 2016Umar AslamNoch keine Bewertungen
- Electrical Load Calculation Sheet: SR - No Item Description QTY Load/KW Total Load/KW 1 2 3 4 5 6 7 8 9Dokument1 SeiteElectrical Load Calculation Sheet: SR - No Item Description QTY Load/KW Total Load/KW 1 2 3 4 5 6 7 8 9Umar AslamNoch keine Bewertungen
- 100MT Tank Calculation 3300 Dia - WLDokument144 Seiten100MT Tank Calculation 3300 Dia - WLUmar AslamNoch keine Bewertungen
- Gri 305 Emissions 2016Dokument20 SeitenGri 305 Emissions 2016Pablo MalgesiniNoch keine Bewertungen
- (2060467X - Journal of Environmental Geography) Analysis of Pattern and Extent of Deforestation in Akure Forest Reserve, Ondo State, NigeriaDokument11 Seiten(2060467X - Journal of Environmental Geography) Analysis of Pattern and Extent of Deforestation in Akure Forest Reserve, Ondo State, NigeriaMakinde TimiNoch keine Bewertungen
- Low Cost House Dominic StevensDokument2 SeitenLow Cost House Dominic StevensPeter O'BrienNoch keine Bewertungen
- Chapter Two: The Project CycleDokument24 SeitenChapter Two: The Project CycleTemesgenNoch keine Bewertungen
- Project Proposal CS661Dokument6 SeitenProject Proposal CS661SusovanNoch keine Bewertungen
- Anh 10 Bui Thi Xuan 101Dokument3 SeitenAnh 10 Bui Thi Xuan 101Hai Dang HuynhNoch keine Bewertungen
- Drill Instruction and Umbrella Pipes and Bolt Driving InstructionsDokument2 SeitenDrill Instruction and Umbrella Pipes and Bolt Driving Instructionsmiraç burak navruzNoch keine Bewertungen
- Earth's Resources: 6 GradeDokument13 SeitenEarth's Resources: 6 GradeJordyn IzenstarkNoch keine Bewertungen
- AGA 2007 Acid Purification Chemistry Kleingarn CurveDokument12 SeitenAGA 2007 Acid Purification Chemistry Kleingarn CurveRaj KumarNoch keine Bewertungen
- Washmatic DM 1522 - MSDSDokument8 SeitenWashmatic DM 1522 - MSDSJaleel AhmedNoch keine Bewertungen
- Oryx Catalogue PDFDokument14 SeitenOryx Catalogue PDFSenn OdrapmasdNoch keine Bewertungen
- Performance Investigation of Solar Water Heating System Using Nano UidsDokument6 SeitenPerformance Investigation of Solar Water Heating System Using Nano UidsMECHANICAL ENGINEERINGNoch keine Bewertungen
- ESL Brains Is It Too Late To Save Wildlife TV 7270Dokument4 SeitenESL Brains Is It Too Late To Save Wildlife TV 7270Estefanie BragaNoch keine Bewertungen
- Đề Thi Chính Thức: Mục TiêuDokument18 SeitenĐề Thi Chính Thức: Mục TiêuNgan GiangNoch keine Bewertungen
- Introduction, Planning &investigation of Sewerage Systems: BY R.V.Singh Head-Water & Wastewater (CO)Dokument54 SeitenIntroduction, Planning &investigation of Sewerage Systems: BY R.V.Singh Head-Water & Wastewater (CO)rvsingh17Noch keine Bewertungen
- Sewage Treatment Plant: Overview and OperationsDokument8 SeitenSewage Treatment Plant: Overview and OperationsReshma DanielNoch keine Bewertungen
- Literature and Ecocriticism: A Study of Selected North-East Indian Poetry in EnglishDokument4 SeitenLiterature and Ecocriticism: A Study of Selected North-East Indian Poetry in EnglishIJAR JOURNALNoch keine Bewertungen
- Lecture 3 Outline: External Environment Mega EnvironmentDokument19 SeitenLecture 3 Outline: External Environment Mega EnvironmentHamza SaleemNoch keine Bewertungen
- Ghosh2019 PDFDokument12 SeitenGhosh2019 PDFanashwara.pillaiNoch keine Bewertungen
- Water Bath Instruction ManualDokument2 SeitenWater Bath Instruction ManualLoreto CarrascoNoch keine Bewertungen
- 7 Sisters of IndiaDokument8 Seiten7 Sisters of Indiameenakshimohanty70Noch keine Bewertungen
- Module 1: Introduction To Site Characterization:: TopicsDokument4 SeitenModule 1: Introduction To Site Characterization:: TopicsWesleyNoch keine Bewertungen
- Ecological Concepts Involving Niche TheoryDokument7 SeitenEcological Concepts Involving Niche TheoryNdutu MunywokiNoch keine Bewertungen
- RES 002 Chapter 1Dokument35 SeitenRES 002 Chapter 1Jiro PascoNoch keine Bewertungen
- Aquamarine Product Catalogue 2020 1 60Dokument60 SeitenAquamarine Product Catalogue 2020 1 60Fatih AlaskaNoch keine Bewertungen
- Tex-Ebo International PVT LTDDokument4 SeitenTex-Ebo International PVT LTDAshraful IslamNoch keine Bewertungen
- Material Safety Data Sheet Belzona® 1311 (Ceramic R-Metal) BaseDokument14 SeitenMaterial Safety Data Sheet Belzona® 1311 (Ceramic R-Metal) BaseAri BinukoNoch keine Bewertungen
- The COVID-19 Crisis and Sustainability in The Hospitality IndustryDokument14 SeitenThe COVID-19 Crisis and Sustainability in The Hospitality IndustryDinis MartinsNoch keine Bewertungen
- Heatco 2014Dokument139 SeitenHeatco 2014simogeoNoch keine Bewertungen
- WWT-001 WWTXXXF1Dokument1 SeiteWWT-001 WWTXXXF1Bimoaji PribadiNoch keine Bewertungen