Das könnte Ihnen auch gefallen
- A Simplified Model For Determining Capacity Usage and Battery Size For Hybrid and Plug-In Hybrid Electric VehiclesDokument5 SeitenA Simplified Model For Determining Capacity Usage and Battery Size For Hybrid and Plug-In Hybrid Electric VehiclesZaini DalimusNoch keine Bewertungen
- Intelligent Control of Braking ProcessDokument8 SeitenIntelligent Control of Braking ProcessZaini DalimusNoch keine Bewertungen
- Development of The Chevrolet Volt Portable EVSEDokument5 SeitenDevelopment of The Chevrolet Volt Portable EVSEZaini DalimusNoch keine Bewertungen
- SPRacingF3EVO Manual Latest PDFDokument11 SeitenSPRacingF3EVO Manual Latest PDFZaini DalimusNoch keine Bewertungen
- Digital Technology and COVID-19Dokument3 SeitenDigital Technology and COVID-19Zaini DalimusNoch keine Bewertungen
- Automatic PH and Humidity Control System For Hydroponics Using Fuzzy LogicDokument7 SeitenAutomatic PH and Humidity Control System For Hydroponics Using Fuzzy LogicZaini DalimusNoch keine Bewertungen
- A Framework For Wireless Sensor Network in Web-Based Monitoring and Control of Indoor Air Quality (IAQ) in Subway StationsDokument5 SeitenA Framework For Wireless Sensor Network in Web-Based Monitoring and Control of Indoor Air Quality (IAQ) in Subway StationsZaini DalimusNoch keine Bewertungen
- Energies-For You Tuuuuu PDFDokument20 SeitenEnergies-For You Tuuuuu PDFKim EunheeNoch keine Bewertungen
- Disinfection Chamber With Thermal ImagingDokument13 SeitenDisinfection Chamber With Thermal ImagingZaini DalimusNoch keine Bewertungen
- Nonlinear Modeling and Control of Servo Pneumatic ActuatorsDokument8 SeitenNonlinear Modeling and Control of Servo Pneumatic ActuatorsZaini DalimusNoch keine Bewertungen
- 2 - Pengenalan P&IDDokument30 Seiten2 - Pengenalan P&IDZaini Dalimus100% (1)
- 2 - Pengenalan P&IDDokument30 Seiten2 - Pengenalan P&IDZaini Dalimus100% (1)
- C++ Programming: An Object-Oriented Approach: Behrouz A. Forouzan Richard F. GilbergDokument16 SeitenC++ Programming: An Object-Oriented Approach: Behrouz A. Forouzan Richard F. GilbergZaini DalimusNoch keine Bewertungen
- DSE8610 MKII Operator Manual PDFDokument188 SeitenDSE8610 MKII Operator Manual PDFLeonardo Limberger100% (1)
- 7 - Basic Corrosion Module - Zaini EditedDokument49 Seiten7 - Basic Corrosion Module - Zaini EditedZaini DalimusNoch keine Bewertungen
- 1-Air Cooled Generators General Maintenance PolicyDokument4 Seiten1-Air Cooled Generators General Maintenance PolicyZaini DalimusNoch keine Bewertungen
- SCR Power Theory Training Manual - TM-PK501-SCR-PowerDokument47 SeitenSCR Power Theory Training Manual - TM-PK501-SCR-Powerakomismo4011100% (1)
- Oil Terminal Safety GuidelinesDokument59 SeitenOil Terminal Safety GuidelinesSumit SharmaNoch keine Bewertungen
- RBD Results: Diagram Name Calcula On Method MTBF MTTR Steady State AvailabilityDokument1 SeiteRBD Results: Diagram Name Calcula On Method MTBF MTTR Steady State AvailabilityZaini DalimusNoch keine Bewertungen
- RBD Results: Diagram Name Calcula On Method MTBF MTTR Steady State AvailabilityDokument1 SeiteRBD Results: Diagram Name Calcula On Method MTBF MTTR Steady State AvailabilityZaini DalimusNoch keine Bewertungen
- Ieee Standard For Practices and Requirements For Semiconductor PDokument13 SeitenIeee Standard For Practices and Requirements For Semiconductor PZaini DalimusNoch keine Bewertungen
- Model of An ABS Pneumatic Regenerative Braking System PDFDokument13 SeitenModel of An ABS Pneumatic Regenerative Braking System PDFZaini DalimusNoch keine Bewertungen
- Design of A Pneumatic Regenerative Braking SystemDokument9 SeitenDesign of A Pneumatic Regenerative Braking SystemZaini DalimusNoch keine Bewertungen
- Cable Pulling PDFDokument2 SeitenCable Pulling PDFZaini DalimusNoch keine Bewertungen
- Model of An ABS Pneumatic Regenerative Braking System PDFDokument13 SeitenModel of An ABS Pneumatic Regenerative Braking System PDFZaini DalimusNoch keine Bewertungen
- DCT880, 16 A To 4160 A: ABB Thyristor Power ControllerDokument4 SeitenDCT880, 16 A To 4160 A: ABB Thyristor Power ControllerZaini DalimusNoch keine Bewertungen
- Uninterruptible Power Supplies Classification Operation Dynamics PDFDokument8 SeitenUninterruptible Power Supplies Classification Operation Dynamics PDFLê Khắc LâmNoch keine Bewertungen
- Crude Oil Refinery Process Flow Diagram ChemicalsDokument1 SeiteCrude Oil Refinery Process Flow Diagram ChemicalsShivam TrivediNoch keine Bewertungen
- Thyristor Power Controller: B DI1002 V1.0 Manual/Operating InstructionsDokument12 SeitenThyristor Power Controller: B DI1002 V1.0 Manual/Operating InstructionsZaini DalimusNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EIGA Doc 04 09 EDokument34 SeitenEIGA Doc 04 09 EFernando VenceslauNoch keine Bewertungen
- Lattner WLF Instruction Manual 2006 To 2007 PDFDokument66 SeitenLattner WLF Instruction Manual 2006 To 2007 PDFAnonymous GRzQVXvDdNoch keine Bewertungen
- 450 Dxi Rocker Arms Adjustment PDFDokument12 Seiten450 Dxi Rocker Arms Adjustment PDFvaleriy89% (9)
- FlowTek S20Dokument2 SeitenFlowTek S20Gabriel Andrés Barcha AnguloNoch keine Bewertungen
- 16 Hydraulics and Pneumatics - Question BankDokument35 Seiten16 Hydraulics and Pneumatics - Question Bankashwin rajaNoch keine Bewertungen
- Installation, Operation, and Maintenance ManualDokument72 SeitenInstallation, Operation, and Maintenance ManualDiego FernandesNoch keine Bewertungen
- 1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloDokument23 Seiten1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloVali BobNoch keine Bewertungen
- Peerless Pump CompanyDokument33 SeitenPeerless Pump CompanyDamian CFNoch keine Bewertungen
- Pressure Control TrainerDokument22 SeitenPressure Control TrainerRelaxation MasterNoch keine Bewertungen
- Edl 13000te PDFDokument51 SeitenEdl 13000te PDFcoquerasNoch keine Bewertungen
- High Temperature Solid LubricantDokument19 SeitenHigh Temperature Solid Lubricantgcytd65e756c56e765rNoch keine Bewertungen
- Stone Stomper Compactor ManualDokument98 SeitenStone Stomper Compactor Manualgroomerz6612Noch keine Bewertungen
- Turbine Lube Oil SystemDokument15 SeitenTurbine Lube Oil SystemManu Neethi100% (1)
- A320 CBT Fuel System: Table of ContentDokument8 SeitenA320 CBT Fuel System: Table of ContentAman VermaNoch keine Bewertungen
- D180Dokument4 SeitenD180Aan TeeNoch keine Bewertungen
- Actuator - 655R IOMDokument14 SeitenActuator - 655R IOMvkeie0206Noch keine Bewertungen
- Is10924 PDFDokument9 SeitenIs10924 PDFdona_001Noch keine Bewertungen
- Erection Instructions For Baghouse FilterDokument13 SeitenErection Instructions For Baghouse FilterAnonymous xVCLWJNoch keine Bewertungen
- ERROR E03 EngDokument3 SeitenERROR E03 EngСергей Калихов100% (1)
- Controlling The: Jatco Re5R05ADokument8 SeitenControlling The: Jatco Re5R05ADenis KonovalovNoch keine Bewertungen
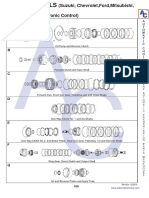
- (Suzuki, Chevrolet, Ford, Mitsubishi, Nissan) 4 Speed RWD (Electronic Control)Dokument4 Seiten(Suzuki, Chevrolet, Ford, Mitsubishi, Nissan) 4 Speed RWD (Electronic Control)Nachum IndurskyNoch keine Bewertungen
- DK-28e Instruction Manual Operation ChapterDokument571 SeitenDK-28e Instruction Manual Operation ChapterЕвгений50% (2)
- FCI 70-2-2006 PreDokument1 SeiteFCI 70-2-2006 PreIkhsan LyNoch keine Bewertungen
- Pryco, Inc.: The Content of This Catalog Is Subject To Change Without NotificationDokument40 SeitenPryco, Inc.: The Content of This Catalog Is Subject To Change Without NotificationperezismaelNoch keine Bewertungen
- Instruction: User ManualDokument8 SeitenInstruction: User ManualFelipe vidaurreNoch keine Bewertungen
- Shafer AusDokument100 SeitenShafer AusSoni Mishra TiwariNoch keine Bewertungen
- Standard weight chart of major castings for valvesDokument29 SeitenStandard weight chart of major castings for valvesAtul DiwanjiNoch keine Bewertungen
- Traction Control System ComponentsDokument35 SeitenTraction Control System ComponentsazizshalihinNoch keine Bewertungen
- Instrumentation FittingsDokument32 SeitenInstrumentation FittingsTochukwu OnuohaNoch keine Bewertungen
- TVS Dazz Parts CatalogueDokument59 SeitenTVS Dazz Parts CatalogueGoutamNoch keine Bewertungen