Das könnte Ihnen auch gefallen
- Support Lug CalculationsDokument26 SeitenSupport Lug CalculationsDinesh ChouguleNoch keine Bewertungen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Base Plate Design PDFDokument1 SeiteBase Plate Design PDFmaheshbandhamNoch keine Bewertungen
- Retubing Plan On Heat Exchanger in Methanol PlantDokument22 SeitenRetubing Plan On Heat Exchanger in Methanol PlantBayu FrilyanNoch keine Bewertungen
- Trunnion CalculationDokument3 SeitenTrunnion Calculationpradeep4545Noch keine Bewertungen
- LPG Amine Cooler-SummaryDokument15 SeitenLPG Amine Cooler-SummaryJEEVITHANoch keine Bewertungen
- 2mm Vs 8mm Charpy Striker Edge RadiusDokument26 Seiten2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNoch keine Bewertungen
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Dokument7 SeitenUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83Noch keine Bewertungen
- Calculate Pressure Thrust and Weld Stress for Bracket DesignDokument19 SeitenCalculate Pressure Thrust and Weld Stress for Bracket DesignMichael WaltersNoch keine Bewertungen
- DEEP BEAM DesignDokument2 SeitenDEEP BEAM DesignmangeshNoch keine Bewertungen
- Fuel Energy Equivalents ChartDokument1 SeiteFuel Energy Equivalents Chartruhul010% (1)
- Technical specifications sheet for C45E steel gradesDokument3 SeitenTechnical specifications sheet for C45E steel gradesDaniel CringusNoch keine Bewertungen
- Tubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)Dokument2 SeitenTubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)alexis garciaNoch keine Bewertungen
- Design of Rectangular Beam (Limit State Method)Dokument3 SeitenDesign of Rectangular Beam (Limit State Method)gvgbabuNoch keine Bewertungen
- Maxon RE35 Graphite Brushes 90wattDokument1 SeiteMaxon RE35 Graphite Brushes 90wattElectromateNoch keine Bewertungen
- Calculation 003Dokument4 SeitenCalculation 003Ashirvad RathNoch keine Bewertungen
- 03 Bushing-Cedaspa Type FDokument7 Seiten03 Bushing-Cedaspa Type FKatherine SmithNoch keine Bewertungen
- 6×3.5mm Compact (Snap-In Type) : Switch Contributing To High-Density Mounting, Available With Top or Side Push OperationDokument4 Seiten6×3.5mm Compact (Snap-In Type) : Switch Contributing To High-Density Mounting, Available With Top or Side Push OperationshyhuNoch keine Bewertungen
- Duracon M90 44Dokument2 SeitenDuracon M90 44PradeepNoch keine Bewertungen
- GTB v6Dokument7 SeitenGTB v6Chan Shiaw SyanNoch keine Bewertungen
- Julie Vandenbossche PDFDokument72 SeitenJulie Vandenbossche PDFrizkoNoch keine Bewertungen
- 12mm Square (Snap-In Type) : Joint Stem & Flat Stem With Stable Operation FeelingDokument4 Seiten12mm Square (Snap-In Type) : Joint Stem & Flat Stem With Stable Operation FeelingshyhuNoch keine Bewertungen
- Maxon RE25 Precious Metal Brushes 10wattDokument1 SeiteMaxon RE25 Precious Metal Brushes 10wattElectromateNoch keine Bewertungen
- Zapucavajuci EkseriDokument194 SeitenZapucavajuci EkseriМилан БурсаћNoch keine Bewertungen
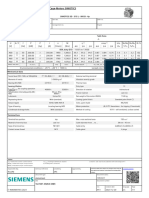
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaDokument1 SeiteData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaSamir SabicNoch keine Bewertungen
- High Operation Force, Low Contact Resistance Type (Surface Mount Type)Dokument3 SeitenHigh Operation Force, Low Contact Resistance Type (Surface Mount Type)shyhuNoch keine Bewertungen
- DC Tachometer Generator Specs and OptionsDokument3 SeitenDC Tachometer Generator Specs and OptionsJUANJAUNNoch keine Bewertungen
- TACT Switch GuideDokument3 SeitenTACT Switch GuideshyhuNoch keine Bewertungen
- Polyacetal (POM) : Polyplastics Co., LTDDokument19 SeitenPolyacetal (POM) : Polyplastics Co., LTDPhuoc Thinh TruongNoch keine Bewertungen
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Dokument7 SeitenUsing The ASME VIII-1 Nozzle F Factor (UG-37)Ricardo Paz SoldanNoch keine Bewertungen
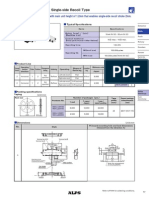
- 1.2 (H) MM, Single-Side Recoil TypeDokument4 Seiten1.2 (H) MM, Single-Side Recoil TypeshyhuNoch keine Bewertungen
- CR Mo 4Dokument2 SeitenCR Mo 4Mohsen ParpinchiNoch keine Bewertungen
- 0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableDokument3 Seiten0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableFacundo ArlistanNoch keine Bewertungen
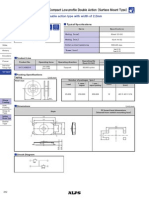
- SKQM 6 × 3.5mm Compact (Surface Mount TypeDokument3 SeitenSKQM 6 × 3.5mm Compact (Surface Mount TypeshyhuNoch keine Bewertungen
- Quality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedDokument2 SeitenQuality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedVijayakumar SamyNoch keine Bewertungen
- 35mm Ring Encoder GuideDokument3 Seiten35mm Ring Encoder GuideshyhuNoch keine Bewertungen
- CITILED COB Series Data SheetDokument15 SeitenCITILED COB Series Data SheetJuan TricariqueNoch keine Bewertungen
- Rashmiranjan Si-716CE3008 (Group-7) TensileDokument9 SeitenRashmiranjan Si-716CE3008 (Group-7) TensileRASHMIRANJAN SINoch keine Bewertungen
- 1le5533 3ab63 4ab3Dokument2 Seiten1le5533 3ab63 4ab3Whipman ArduinoNoch keine Bewertungen
- Insulated Shaft Rotary EncodersDokument3 SeitenInsulated Shaft Rotary EncodersshyhuNoch keine Bewertungen
- Tube HydraulicsDokument8 SeitenTube HydraulicsrijalharunNoch keine Bewertungen
- Tehnicheskie Harakteristiki Kompressora SIAM NN37YCAMTDokument3 SeitenTehnicheskie Harakteristiki Kompressora SIAM NN37YCAMTEvandro Jva compressoresNoch keine Bewertungen
- Note de Calcul Ancrage Rev3Dokument3 SeitenNote de Calcul Ancrage Rev3Bilel MahjoubNoch keine Bewertungen
- Design singly reinforced beam and column using limit state methodDokument14 SeitenDesign singly reinforced beam and column using limit state methodAbrar AhmadNoch keine Bewertungen
- 6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeDokument5 Seiten6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeshyhuNoch keine Bewertungen
- Torispherical Head TolvaDokument1 SeiteTorispherical Head TolvaFabio Augusto Hincapie HenaoNoch keine Bewertungen
- Tyco Rele EC V23078-c1002-A303 DatasheetDokument5 SeitenTyco Rele EC V23078-c1002-A303 DatasheetLuis Gustavo Coqueiro LeiteNoch keine Bewertungen
- Impact Testing Machine CalibrationDokument4 SeitenImpact Testing Machine CalibrationVikasNoch keine Bewertungen
- Engineering DetailDokument30 SeitenEngineering DetailSatyaprakash PrakashNoch keine Bewertungen
- Rotary Encoder GuideDokument3 SeitenRotary Encoder GuideshyhuNoch keine Bewertungen
- 11 TrunnionDokument21 Seiten11 TrunnionMitul PatelNoch keine Bewertungen
- F2140 Eng DatasheetDokument4 SeitenF2140 Eng Datasheettngyew leeNoch keine Bewertungen
- 7854-Hds-2e2301 Rev 8Dokument3 Seiten7854-Hds-2e2301 Rev 8SonNguyenNoch keine Bewertungen
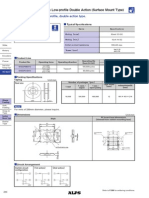
- 4.3×2.2mm Compact Low-Profile Double Action Surface Mount TypeDokument3 Seiten4.3×2.2mm Compact Low-Profile Double Action Surface Mount TypeshyhuNoch keine Bewertungen
- Unnamed Gornja GredaDokument7 SeitenUnnamed Gornja GredasehmediaNoch keine Bewertungen
- 1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDokument2 Seiten1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNoch keine Bewertungen
- Tech Spec Spiral Pipe For Faide Project.r1Dokument5 SeitenTech Spec Spiral Pipe For Faide Project.r1Delshad DuhokiNoch keine Bewertungen
- 1LE1501-3AB53-4AB4 Datasheet enDokument1 Seite1LE1501-3AB53-4AB4 Datasheet enfarid.chira2Noch keine Bewertungen
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDokument3 Seiten60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNoch keine Bewertungen
- 7.1 Key Date of Time For CompletionDokument2 Seiten7.1 Key Date of Time For Completionruhul01Noch keine Bewertungen
- 2x600MW Matarbari Coal Power Project Erection ScheduleDokument2 Seiten2x600MW Matarbari Coal Power Project Erection Scheduleruhul01Noch keine Bewertungen
- BOQ of Site Fabricated Tanks - 15oct20Dokument4 SeitenBOQ of Site Fabricated Tanks - 15oct20ruhul01Noch keine Bewertungen
- Section - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDokument15 SeitenSection - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Noch keine Bewertungen
- 4.1 Division of WorksDokument32 Seiten4.1 Division of Worksruhul01Noch keine Bewertungen
- LPG Calculation 01Dokument1 SeiteLPG Calculation 01ruhul01Noch keine Bewertungen
- Section - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDokument8 SeitenSection - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Noch keine Bewertungen
- Section - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDokument3 SeitenSection - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Noch keine Bewertungen
- LPG Calculation Guide 02Dokument1 SeiteLPG Calculation Guide 02ruhul01Noch keine Bewertungen
- 5.1 Price ScheduleDokument15 Seiten5.1 Price Scheduleruhul01Noch keine Bewertungen
- LPG Calculation Guide 02Dokument1 SeiteLPG Calculation Guide 02ruhul01Noch keine Bewertungen
- Vol-1TSM - 2 CorrectedDokument239 SeitenVol-1TSM - 2 Correctedruhul01Noch keine Bewertungen
- Evsjv 'K M Ru: Iwr÷Vw© Bs WW G-1Dokument14 SeitenEvsjv 'K M Ru: Iwr÷Vw© Bs WW G-1ruhul01Noch keine Bewertungen
- Prospects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel DiversificationDokument12 SeitenProspects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel Diversificationruhul01Noch keine Bewertungen
- New Resume 001Dokument1 SeiteNew Resume 001ruhul01Noch keine Bewertungen
- How LPG Contributes to Sustainable Energy in BangladeshDokument11 SeitenHow LPG Contributes to Sustainable Energy in Bangladeshruhul01Noch keine Bewertungen
- PRL SiteDokument1 SeitePRL Siteruhul01Noch keine Bewertungen
- Resume 003Dokument1 SeiteResume 003AkshayMilmileNoch keine Bewertungen
- Bitumen EMRDDokument6 SeitenBitumen EMRDruhul01Noch keine Bewertungen
- Pmnetwork20210102 DLDokument76 SeitenPmnetwork20210102 DLruhul01Noch keine Bewertungen
- New Year Allowance: HonorariumDokument41 SeitenNew Year Allowance: Honorariumruhul01Noch keine Bewertungen
- Google Meet FinalDokument18 SeitenGoogle Meet Finalruhul01Noch keine Bewertungen
- Resume 003Dokument1 SeiteResume 003AkshayMilmileNoch keine Bewertungen
- Foot Ring 12.5 KG: Omera Cylinders LimitedDokument1 SeiteFoot Ring 12.5 KG: Omera Cylinders Limitedruhul01Noch keine Bewertungen
- Understanding Power Purchase Agreements PDFDokument190 SeitenUnderstanding Power Purchase Agreements PDFMohammed SaidNoch keine Bewertungen
- Junior English Exam Revision GuideDokument3 SeitenJunior English Exam Revision Guideruhul01Noch keine Bewertungen
- Digital Resilience and Innovation of OPL During Covid-19 PandemicDokument2 SeitenDigital Resilience and Innovation of OPL During Covid-19 Pandemicruhul01Noch keine Bewertungen
- Thegas Cylinder Rules 1991Dokument32 SeitenThegas Cylinder Rules 1991SultanNoch keine Bewertungen
- HP Gas FormDokument1 SeiteHP Gas FormbakshenileshNoch keine Bewertungen