Das könnte Ihnen auch gefallen
- Cynthia Enloe - Bananas, Beaches and Bases - Making Feminist Sense of International Politics (2000) - 2 PDFDokument260 SeitenCynthia Enloe - Bananas, Beaches and Bases - Making Feminist Sense of International Politics (2000) - 2 PDFMahasti YuanitaNoch keine Bewertungen
- Research ProposalDokument40 SeitenResearch ProposalBrandon Alforque EsmasNoch keine Bewertungen
- Introductory Pages - Narrative ReportDokument5 SeitenIntroductory Pages - Narrative ReportRafael Santiago100% (1)
- Labor Law Assignment AnswersDokument4 SeitenLabor Law Assignment AnswerssyhyyhNoch keine Bewertungen
- Part One: Learning ObjectivesDokument8 SeitenPart One: Learning ObjectivesSyedAshirBukhariNoch keine Bewertungen
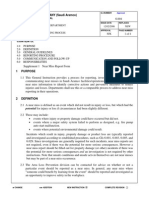
- G.i.6 - 004 Near Miss Reporting ProcessDokument5 SeitenG.i.6 - 004 Near Miss Reporting ProcessSantos Rex100% (2)
- Preparation of The Project Feasibility: January November Activities Project Conceptualization and Identification DecemberDokument1 SeitePreparation of The Project Feasibility: January November Activities Project Conceptualization and Identification DecemberMarnelli PerezNoch keine Bewertungen
- Gold Star Chilli CaseDokument20 SeitenGold Star Chilli Caseavd_desai2005628671% (7)
- Forda FinalDokument151 SeitenForda FinalNirvana GolesNoch keine Bewertungen
- Chapter 3Dokument5 SeitenChapter 3Faith LacreteNoch keine Bewertungen
- Chapter 1 - Executive Summary - PagedDokument7 SeitenChapter 1 - Executive Summary - PagedCedric NavalNoch keine Bewertungen
- Methods of ResearchDokument35 SeitenMethods of ResearchGerik JavonilloNoch keine Bewertungen
- Chapter 1 5Dokument81 SeitenChapter 1 5Anzene JasulNoch keine Bewertungen
- Feasibility StudyDokument4 SeitenFeasibility StudyJohn M MachariaNoch keine Bewertungen
- Chapter 1Dokument8 SeitenChapter 1Caitlin Roice Cang TingNoch keine Bewertungen
- Innovation Manuscript BodyDokument65 SeitenInnovation Manuscript BodyRenz Jacalan50% (2)
- SiomalunggayDokument1 SeiteSiomalunggayScoopery0% (1)
- Chapter 5Dokument16 SeitenChapter 5IbrahimNoch keine Bewertungen
- Chapter Five System DesignDokument46 SeitenChapter Five System DesignMikaelaMaeVillaluzNoch keine Bewertungen
- Final Paper MyjuizDokument31 SeitenFinal Paper MyjuizFrancis Bhrill NuezNoch keine Bewertungen
- Feasibility Coffeesal Final 6Dokument213 SeitenFeasibility Coffeesal Final 6Ma'am Katrina Marie MirandaNoch keine Bewertungen
- TempoDokument95 SeitenTempoMartyne RealoNoch keine Bewertungen
- Adrian Bellen-Case Study 4Dokument3 SeitenAdrian Bellen-Case Study 4Adrian B Bellen100% (1)
- Folded & Hung Environmental Analysis Term PaperDokument18 SeitenFolded & Hung Environmental Analysis Term PaperCJ Dela CruzNoch keine Bewertungen
- Marketing Performance of Purified Water Refilling Stations in MintalDokument4 SeitenMarketing Performance of Purified Water Refilling Stations in MintalJykyll PaulNoch keine Bewertungen
- Anti Hospital Detention Bill BGHMC PresentationDokument9 SeitenAnti Hospital Detention Bill BGHMC PresentationVenus PangilinanNoch keine Bewertungen
- FT-CRD-119-00 Feasibility Study FrameworkDokument37 SeitenFT-CRD-119-00 Feasibility Study Frameworkashley vistaNoch keine Bewertungen
- Coffee Shop BusinessDokument2 SeitenCoffee Shop BusinessSim Pack100% (1)
- Trends in Quantity of Food PrpoductionDokument27 SeitenTrends in Quantity of Food PrpoductionMa.Lourdes CorpuzNoch keine Bewertungen
- Review QuestionsDokument6 SeitenReview QuestionsArjina Arji0% (1)
- Motivating The Channel Members - IMT GHZ 011210Dokument22 SeitenMotivating The Channel Members - IMT GHZ 011210gauravNoch keine Bewertungen
- Business Plan Squash Corned Beef NuggetsDokument19 SeitenBusiness Plan Squash Corned Beef NuggetsKath MadridNoch keine Bewertungen
- Chick N' Joes: A Business Plan Presented To The Faculty of Business High SchoolDokument21 SeitenChick N' Joes: A Business Plan Presented To The Faculty of Business High SchoolGraceAbarcaNoch keine Bewertungen
- Chapter 01 Intro To Production and Operations ManagementDokument43 SeitenChapter 01 Intro To Production and Operations ManagementDuga RennabelleNoch keine Bewertungen
- Marketing Strategies-17122021-4 PDFDokument22 SeitenMarketing Strategies-17122021-4 PDFLenard AnggayNoch keine Bewertungen
- Human Resource Management During Covid-19 Pandemic: An Insight Onthe Challenges For Human Resource PractitionersDokument8 SeitenHuman Resource Management During Covid-19 Pandemic: An Insight Onthe Challenges For Human Resource PractitionersshubhamNoch keine Bewertungen
- Formative Assessment: Instructions: Read Carefully The Case and Answer The Questions Below Comprehensively. Case Study #1Dokument2 SeitenFormative Assessment: Instructions: Read Carefully The Case and Answer The Questions Below Comprehensively. Case Study #1Kimberly Gabatan0% (1)
- Copy-Forms & Formats For Bell Desk OperationDokument8 SeitenCopy-Forms & Formats For Bell Desk OperationINFO STATIONERSNoch keine Bewertungen
- Effects of Decreasing Tourist Rate of Travel Destinations To The Residents of Burauen Due To COVID-19 Restrictions (Case Study by Ian Bong Jonale)Dokument14 SeitenEffects of Decreasing Tourist Rate of Travel Destinations To The Residents of Burauen Due To COVID-19 Restrictions (Case Study by Ian Bong Jonale)Rosheine Ann DazoNoch keine Bewertungen
- Production PlanDokument7 SeitenProduction Plansyed HassanNoch keine Bewertungen
- The Philippine Environment For EntrepreneurshipDokument2 SeitenThe Philippine Environment For EntrepreneurshipAsrifah Canapi PanumpangNoch keine Bewertungen
- Tool Room Lathe PDFDokument4 SeitenTool Room Lathe PDFShahAzeem AhamadNoch keine Bewertungen
- SWOT AnalysisDokument8 SeitenSWOT AnalysisZairie TarbiyyahmanNoch keine Bewertungen
- Enverga University: Methods and ProceduresDokument6 SeitenEnverga University: Methods and ProceduresCriselda Cabangon DavidNoch keine Bewertungen
- Management AspectDokument15 SeitenManagement Aspect버니 모지코Noch keine Bewertungen
- Strategic-Management, ProductionOperations Concerns When Implementing StrategiesDokument12 SeitenStrategic-Management, ProductionOperations Concerns When Implementing StrategiesJerome ReyesNoch keine Bewertungen
- Case Study 1 and 2 For PracticeDokument4 SeitenCase Study 1 and 2 For PracticeArslan KhanNoch keine Bewertungen
- Pasa-BUY: " " Opportunity SectionDokument3 SeitenPasa-BUY: " " Opportunity SectionPeter Cranzo MeisterNoch keine Bewertungen
- Binungey Ice CreamDokument6 SeitenBinungey Ice CreamCassandra BorbonNoch keine Bewertungen
- I.Executive SummaryDokument12 SeitenI.Executive SummaryFatima TawasilNoch keine Bewertungen
- V Marketing FeasiblityDokument29 SeitenV Marketing FeasiblityLeynard ColladoNoch keine Bewertungen
- Feasibility Study of Crispy Eggplant Nuggets in Libis Binangonan RizalDokument74 SeitenFeasibility Study of Crispy Eggplant Nuggets in Libis Binangonan RizalCerda, Chrizly Maea P.Noch keine Bewertungen
- Reflection Paper On Locating Product and Service FacilitiesDokument3 SeitenReflection Paper On Locating Product and Service FacilitiesTetet ChuaNoch keine Bewertungen
- Business Plan: Our Lady of Fatima University Senior High School Accountancy, Business and ManagementDokument15 SeitenBusiness Plan: Our Lady of Fatima University Senior High School Accountancy, Business and ManagementCrystal JadeNoch keine Bewertungen
- BUSINESS PlANDokument22 SeitenBUSINESS PlANRose LagmayNoch keine Bewertungen
- Chapter 3Dokument7 SeitenChapter 3odette jeane rubinNoch keine Bewertungen
- Concept of ProductionDokument43 SeitenConcept of ProductionSweetams QuigamanNoch keine Bewertungen
- Methods and DesignDokument25 SeitenMethods and DesignMars MaguenNoch keine Bewertungen
- 5th Chapter - COFFEE SHOPDokument10 Seiten5th Chapter - COFFEE SHOPRomel Remolacio AngngasingNoch keine Bewertungen
- Starbucks 4ps Target Market Kenneth Baka Naman Iprint Mo ToDokument4 SeitenStarbucks 4ps Target Market Kenneth Baka Naman Iprint Mo ToAnalou Del Rosario QuiñonesNoch keine Bewertungen
- Statistical Treatment of DataDokument3 SeitenStatistical Treatment of DataChristian PapaNoch keine Bewertungen
- Layout Planning - NewDokument35 SeitenLayout Planning - NewHritik DilawariNoch keine Bewertungen
- The NEP Workshop On: State of Art Minihydro Technologies For ElectrificationDokument44 SeitenThe NEP Workshop On: State of Art Minihydro Technologies For ElectrificationAdhanom G.Noch keine Bewertungen
- Welding Joint Design and Welding SymbolsDokument67 SeitenWelding Joint Design and Welding SymbolsAdhanom G.Noch keine Bewertungen
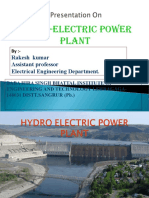
- Rakesh Kumar Assistant Professor Electrical Engineering DepartmentDokument99 SeitenRakesh Kumar Assistant Professor Electrical Engineering DepartmentAdhanom G.Noch keine Bewertungen
- Shielded Metal Arc Welding: An IntroductionDokument10 SeitenShielded Metal Arc Welding: An IntroductionAdhanom G.Noch keine Bewertungen
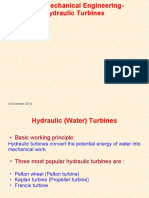
- 4 November 2010Dokument25 Seiten4 November 2010Adhanom G.Noch keine Bewertungen
- Hydraulic Turbines and Its ClassificationDokument18 SeitenHydraulic Turbines and Its ClassificationAdhanom G.Noch keine Bewertungen
- Pelton Turbine Is A Tangential Flow Impulse TurbineDokument14 SeitenPelton Turbine Is A Tangential Flow Impulse TurbineAdhanom G.Noch keine Bewertungen
- Manufacturing: Out Line Introduction Overview of ManufacturingDokument200 SeitenManufacturing: Out Line Introduction Overview of ManufacturingAdhanom G.Noch keine Bewertungen
- Shielded Metal Arc WeldingDokument42 SeitenShielded Metal Arc WeldingAdhanom G.Noch keine Bewertungen
- Sheet Metal Gauge & Thickness: For Ferrous and Nonferrous MetalsDokument1 SeiteSheet Metal Gauge & Thickness: For Ferrous and Nonferrous MetalsAdhanom G.Noch keine Bewertungen
- 23 Application and Control of Pre-HeatDokument18 Seiten23 Application and Control of Pre-HeatAdhanom G.Noch keine Bewertungen
- Engineering MaterialsDokument32 SeitenEngineering MaterialsAdhanom G.Noch keine Bewertungen
- 10 MMA WeldingDokument16 Seiten10 MMA WeldingAdhanom G.Noch keine Bewertungen
- Dialogos EstructurasDokument6 SeitenDialogos Estructurasisa tosNoch keine Bewertungen
- Understanding The Reliability Block DiagramDokument5 SeitenUnderstanding The Reliability Block DiagramHugh cabNoch keine Bewertungen
- Syllabus TemplateDokument10 SeitenSyllabus TemplateJoemar GagnaoNoch keine Bewertungen
- Filipino Creativity and InnovationDokument3 SeitenFilipino Creativity and Innovationcyrene rufoNoch keine Bewertungen
- ICAO Language Proficiency Rating ScaleDokument2 SeitenICAO Language Proficiency Rating ScaleSerega0804100% (1)
- Cloudera Navigator: Integrated Data Management and Governance For HadoopDokument2 SeitenCloudera Navigator: Integrated Data Management and Governance For HadoopjennykenaNoch keine Bewertungen
- Embodied Precariat and Digital Control in The Gig Economy The Mobile Labor of Food Delivery WorkersDokument21 SeitenEmbodied Precariat and Digital Control in The Gig Economy The Mobile Labor of Food Delivery WorkersEduardo Mora ZúñigaNoch keine Bewertungen
- 25 Eviota V Ca - CompressDokument3 Seiten25 Eviota V Ca - CompressAngel EiliseNoch keine Bewertungen
- Position Analysis QuestionnaireDokument10 SeitenPosition Analysis Questionnaireraluca tomaNoch keine Bewertungen
- Ashlee Dillingham Teach Resume 2 1Dokument2 SeitenAshlee Dillingham Teach Resume 2 1api-547670474Noch keine Bewertungen
- Australian Perspectives On Music EducationDokument75 SeitenAustralian Perspectives On Music EducationTine AquinoNoch keine Bewertungen
- Data Collection in Survey Research: Questionnaire Design: Coursera (Marketing Strategy Specialization) - Shameek SinhaDokument7 SeitenData Collection in Survey Research: Questionnaire Design: Coursera (Marketing Strategy Specialization) - Shameek SinhaPJ RACINoch keine Bewertungen
- Entrepreneurship by Robert Hisrich, Michael Peters and Dean Shepherd - 9e, TEST BANK 0078029198Dokument14 SeitenEntrepreneurship by Robert Hisrich, Michael Peters and Dean Shepherd - 9e, TEST BANK 0078029198jksmtnNoch keine Bewertungen
- ICFRE Scientist Recruitment 18feb10Dokument9 SeitenICFRE Scientist Recruitment 18feb10cvrcmrNoch keine Bewertungen
- First Term Test-1-321Dokument9 SeitenFirst Term Test-1-321scribd1Noch keine Bewertungen
- Thesis Chapter1-3Dokument76 SeitenThesis Chapter1-3Arveeh AvilesNoch keine Bewertungen
- The Silent Revolution Frank DikotterDokument16 SeitenThe Silent Revolution Frank DikotterWilliam ChanNoch keine Bewertungen
- 9.3 Management Review: Clause ISO 45001:2018 Requirements Reference in Your System Verification Area of Concern?Dokument1 Seite9.3 Management Review: Clause ISO 45001:2018 Requirements Reference in Your System Verification Area of Concern?Anabela GibraltarNoch keine Bewertungen
- VietnamCredit Business Information Provider in VietnamDokument13 SeitenVietnamCredit Business Information Provider in VietnamDiệu HoàngNoch keine Bewertungen
- Legal Ethics 2nd SemDokument4 SeitenLegal Ethics 2nd SemRegine LangrioNoch keine Bewertungen
- Aviation Industry in Bangladesh Prospect and ChallangesDokument41 SeitenAviation Industry in Bangladesh Prospect and ChallangesKhaled Bin SalamNoch keine Bewertungen
- Paat vs. CADokument9 SeitenPaat vs. CATauMu AcademicNoch keine Bewertungen
- Northwestern Engineering Graduate Program GuideDokument27 SeitenNorthwestern Engineering Graduate Program GuidePepeAndresNoch keine Bewertungen
- CRID PowerPoint Slides - Aviation Revenue Generation Presentation - 3 Lean MGTDokument58 SeitenCRID PowerPoint Slides - Aviation Revenue Generation Presentation - 3 Lean MGTTobzNoch keine Bewertungen
- Bullying PacketDokument40 SeitenBullying Packetmarianne_krivan100% (1)
- Counselling in A Digital WorldDokument2 SeitenCounselling in A Digital WorldIhin Nur FarihinNoch keine Bewertungen
- Art AppreciationDokument17 SeitenArt Appreciationfordan ZodorovicNoch keine Bewertungen
- MGT 201 Midterm Exam, Version BDokument8 SeitenMGT 201 Midterm Exam, Version BCybelle TradNoch keine Bewertungen