Das könnte Ihnen auch gefallen
- Chapter Motion and Control SystemDokument13 SeitenChapter Motion and Control SystemRavinder SinghNoch keine Bewertungen
- Chapter 4 - 1Dokument13 SeitenChapter 4 - 1khalil alhatabNoch keine Bewertungen
- CADCAM CNC Unit-3.2Dokument45 SeitenCADCAM CNC Unit-3.2kiranchennoju2004Noch keine Bewertungen
- CH 7 Numerical ControlDokument72 SeitenCH 7 Numerical ControlJagmeet SinghNoch keine Bewertungen
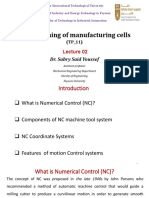
- Lec.02 Programming of Manufacturing CellsDokument28 SeitenLec.02 Programming of Manufacturing CellsAmer Abd EL-hkimNoch keine Bewertungen
- CNC 1new Microsoft Office Word DocumentDokument13 SeitenCNC 1new Microsoft Office Word DocumentarunNoch keine Bewertungen
- CNC NoteDokument7 SeitenCNC Note21UME003 TUSHAR DEBNoch keine Bewertungen
- Configuration of CNC System: 1. Central Processing Unit (CPU)Dokument4 SeitenConfiguration of CNC System: 1. Central Processing Unit (CPU)tavish sharmaNoch keine Bewertungen
- Cim Module IIIDokument126 SeitenCim Module IIIRamees KpNoch keine Bewertungen
- Cad/Cam: NC, CNC, DNC TechnologiesDokument37 SeitenCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarNoch keine Bewertungen
- Cim Module III-1Dokument37 SeitenCim Module III-1Akash ByjuNoch keine Bewertungen
- CNC PDFDokument11 SeitenCNC PDFNadosh MohammedNoch keine Bewertungen
- Computer Numerical Control Systems (CNC)Dokument13 SeitenComputer Numerical Control Systems (CNC)lucasNoch keine Bewertungen
- Principle and Operation of A CNC MachineDokument11 SeitenPrinciple and Operation of A CNC Machinemdkhandave9106Noch keine Bewertungen
- CNC Class Notes PDFDokument28 SeitenCNC Class Notes PDFMaximiliano GarciaNoch keine Bewertungen
- Title Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiDokument11 SeitenTitle Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiSilang KataNoch keine Bewertungen
- Numerical ControlDokument37 SeitenNumerical ControlRammohan ReddyNoch keine Bewertungen
- CAD Assignment IIDokument17 SeitenCAD Assignment IIBappi ChamuaNoch keine Bewertungen
- The Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureDokument66 SeitenThe Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureYohannes GebreNoch keine Bewertungen
- Introduction To Computer Numerically Controlled (CNC) MachinesDokument23 SeitenIntroduction To Computer Numerically Controlled (CNC) MachinesRafi ShaikNoch keine Bewertungen
- The Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureDokument66 SeitenThe Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureVinit BhardwajNoch keine Bewertungen
- Bme Lecture CNCDokument18 SeitenBme Lecture CNCRoop LalNoch keine Bewertungen
- Advanced Computer Architecture: CSE-401 EDokument71 SeitenAdvanced Computer Architecture: CSE-401 EJitender GargNoch keine Bewertungen
- NC, CNC & DNCDokument135 SeitenNC, CNC & DNCchouguleonkar50% (10)
- Computer Numerical ControlDokument71 SeitenComputer Numerical ControlMayyank GargNoch keine Bewertungen
- Industrial Training: CNC MachineDokument21 SeitenIndustrial Training: CNC MachineSrajit SaxenaNoch keine Bewertungen
- Os IntDokument49 SeitenOs IntKarthikeyaNoch keine Bewertungen
- Computer Organization and Architecture (ECE2002)Dokument14 SeitenComputer Organization and Architecture (ECE2002)K.bhogendranathareddy KuppireddyNoch keine Bewertungen
- CNC PresentationDokument35 SeitenCNC PresentationFrank MartinNoch keine Bewertungen
- CNC and Part ProgramDokument54 SeitenCNC and Part ProgramAkatew Haile MebrahtuNoch keine Bewertungen
- Digitiilis Rendszerek 6S Sziimit6Gtp Architekttiriik I.: Veszprcmi Egyetem, Miiszaki Informatika SzakDokument33 SeitenDigitiilis Rendszerek 6S Sziimit6Gtp Architekttiriik I.: Veszprcmi Egyetem, Miiszaki Informatika SzakBlazsNoch keine Bewertungen
- Digital Assignment-1 Name: Ayachitula Sankar Sudheer Reg No: 18BCE0556Dokument6 SeitenDigital Assignment-1 Name: Ayachitula Sankar Sudheer Reg No: 18BCE0556Sankar AyachitulaNoch keine Bewertungen
- Manufacturing Technology (ME461) Lecture10Dokument16 SeitenManufacturing Technology (ME461) Lecture10candypop8725Noch keine Bewertungen
- Computer Numerical Control (CNC) : Reading Materials For IC Training ModulesDokument35 SeitenComputer Numerical Control (CNC) : Reading Materials For IC Training ModulesjohnNoch keine Bewertungen
- NCDokument7 SeitenNCsugiantobarusNoch keine Bewertungen
- LEC 06 - 07 Mechatronics Systems and ApplicationsDokument26 SeitenLEC 06 - 07 Mechatronics Systems and ApplicationsAakash ParmarNoch keine Bewertungen
- Numerical ControlDokument58 SeitenNumerical Controldineshwin27Noch keine Bewertungen
- NcmachinesDokument4 SeitenNcmachinesmanish kumarNoch keine Bewertungen
- Week 7+8 Lect 5 - CNCDokument18 SeitenWeek 7+8 Lect 5 - CNCmuhammadarshadnaveed346Noch keine Bewertungen
- Study of Plcs and CNC Machines at Bhel,: Register No: 15bec1172 Name: V Ajay KumarDokument33 SeitenStudy of Plcs and CNC Machines at Bhel,: Register No: 15bec1172 Name: V Ajay KumarTanmay RaiNoch keine Bewertungen
- CNC PLCDokument3 SeitenCNC PLCWaleed Abdu RahimanNoch keine Bewertungen
- Virtual Instrumentation Interface For SRRC Control System: The Is AsDokument3 SeitenVirtual Instrumentation Interface For SRRC Control System: The Is AsJulio CésarNoch keine Bewertungen
- CNC Unit 1Dokument4 SeitenCNC Unit 1chandiran88Noch keine Bewertungen
- Unit - Iv Part A 16.08Dokument19 SeitenUnit - Iv Part A 16.08Mohd InayathNoch keine Bewertungen
- NC & CNC MachinesDokument12 SeitenNC & CNC MachinesRenjith RajendraprasadNoch keine Bewertungen
- Chapter 7 Numerical Control and Industrial RoboticsDokument53 SeitenChapter 7 Numerical Control and Industrial RoboticsYousab CreatorNoch keine Bewertungen
- Unit 1 Part 1.2Dokument6 SeitenUnit 1 Part 1.2Abhishek KumarNoch keine Bewertungen
- Fundamentals of NC Technology-Unit-1Dokument38 SeitenFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- CNC TechnologyDokument51 SeitenCNC TechnologylyriccNoch keine Bewertungen
- Module - Additive Manufacturing 18 SchemeDokument54 SeitenModule - Additive Manufacturing 18 SchemeSANTOSHNoch keine Bewertungen
- Lecture 12-15, Computer Numerical Control, Dr. Janakarajan RamkumarDokument98 SeitenLecture 12-15, Computer Numerical Control, Dr. Janakarajan RamkumarShubha Tambrahalli ChandrashekarNoch keine Bewertungen
- AcaDokument71 SeitenAcaRishabh PurwarNoch keine Bewertungen
- CNCDokument23 SeitenCNCMina BadratNoch keine Bewertungen
- Numerical ControlDokument10 SeitenNumerical ControlDevarajanRaghavanNoch keine Bewertungen
- CNC NotesDokument9 SeitenCNC NotesPranav DeshpandeNoch keine Bewertungen
- Data Driven System Engineering: Automotive ECU DevelopmentVon EverandData Driven System Engineering: Automotive ECU DevelopmentNoch keine Bewertungen
- Preliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960Von EverandPreliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960Noch keine Bewertungen
- Ass Intrntl BusnsDokument4 SeitenAss Intrntl BusnsJapneet GhaiNoch keine Bewertungen
- S09 TTT DiagramDokument6 SeitenS09 TTT Diagrampraba_343Noch keine Bewertungen
- 04 Weld Micro Structure 01Dokument33 Seiten04 Weld Micro Structure 01Japneet GhaiNoch keine Bewertungen
- 2 Staging The EventDokument25 Seiten2 Staging The EventJapneet GhaiNoch keine Bewertungen
- Profile in AbstractDokument5 SeitenProfile in AbstractMostafa MohmmedNoch keine Bewertungen
- 402D-05 Industrial Engine PN1812Dokument2 Seiten402D-05 Industrial Engine PN1812Muhammad AhmadNoch keine Bewertungen
- 3pl & 4plDokument38 Seiten3pl & 4plsanthosh n prabhuNoch keine Bewertungen
- Top 10 Reasons Why Systems Projects FailDokument9 SeitenTop 10 Reasons Why Systems Projects FailKurt_Wheeler_5068Noch keine Bewertungen
- Building Insulation BulletinDokument4 SeitenBuilding Insulation BulletinSarath ChukkapalliNoch keine Bewertungen
- T&D March 2011Dokument118 SeitenT&D March 2011refherreraNoch keine Bewertungen
- List of NOBODokument232 SeitenList of NOBOMuhammadShabbirNoch keine Bewertungen
- ChecklistDokument28 SeitenChecklistphilipalexjonesNoch keine Bewertungen
- An Introduction To Project ManagementDokument13 SeitenAn Introduction To Project ManagementRohan BhuvadNoch keine Bewertungen
- Registro de Correspondências 2009: Doc Registro Nº. Data DestinoDokument17 SeitenRegistro de Correspondências 2009: Doc Registro Nº. Data DestinoGuillaume Araujo TissierNoch keine Bewertungen
- Irrigation ChecklistDokument12 SeitenIrrigation ChecklistZeeshan Hasan100% (1)
- 4172-2-RFI-F-0645 Installation Inspection For Lighting Fixtures at JCWF LER Building (Roof)Dokument1 Seite4172-2-RFI-F-0645 Installation Inspection For Lighting Fixtures at JCWF LER Building (Roof)sureshNoch keine Bewertungen
- Weldment Visual Inspection Requirements: GE Grid SolutionsDokument11 SeitenWeldment Visual Inspection Requirements: GE Grid SolutionsPankaj KumarNoch keine Bewertungen
- Catálogo Layher EN - AuV - AluSteg - 600 PDFDokument12 SeitenCatálogo Layher EN - AuV - AluSteg - 600 PDFUbiratã AndersonNoch keine Bewertungen
- CT616 Spec Sheet 0115Dokument2 SeitenCT616 Spec Sheet 0115Daniel Sandoval RojasNoch keine Bewertungen
- Company ProfileDokument20 SeitenCompany ProfileWilson TjandraNoch keine Bewertungen
- A View From The Top Top-Down Design Methods in Autodesk® Inventor®Dokument32 SeitenA View From The Top Top-Down Design Methods in Autodesk® Inventor®Peter WestNoch keine Bewertungen
- Software Processes: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 3 Slide 1Dokument49 SeitenSoftware Processes: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 3 Slide 1suryadiNoch keine Bewertungen
- Pinto Pm3 Ch08Dokument25 SeitenPinto Pm3 Ch08AlbertoNoch keine Bewertungen
- Best Practices Data Model Review ProcessDokument3 SeitenBest Practices Data Model Review ProcesssagrawaNoch keine Bewertungen
- Indian Naval Aviation - An OverviewDokument1 SeiteIndian Naval Aviation - An OverviewBharat TailorNoch keine Bewertungen
- REI 2019 Show Directory - Third Cut-MinDokument419 SeitenREI 2019 Show Directory - Third Cut-Minmahajan.gouravNoch keine Bewertungen
- DG Sync Panel PDFDokument4 SeitenDG Sync Panel PDFAnonymous TmbXgbNoch keine Bewertungen
- Catalog For CrossoverDokument52 SeitenCatalog For CrossoverAhmed MushtaqNoch keine Bewertungen
- Construction Contracts 200 Questions and AnswersDokument220 SeitenConstruction Contracts 200 Questions and AnswersWael LotfyNoch keine Bewertungen
- Attrezzatura LiebherrDokument12 SeitenAttrezzatura LiebherrmimmoNoch keine Bewertungen
- PlywoodDokument4 SeitenPlywoodaishu.fullscreenstatusNoch keine Bewertungen
- Shore General CatalogueDokument20 SeitenShore General Catalogueao185029Noch keine Bewertungen
- Malaysia Inspection Bodies Accreditation Scheme (Mibas)Dokument11 SeitenMalaysia Inspection Bodies Accreditation Scheme (Mibas)Ko NSNoch keine Bewertungen
- Af Cluster MountsDokument12 SeitenAf Cluster MountsDivina Luiza FantonialNoch keine Bewertungen