Das könnte Ihnen auch gefallen
- Netter Grosser Baer Amigurumi Anleitung PDF KostenlosDokument10 SeitenNetter Grosser Baer Amigurumi Anleitung PDF KostenlosBrigitte Stark100% (2)
- Anleitung Für Tischdecke Kirschzeit PDFDokument5 SeitenAnleitung Für Tischdecke Kirschzeit PDFGyöngyösi-Zeke Anikó100% (1)
- Lockpicking Flipper SelbstbauDokument4 SeitenLockpicking Flipper SelbstbauPatrick PautzNoch keine Bewertungen
- Lalylala ModKit Sternzeichen ZwillingeDokument9 SeitenLalylala ModKit Sternzeichen ZwillingeLaura SánchezNoch keine Bewertungen
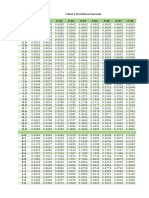
- Tabel Z NegatifDokument1 SeiteTabel Z NegatifDavid Tobing100% (2)
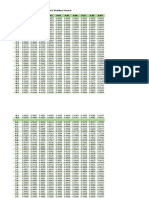
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalTaslim 16019950% (4)
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalPanji MaulanaNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalMUHAMMAD IKBAL75% (8)
- Tabel Z Distribusi NormalDokument3 SeitenTabel Z Distribusi NormalPratiwi DwiNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalMUHAMMAD IKBALNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalTaslim 160199100% (1)
- Standard Normal TablesDokument4 SeitenStandard Normal TablesTANIA IGNACIA CORNEJONoch keine Bewertungen
- Tabel Z Distribusi Normal - Xlsxtabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi Normal - Xlsxtabel Z Distribusi NormalSaint KaiNoch keine Bewertungen
- Sendi Plastis LokasiDokument8 SeitenSendi Plastis Lokasisupandi.stephanusNoch keine Bewertungen
- Bảng thống kê ZDokument2 SeitenBảng thống kê Zdntan.k22nhNoch keine Bewertungen
- Lampiran 11Dokument2 SeitenLampiran 11tetsu 1945Noch keine Bewertungen
- StatnopaDokument4 SeitenStatnopaAditya Yoga.sNoch keine Bewertungen
- 2.3 Tablas de Distribución NormalDokument3 Seiten2.3 Tablas de Distribución NormalLuis Angel VelázquezNoch keine Bewertungen
- Stat 141 - TablesDokument4 SeitenStat 141 - TablesMathew WebsterNoch keine Bewertungen
- Distribución Normal TABLADokument3 SeitenDistribución Normal TABLAJhon Edmer CñNoch keine Bewertungen
- Normal Curve CDFDokument4 SeitenNormal Curve CDFlazardaibrellNoch keine Bewertungen
- Normal Table PDFDokument2 SeitenNormal Table PDFShruti AroraNoch keine Bewertungen
- Z Table PDFDokument2 SeitenZ Table PDFRikza ZakiyaNoch keine Bewertungen
- Statistical Tables Z and T Combined Per Page FormatDokument3 SeitenStatistical Tables Z and T Combined Per Page FormatHans BalingueNoch keine Bewertungen
- Standard Normal Distribution Table For SEHH1055 Ch4 Ch5 (2024)Dokument2 SeitenStandard Normal Distribution Table For SEHH1055 Ch4 Ch5 (2024)rhm5gfb7zhNoch keine Bewertungen
- Z Table Area To The Left of ZDokument2 SeitenZ Table Area To The Left of ZpsevangelioNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument2 SeitenTabel Z Distribusi NormalFikri AlfiansyahNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument1 SeiteTabel Z Distribusi NormalMayo ShaquilleNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument2 SeitenTabel Z Distribusi NormalJaime Francisco SimithNoch keine Bewertungen
- Esfuerzo Deformación TorDokument1.576 SeitenEsfuerzo Deformación TorJohn RojasNoch keine Bewertungen
- Data-3 - 5 - 2024-2 - 20 PMDokument2 SeitenData-3 - 5 - 2024-2 - 20 PMkjoshik251Noch keine Bewertungen
- ExportDokument8 SeitenExportQusai JebawiNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument2 SeitenTabel Z Distribusi Normalqoim rahmawatiNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument2 SeitenTabel Z Distribusi Normalpatrich papilayaNoch keine Bewertungen
- PM Momen, RP, FB, KKG BL2Dokument155 SeitenPM Momen, RP, FB, KKG BL2jhon magisaNoch keine Bewertungen
- STAT3003-table normalCDF2Dokument1 SeiteSTAT3003-table normalCDF2SapphireNoch keine Bewertungen
- Lot No SR Remark For Paper (A) Log Cutting DateDokument665 SeitenLot No SR Remark For Paper (A) Log Cutting DateKyaw Thu AungNoch keine Bewertungen
- Ilide - Info Tabel Poisson PRDokument6 SeitenIlide - Info Tabel Poisson PRsislexx52Noch keine Bewertungen
- Outlook Nenas 2015Dokument11 SeitenOutlook Nenas 2015dharma anggaraNoch keine Bewertungen
- Tabla Dist. PoissonDokument3 SeitenTabla Dist. PoissonJ PNoch keine Bewertungen
- OBISDokument2 SeitenOBISYogendra YadavNoch keine Bewertungen
- ZtableDokument1 SeiteZtablepesigan.nataliegabrielle2Noch keine Bewertungen
- Tabla Normal AcumuladaDokument3 SeitenTabla Normal AcumuladaJONATHAN URIEL LOPEZ PAZNoch keine Bewertungen
- Tabela de POISSONDokument5 SeitenTabela de POISSONDaniel MeloNoch keine Bewertungen
- Sce Abrangencias CarenciasDokument32.767 SeitenSce Abrangencias Carenciasjesse9001Noch keine Bewertungen
- Calculo DiferencialDokument22 SeitenCalculo Diferencialvictor alfonso perez hernandezNoch keine Bewertungen
- Calculs Topo-PR VideDokument45 SeitenCalculs Topo-PR VideSaid CherguiNoch keine Bewertungen
- Tabel ZDokument2 SeitenTabel Zmertasari afsariNoch keine Bewertungen
- Tablas de Probabilidad (3 Versiones Diferentes)Dokument89 SeitenTablas de Probabilidad (3 Versiones Diferentes)luz belen mendez lopezNoch keine Bewertungen
- Deriva, DesplazamientoDokument37 SeitenDeriva, DesplazamientoJohanMirandaNoch keine Bewertungen
- Poisson PuntualDokument5 SeitenPoisson PuntualandreaNoch keine Bewertungen
- RundholzkubiktabelleDokument20 SeitenRundholzkubiktabelleHALANoch keine Bewertungen
- Marketing StatusDokument713 SeitenMarketing StatusRohitKumarNoch keine Bewertungen
- Karisma Done2 MergedDokument24 SeitenKarisma Done2 MergedKhalid Che Mohd RaniNoch keine Bewertungen
- Tabel Z Distribusi NormalDokument4 SeitenTabel Z Distribusi NormalreadNoch keine Bewertungen
- ShoaibDokument20 SeitenShoaibBest AviaryNoch keine Bewertungen
- DoorprizeDokument9 SeitenDoorprizezans skuyNoch keine Bewertungen
- Karisma Done2Dokument12 SeitenKarisma Done2Khalid Che Mohd RaniNoch keine Bewertungen
- Z Table - Standard Normal DistributionDokument1 SeiteZ Table - Standard Normal DistributionYunus ÖzkaşNoch keine Bewertungen
- Normal CDFDokument1 SeiteNormal CDFسجود الخالديNoch keine Bewertungen
- Croos KenyDokument4 SeitenCroos KenyLuis Eduardo Coaquera AbantoNoch keine Bewertungen
- 2 Planilla MLE 2023Dokument470 Seiten2 Planilla MLE 2023isa.munoz.saavedraNoch keine Bewertungen
- Informationssicherheitsbewusstsein für den Schulalltag: SecAware4schoolVon EverandInformationssicherheitsbewusstsein für den Schulalltag: SecAware4schoolScholl Margit ChristaNoch keine Bewertungen
- Konf TotDokument3 SeitenKonf TotFuchs100% (1)
- Wo Der Hammer HängtDokument5 SeitenWo Der Hammer HängtRizehtaNoch keine Bewertungen
- Scinta PreislisteDokument8 SeitenScinta PreislistePaul RöthlisbergerNoch keine Bewertungen
- Soal Kennenlernen Zahlen KonjugationDokument3 SeitenSoal Kennenlernen Zahlen KonjugationSiti Syahrizada MarasabessyNoch keine Bewertungen