Beruflich Dokumente
Kultur Dokumente
55 055 B
Hochgeladen von
Nikolat84Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
55 055 B
Hochgeladen von
Nikolat84Copyright:
Verfügbare Formate
1
10
11
REV.
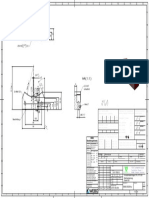
2,5 +- 00,1
A-A
16
10
- 0,02
0,5 X 45
y
35
14 - 0,05
51,9
12
Revisionsverlauf / CHANGINGS HISTORY
Beschreibung / Description
Datum / Date
Name
12 war 16 ; 6 war 8 ; Tol.
23.08.2016
T.Grabherr
hinzu
B
6
0,5 X 45
- 0,01
12 - 0,03
11,9
45
(10)
64,4
B-B ( 1 : 1 )
2
Beschriftung
D
B
4,5
24
7H7
4x
Nicht tolerierte Ma e
Toleranzen fuer Lochabstaende
position tolerance of screw holes
Dimensions without tolerances
0,5
....3
>3
....6
>6
....30
0.1
0.1
0.1
>30
....120
>120
....400
0.2
0.3
Rundungen u. Fasen
Oberflaechenqualitaet
Schrauben / screws:
M8 u. groesser
0.2
M6 u. kleiner
0.1
curve and chamfer
0.2
WEBO
Bearbeitungshinweis
Richtlinie fuer
unbemasste
Gewindetiefen
rules for not
dimensioned
thread length
Positionstoleranzen
fuer Schraubenbohrungen:
position tolerance
of screw hole:
M 12 u. groesser
0,3
M8 bis M10
0,2
M4 x 10
0,1
M6 u. kleiner
M5 x 12
0,3
M6 x 15
M 12 o. bigger
M8 x 20
0,2
M8 and M10
M10 x 25
0,1
M6 o. smaller
M12 x 30
M16 x 35
M20 x 40
Wenn nicht anders toleriert,
sind alle Passgeometrien
wie z.B. Passbohrungen, -taschen
0,01 positiongenau zu fertigen.
0.2
0.5
Richtlinie fuer unbemasste Gewindetiefen
Specifikation for thread deepness without
dimension
M3 x 8
M6 x 15
M12 x 30
M4 x 10
M8 x 20
M16 x 35
M5 x 12
M10 x 25
M20 x 40
053055 2
Pos.
0.01
Rz 100
Rz 25
Rz 6,3
Allgemeintoleranzen
DIN ISO 2768-mk
Kanten ohne Funktion mit Fase
Edges without funktion get a chamfer
1.0503 C45
Fertigma e
Rohmasse
Gewicht ( kg )
Artikelnummer
Werkstoff Nr.
Bemerkung
Waermebehandlung
Haerte ( HRc )
Diese Zeichnung darf ohne unsere Genehmigung weder kopiert noch dritten Personen oder Konkurrenzfirmen zug nglich gemacht werden
15.18.DRG v.19.06.2001
Kunde
Projekt Nr.
SI 01 7905 5
Datum:
Bearb.:
19.07.2016
Innenlamellentr ger 0HL.141.056
Mechanisierung
Stufe 053
Name:
T.Grabherr
Gepr.:
Freig.:
Stifte / pins:
Benennung
nderung
Zeichnungs Nr. Voit
Zeichnungs Nr. Lieferant
Datum:
Name
Freig.
24701-55-055
Rahmen abgelegt in CAD unter MACROS G ligkeit: 12.01.2015
0.1
Index
0.2
M6 o. smaller
roh
Welle Wenden
St ck
Alle Fasen und Verrundungsradien
m ssen gratfrei sein!
M8 o. bigger
Achtung: keine Schnittkanten verrunden / Attention: don't make a champfer on the cutting edge
Sind an Kanten keine Fasen
in den 3D-Daten dargestellt,
oder ma lich def., m ssen diese
mit 0,5 bis 1x45 gefast werden.
Freima toleranzen
DIN ISO 2768 mK
Surface qualitie
05660-053055 -b
Freigabe: Schumacher
10
Werkzeug Nr.
Revision: 1.04
Blatt/DIN
11
Blatt:
1 /1
Massstab:
1:1
A2
12
Das könnte Ihnen auch gefallen
- Pilot2mt de 01 z1000153Dokument171 SeitenPilot2mt de 01 z1000153Nikolat84Noch keine Bewertungen
- 55 054 ADokument1 Seite55 054 ANikolat84Noch keine Bewertungen
- Inst 8715004 deDokument3 SeitenInst 8715004 deNikolat84Noch keine Bewertungen
- Geraetestammblatt 26400Dokument2 SeitenGeraetestammblatt 26400Nikolat84Noch keine Bewertungen
- Miller Bohr enDokument184 SeitenMiller Bohr enNikolat84Noch keine Bewertungen
- 05 Motor - Izduvni Sistem - KlimaDokument111 Seiten05 Motor - Izduvni Sistem - KlimaNikolat84Noch keine Bewertungen