Beruflich Dokumente
Kultur Dokumente
Uebung 2012 07 SPG1 PDF
Uebung 2012 07 SPG1 PDF
Hochgeladen von
Zivan ZivicOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Uebung 2012 07 SPG1 PDF
Uebung 2012 07 SPG1 PDF
Hochgeladen von
Zivan ZivicCopyright:
Verfügbare Formate
%_N_UEBUNG_2012_07_SPG1_MPF
;$PATH=/_N_WKS_DIR/_N_PAL2012_WPD
N5 UEBUNG_2012_07_SPG1
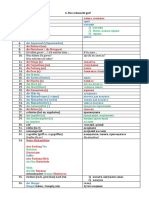
Programmkopf
Rohteil: : Zylinder
Außendurchmesser Ø : XA = 100.000 abs
Anfangsmaß : ZA = 1.000 abs
Endmaß : ZI = -86.000 abs
Bearbeitungsmaß : ZB = -50.000 abs
Rückzug: : einfach
Rückzugsebene : XRA = 2.000 ink
Rückzugsebene : ZRA = 2.000 ink
Werkzeugwechselpunkt im Werkstückkoord.system ( WKS )
Werkzeugwechselpunkt Ø : XT = 300.000 abs
Werkzeugwechselpunkt : ZT = 300.000 abs
Sicherheitsabstand : SC = 1.000 ink
Drehzahlgrenze für konstante Schnittgeschw. : S1 = 3000.000 U/min
Maßeinheit : mm
N10 ;Prog: Moser
N15 ;Werkstueck: PAL2012 UEBUNG 7 SPG. 1
N20 ;Datum: 25.02.2012
N25 ;ShopTurn V06.04
N30 MSG("Bohren D24 86tief")
N35 Bohren Mittig T=VB24 F200/min S1800U Z0=1
Bohren Mittig
Werkzeugname : T = VB24 D1
Vorschub : F = 200.000 mm/min
Spindeldrehzahl :S = 1800 U/min
Schaft/Spitze : Spitze
Bezugspunkt : Z0 = 1.000 abs
Tiefe bezogen auf Z0 : Z1 = -86.500 abs
maximale Zustellung : D = 92.000
Zustellungsverkleinerung : DF = 100.000 %
Verweilzeit : DT = 0.000 s
N40 MSG("Plandrehen")
N45 Abspanen T=ASR_8008 F0.2/U V275m Plan
Abspanen 1
Werkzeugname : T = ASR_8008 D1
Vorschub :F = 0.200 mm/U
Spindeldrehzahl :V = 275 m/min
Bearbeitung: : schruppen
Abspanlage :
Abspanrichtung : Plan
Bezugspunkt Ø : X0 = 100.000 abs
Bezugspunkt : Z0 = 1.000 abs
Endpunkt X1 Ø : X1 = 22.000 abs
Endpunkt Z1 : Z1 = 0.000 abs
Zustelltiefe :D = 2.000 ink
Schlichtaufmaß in X : UX = 0.000 ink
Schlichtaufmaß in Z : UZ = 0.000 ink
N50 MSG("Aussenbearbeitung")
Programmname : UEBUNG_2012_07_SPG1.MPF 06.04.2012 13:20:51 - Seite 1 - --> weitere
N55 AK1
N60 Abspanen T=ASR_8008 F0.3/U V275m
Abspanen
Werkzeugname : T = ASR_8008 D1
Vorschub :F = 0.300 mm/U
Spindeldrehzahl :V = 275 m/min
Bearbeitung: : schruppen
Abspanrichtung : Längs
Außenbearbeitung : Außen
Bearbeitungsrichtung :
Zustelltiefe :D = 2.500 ink
wechselnde Schnittiefe :
Schlichtaufmaß in X : UX = 0.500 ink
Schlichtaufmaß in Z : UZ = 0.100 ink
Rohteilbeschreibung : BL = Zylinder
Aufmaß oder Zylindermaß : XD = 0.000 ink
Aufmaß oder Zylindermaß : ZD = 0.000 ink
Eingrenzen: : nein
Hinterschnitte bearbeiten : nein
N65 Abspanen T=ASL_3504 F0.2/U V295m
Abspanen
Werkzeugname : T = ASL_3504 D1
Vorschub :F = 0.200 mm/U
Spindeldrehzahl :V = 295 m/min
Bearbeitung: : schlichten
Abspanrichtung : Längs
Außenbearbeitung : Außen
Bearbeitungsrichtung :
Korrekturaufmass Kontur : nein
Eingrenzen: : nein
Hinterschnitte bearbeiten : ja
N70 MSG("Innendrehen")
N75 Einstellung Rückzug
Einstellungen
Rückzug: : erweitert
Rückzugsebene Ø : XRI = 21.000 abs
N80 IK1
N85 Abspanen T=ISR_5508 F0.2/U V275m
Abspanen
Werkzeugname : T = ISR_5508 D1
Vorschub :F = 0.200 mm/U
Spindeldrehzahl :V = 275 m/min
Bearbeitung: : schruppen
Abspanrichtung : Längs
Innenbearbeitung : Innen
Bearbeitungsrichtung :
Zustelltiefe :D = 1.500 ink
wechselnde Schnittiefe :
Schlichtaufmaß in X : UX = 0.500 ink
Schlichtaufmaß in Z : UZ = 0.100 ink
Rohteilbeschreibung : BL = Zylinder
Aufmaß oder Zylindermaß : XD = 0.000 ink
Aufmaß oder Zylindermaß : ZD = 0.000 ink
Eingrenzen: : nein
Hinterschnitte bearbeiten : ja
Programmname : UEBUNG_2012_07_SPG1.MPF 06.04.2012 13:20:52 - Seite 2 - --> weitere
Eintauchvorschub Hinterschnitte : FR = 0.100 mm/min
N90 Abspanen T=ISL_3504 F0.15/U V295m
Abspanen
Werkzeugname : T = ISL_3504 D1
Vorschub :F = 0.150 mm/U
Spindeldrehzahl :V = 295 m/min
Bearbeitung: : schlichten
Abspanrichtung : Längs
Innenbearbeitung : Innen
Bearbeitungsrichtung :
Korrekturaufmass Kontur : nein
Eingrenzen: : nein
Hinterschnitte bearbeiten : ja
N95 MSG("Bearbeitung TK R41")
N100 Zentrieren T=NCAB_D12_G90 F120/min S2000U Ø9.5
Zentrieren
Werkzeugname : T = NCAB_D12_G90 D1
Vorschub : F = 120.000 mm/min
Spindeldrehzahl :S = 2000 U/min
Mantel C / Stirn C / Mantel Y / Stirn Y : Stirn C
Durchmesser/Spitze : Durchmesser
Durchmesser der Zentrierung :Ø = 9.500
Verweilzeit : DT = 0.100 s
N105 Bohren T=SB_8.5 F200/min S1800U Z1=11ink
Bohren
Werkzeugname : T = SB_8.5 D1
Vorschub : F = 200.000 mm/min
Spindeldrehzahl :S = 1800 U/min
Mantel C / Stirn C / Mantel Y / Stirn Y : Stirn C
Schaft/Spitze : Spitze
Tiefe bezogen auf Z0 : Z1 = 11.000 ink
Verweilzeit : DT = 0.100 s
N110 001: Lochvollkreis Z0=-29 R41 N8
Muster
Mantel C / Stirn C / Mantel Y / Stirn Y : Stirn C
Bezugspunkt : mittig
: Vollkreis
Bezugspunkt : Z0 = -29.000 abs
Startwinkel : A0 = 0.000 °
Radius : R = 41.000
Anzahl :N =8
Programmende N=1
Programmende
Anzahl Werkstücke: :N =1
E_LAB_A_AK1: ;#SM Z:2
G18 G90 DIAM90 ;*GP*
G0 Z0 X43.95 ;*GP*
G1 X46.95 CHR=1.5 ;*GP*
Z-23.2 ;*GP*
Programmname : UEBUNG_2012_07_SPG1.MPF 06.04.2012 13:20:53 - Seite 3 - --> weitere
X66.9 CHR=.5 ;*GP*
Z-29 ;*GP*
X97 CHR=1 ;*GP*
Z-38 ;*GP*
Z-39.5 X94 ;*GP*
Z-41.5 ;*GP*
X99 ;*GP*
Z-42.5 X101 ;*GP*
RET ;*GP*
E_LAB_E_AK1:
E_LAB_A_IK1: ;#SM Z:1
G18 G90 DIAM90 ;*GP*
G0 Z0 X36.013 ;*GP*
G1 X35.013 CHR=.5 ;*GP*
Z-11.1 ;*GP*
X32.3 CHR=.2 ;*GP*
Z-15.1 ;*GP*
X24.4 ;*GP*
Z-15.8 X23 ;*GP*
RET ;*GP*
E_LAB_E_IK1:
Programmname : UEBUNG_2012_07_SPG1.MPF 06.04.2012 13:20:53 - Seite 4 - --> Ende
Das könnte Ihnen auch gefallen
- Uebung 2012 09 PDFDokument17 SeitenUebung 2012 09 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 03 PDFDokument10 SeitenUebung 2012 03 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 10 SPG1 PDFDokument5 SeitenUebung 2012 10 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 08 SPG1 PDFDokument4 SeitenUebung 2012 08 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Rezepte Mit HuhnDokument8 SeitenRezepte Mit Huhnthe_Alex_ViennaNoch keine Bewertungen
- Unser TagDokument9 SeitenUnser TagThanh NguyenNoch keine Bewertungen
- Linie1 6Dokument2 SeitenLinie1 6OlenaNoch keine Bewertungen
- Martin Schulman - Karmische Beziehungen 2 - Die Partnerschaftlichen AspekteDokument200 SeitenMartin Schulman - Karmische Beziehungen 2 - Die Partnerschaftlichen AspekteG.Marie100% (5)
- Worte Deutsch A2Dokument7 SeitenWorte Deutsch A2Sasa Matic100% (1)
- Passiv PDFDokument4 SeitenPassiv PDFroxana suciu100% (1)