Das könnte Ihnen auch gefallen
- Uebung 2012 10 SPG1 PDFDokument5 SeitenUebung 2012 10 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- DN 200 Hmin 05m 2a90Dokument4 SeitenDN 200 Hmin 05m 2a90Carjan BogdanNoch keine Bewertungen
- Konstruktionslehre BeispielsammlungDokument9 SeitenKonstruktionslehre BeispielsammlungLukeNoch keine Bewertungen
- Bgew Son Son CiktiDokument19 SeitenBgew Son Son CiktiCemil KabakNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- 191343008Dokument2 Seiten191343008Cemil KabakNoch keine Bewertungen
- VDI 2230 Nachrechung KISSsoft 2002Dokument20 SeitenVDI 2230 Nachrechung KISSsoft 2002Ibrahim Rebhi AlzoubiNoch keine Bewertungen
- R12 - Verzahnung I: Aufgabe 1Dokument8 SeitenR12 - Verzahnung I: Aufgabe 1maraska10Noch keine Bewertungen
- Beispiel Für Die Entwurfsberechnungen Eines KastendurchlassesDokument5 SeitenBeispiel Für Die Entwurfsberechnungen Eines KastendurchlassesScribdTranslationsNoch keine Bewertungen
- Formelsammlung ME1Dokument5 SeitenFormelsammlung ME1alex.w.32434Noch keine Bewertungen
- Schöck BOLE3Dokument2 SeitenSchöck BOLE3Milutin ZizicNoch keine Bewertungen
- 294-1-F Kräfte Und Leistungen Beim DrehenDokument1 Seite294-1-F Kräfte Und Leistungen Beim DrehenFlorianKleymannNoch keine Bewertungen
- 296-1-F Kräfte Und Leistungen Beim FräsenDokument1 Seite296-1-F Kräfte Und Leistungen Beim FräsenFlorianKleymannNoch keine Bewertungen
- SCHR 02fcDokument18 SeitenSCHR 02fcIvana OomingmakNoch keine Bewertungen
- StirnradDokument4 SeitenStirnradjanardhanaNoch keine Bewertungen
- Berechnung Von SchneckengetriebenDokument3 SeitenBerechnung Von SchneckengetriebenjanardhanaNoch keine Bewertungen
- Probe PDFDokument42 SeitenProbe PDFceca89Noch keine Bewertungen
- SPEBA Serie 4500 Baulager BemessungDokument12 SeitenSPEBA Serie 4500 Baulager BemessungSPEBA GmbHNoch keine Bewertungen
- Datos GeneradorDokument1 SeiteDatos GeneradorJohan Maroto ValverdeNoch keine Bewertungen
- Ejemplo de FisuracionDokument54 SeitenEjemplo de FisuracionDavid PoliszukNoch keine Bewertungen
- Datenblatt /: Specification Sach NR.: T60403-F4615-X067Dokument3 SeitenDatenblatt /: Specification Sach NR.: T60403-F4615-X067anand shekhawatNoch keine Bewertungen
- CalcProt Z1-Z2Dokument3 SeitenCalcProt Z1-Z2rudolf_laszlokNoch keine Bewertungen
- Verschraubung Auf AlupunktDokument3 SeitenVerschraubung Auf AlupunktLeonard WagnerNoch keine Bewertungen
- Liebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FDokument1 SeiteLiebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FersanNoch keine Bewertungen
- B71909-C-T-P4S-UL: SpindellagerDokument2 SeitenB71909-C-T-P4S-UL: Spindellagerconggiang91Noch keine Bewertungen
- 315 Gleichungen-FertigungstechnikDokument2 Seiten315 Gleichungen-FertigungstechnikNedret BajramovicNoch keine Bewertungen
- BrückenspannungDokument3 SeitenBrückenspannungDeutscherPlatinNoch keine Bewertungen
- RCC - Beam TypDokument2 SeitenRCC - Beam TypParth PatelNoch keine Bewertungen
- Datenblatt 3100.0310lDokument2 SeitenDatenblatt 3100.0310lPajserchinaNoch keine Bewertungen
- Zahnra DerDokument3 SeitenZahnra DerLuka VartušekNoch keine Bewertungen
- BEM Technical parameter技术参数Dokument2 SeitenBEM Technical parameter技术参数Juan Daniel Galindo RamirezNoch keine Bewertungen
- Steifigkeitsberechnung Für PfähleDokument2 SeitenSteifigkeitsberechnung Für PfähleScribdTranslationsNoch keine Bewertungen
- Dst.1 Böhmer KBDokument2 SeitenDst.1 Böhmer KBmark römerNoch keine Bewertungen
- Form AnschweißflanschDokument22 SeitenForm AnschweißflanschNilsNoch keine Bewertungen
- KapitelM Schnittdaten System DSDokument44 SeitenKapitelM Schnittdaten System DSLothar MüllerNoch keine Bewertungen
- Berger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)Dokument2 SeitenBerger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)vladNoch keine Bewertungen
- KLME B 04 ErgebnisübersichtDokument3 SeitenKLME B 04 ErgebnisübersichtEmilyNoch keine Bewertungen
- Formelsammlung Stahlbau EC3Dokument85 SeitenFormelsammlung Stahlbau EC3ali.jamilNoch keine Bewertungen
- Lösungen MechnikDokument227 SeitenLösungen MechnikMiloud OmkorNoch keine Bewertungen
- Me 15 Folien ZahnraederDokument14 SeitenMe 15 Folien ZahnraederozmenNoch keine Bewertungen
- Ipe 200-Hea 180Dokument2 SeitenIpe 200-Hea 180^passwordNoch keine Bewertungen
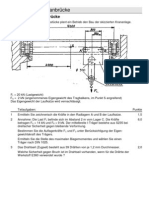
- TGT HP198788-2 KranbrueckeDokument6 SeitenTGT HP198788-2 KranbrueckehippokgNoch keine Bewertungen
- Anzug SchrauenverbindngDokument7 SeitenAnzug SchrauenverbindngHeviiNoch keine Bewertungen
- Aufgabe7 4 1Dokument3 SeitenAufgabe7 4 1Ciolkovski100% (1)
- MGT 2023 Ü4 Elektrische Sicherheit EMVDokument3 SeitenMGT 2023 Ü4 Elektrische Sicherheit EMVvoloshchakkNoch keine Bewertungen
- JM BB500 300laDokument1 SeiteJM BB500 300laMilovan TasicNoch keine Bewertungen
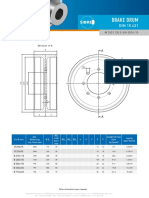
- Sibre Data Sheet Couplings Brake - Drum Din 15431 1501135eDokument1 SeiteSibre Data Sheet Couplings Brake - Drum Din 15431 1501135eRuben PauwelsNoch keine Bewertungen
- Aufgabensammlung Master 11.11.2014Dokument66 SeitenAufgabensammlung Master 11.11.2014zkertaouiNoch keine Bewertungen
- FDS ToolDokument1 SeiteFDS ToolShtanyaNoch keine Bewertungen
- Technische Information / Technical Information: DD B6U 144 N 16 (Econo)Dokument7 SeitenTechnische Information / Technical Information: DD B6U 144 N 16 (Econo)gemnsterNoch keine Bewertungen
- Maschinenelemente 2 Haelfte Wipf Mario PDFDokument28 SeitenMaschinenelemente 2 Haelfte Wipf Mario PDFRLE2014Noch keine Bewertungen
- Bemessung Gel14Dokument6 SeitenBemessung Gel14Роман БрюквинNoch keine Bewertungen
- GWHE 5-xxx-120x30-K 7,1 7 % 3850 W TS Aluminiumwiderstand JJY: 023454020001 - A5E36155388Dokument6 SeitenGWHE 5-xxx-120x30-K 7,1 7 % 3850 W TS Aluminiumwiderstand JJY: 023454020001 - A5E36155388Javier Perez AguilarNoch keine Bewertungen
- Programm GBK Halter DT FRZDokument2 SeitenProgramm GBK Halter DT FRZGerhard BeuscherNoch keine Bewertungen
- Calculo de Dente GerberDokument3 SeitenCalculo de Dente GerberruytguerraNoch keine Bewertungen
- ZF WG211 PDFDokument67 SeitenZF WG211 PDFcoulibalyoumar100% (1)
- Eisen Stahl WBHDokument21 SeitenEisen Stahl WBHvcautinNoch keine Bewertungen
- Acero K700Dokument8 SeitenAcero K700Frank PatricioNoch keine Bewertungen
- Heft 3 - Das Anreissen in Maschinenbau-Werkstätten (Dritte Auflage)Dokument65 SeitenHeft 3 - Das Anreissen in Maschinenbau-Werkstätten (Dritte Auflage)Andi1987Noch keine Bewertungen
- MB 382Dokument46 SeitenMB 382copernicNoch keine Bewertungen
- Flyer Stic SprayDokument4 SeitenFlyer Stic SprayJosé Iván Charry ZuluagaNoch keine Bewertungen
- Stahlbau - 05 WWW - Buev-Ev - deDokument8 SeitenStahlbau - 05 WWW - Buev-Ev - derubberttNoch keine Bewertungen
- Цельные твердосплавные фрезы и сверла ZCCDokument479 SeitenЦельные твердосплавные фрезы и сверла ZCCstctoolNoch keine Bewertungen
- Logistik Standard Lastenheft V14 20200113 de DocxDokument13 SeitenLogistik Standard Lastenheft V14 20200113 de DocxbriggantiiNoch keine Bewertungen
- Inst crtmk3 de PDFDokument31 SeitenInst crtmk3 de PDFCamilo Matiz VasquezNoch keine Bewertungen
- Vdi 3398 e 2011-09Dokument32 SeitenVdi 3398 e 2011-09Ibrahim Rebhi Alzoubi100% (1)
- GS 90010-1Dokument16 SeitenGS 90010-1Memo Gonzalez AlemanNoch keine Bewertungen
- Truma Heating Ultraheat s3002 Installation InstructionsDokument24 SeitenTruma Heating Ultraheat s3002 Installation Instructions250gtoNoch keine Bewertungen
- W Fortgeschritten Flaschenöffner - KleinDokument4 SeitenW Fortgeschritten Flaschenöffner - KleinTobias HeyNoch keine Bewertungen
- Wörterbuch Zur Holzbearbeitung (Englisch-Deutsch)Dokument10 SeitenWörterbuch Zur Holzbearbeitung (Englisch-Deutsch)annawajdaNoch keine Bewertungen
- 2k Hammerschlaglack Pu 4 1 TM - 01Dokument2 Seiten2k Hammerschlaglack Pu 4 1 TM - 01emanuel kantNoch keine Bewertungen
- 2 GrundoperationenDokument121 Seiten2 GrundoperationenTrip BrutaNoch keine Bewertungen
- Beko WMB 61632 PteDokument36 SeitenBeko WMB 61632 PtebakabanditNoch keine Bewertungen
- Zincatura A CaldoDokument24 SeitenZincatura A CaldoalbertoNoch keine Bewertungen