Das könnte Ihnen auch gefallen
- Cam CodesDokument2 SeitenCam Codessande.norman21Noch keine Bewertungen
- Cam CodesDokument2 SeitenCam CodesIsaac WanjeNoch keine Bewertungen
- Hurco X5 Universal HNCDokument5 SeitenHurco X5 Universal HNCWietse van der SteenNoch keine Bewertungen
- ANALIZADokument33 SeitenANALIZAElena BragutaNoch keine Bewertungen
- Formelsammlung Stahlbau EC3Dokument85 SeitenFormelsammlung Stahlbau EC3ali.jamilNoch keine Bewertungen
- BasisDokument110 SeitenBasisZef GjoklajNoch keine Bewertungen
- Einzelfundament SIA267Dokument14 SeitenEinzelfundament SIA267Wendirad BeshadaNoch keine Bewertungen
- Tugas 4Dokument3 SeitenTugas 4Egie SugiyantoroNoch keine Bewertungen
- Uebung 2012 08 SPG1 PDFDokument4 SeitenUebung 2012 08 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Kurzanleitung EPL2Dokument31 SeitenKurzanleitung EPL2Ivan Smolej100% (3)
- Bgew Son Son CiktiDokument19 SeitenBgew Son Son CiktiCemil KabakNoch keine Bewertungen
- ProbeDokument5 SeitenProbePhilippM94Noch keine Bewertungen
- Partlist All Level Transition 60290055Dokument1 SeitePartlist All Level Transition 60290055Gem RNoch keine Bewertungen
- Manual - de - Utilizare Metabo Kgs 254mDokument11 SeitenManual - de - Utilizare Metabo Kgs 254mnicnicnicNoch keine Bewertungen
- Partlist All Level Railing 163 60292091Dokument1 SeitePartlist All Level Railing 163 60292091Gem RNoch keine Bewertungen
- DIN1142 Stezac UzetaDokument3 SeitenDIN1142 Stezac UzetaMarko StankovicNoch keine Bewertungen
- material完整对照Dokument22 Seitenmaterial完整对照le wang100% (5)
- Pregunta 03Dokument6 SeitenPregunta 03Angel Paul LaraNoch keine Bewertungen
- Beispiel Für Die Entwurfsberechnungen Eines KastendurchlassesDokument5 SeitenBeispiel Für Die Entwurfsberechnungen Eines KastendurchlassesScribdTranslationsNoch keine Bewertungen
- Lab 4Dokument10 SeitenLab 4george montoyaNoch keine Bewertungen
- Pal Zyklen PDFDokument15 SeitenPal Zyklen PDFIvano PetrovićNoch keine Bewertungen
- Uebung 2012 10 SPG1 PDFDokument5 SeitenUebung 2012 10 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Din 22112-1 2000-03Dokument5 SeitenDin 22112-1 2000-03learsiNoch keine Bewertungen
- Fraesen Von NutenDokument1 SeiteFraesen Von NutenmeiersmNoch keine Bewertungen
- Verschraubung Auf AlupunktDokument3 SeitenVerschraubung Auf AlupunktLeonard WagnerNoch keine Bewertungen
- Instructions Workstation CastorsDokument8 SeitenInstructions Workstation CastorsHanna HorváthNoch keine Bewertungen
- FraeszyklenDokument11 SeitenFraeszyklenIvano PetrovićNoch keine Bewertungen
- M Pin: 11.10 KeilwellenverbindungDokument2 SeitenM Pin: 11.10 KeilwellenverbindungEva WalknerNoch keine Bewertungen
- TU00-0770-5104620 Temperature Sensors - Short - Version PDFDokument36 SeitenTU00-0770-5104620 Temperature Sensors - Short - Version PDFJosé David Barrios PadrónNoch keine Bewertungen
- Rupex Freno Cinta 522Dokument1 SeiteRupex Freno Cinta 522jeysa silvaNoch keine Bewertungen
- DC Motor M32Dokument2 SeitenDC Motor M32GIOVANNI MIGLIETTANoch keine Bewertungen
- Datenblatt KGF-NDokument1 SeiteDatenblatt KGF-Nmirano81Noch keine Bewertungen
- Datenblatt KGF-NDokument1 SeiteDatenblatt KGF-Nmirano81Noch keine Bewertungen
- Aufgabensammlung Mechanik-Lc3b6sungenDokument268 SeitenAufgabensammlung Mechanik-Lc3b6sungenCarl StuckyNoch keine Bewertungen
- Zahnbruchsicherheit 6Dokument62 SeitenZahnbruchsicherheit 6The EntertainerNoch keine Bewertungen
- Zahnbruchsicherheit 4Dokument62 SeitenZahnbruchsicherheit 4The EntertainerNoch keine Bewertungen
- Winkel GMBH - Roller BearingsDokument4 SeitenWinkel GMBH - Roller BearingsKhalidNoch keine Bewertungen
- 00 - 0317 - 120 - A4 - de - en - FR - NL - It - Es - PT - SV - Fi - No - Da - PL - El - Hu - Ru - SL - KGSV 216 M LTX NLO OBIDokument120 Seiten00 - 0317 - 120 - A4 - de - en - FR - NL - It - Es - PT - SV - Fi - No - Da - PL - El - Hu - Ru - SL - KGSV 216 M LTX NLO OBIBAYARDNoch keine Bewertungen
- PFEIFER Seilbau - Cable Structure Division PDFDokument1 SeitePFEIFER Seilbau - Cable Structure Division PDFkostaNoch keine Bewertungen
- FRDG lp2015 1 (8b5)Dokument52 SeitenFRDG lp2015 1 (8b5)JUAN CARLOS BERMUDEZNoch keine Bewertungen
- Aufbau PDFDokument134 SeitenAufbau PDFAntonio MesaNoch keine Bewertungen
- Fil Control: DescriptionDokument3 SeitenFil Control: DescriptionLolo BoaNoch keine Bewertungen
- R12 - Verzahnung I: Aufgabe 1Dokument8 SeitenR12 - Verzahnung I: Aufgabe 1maraska10Noch keine Bewertungen
- Zeiss OPMI MD Parts ManualDokument21 SeitenZeiss OPMI MD Parts Manualallanfelipecarmo26Noch keine Bewertungen
- 08 Zahnstangengetriebe Technische Merkmale LZG 20Dokument6 Seiten08 Zahnstangengetriebe Technische Merkmale LZG 20WENZEL UGARTENoch keine Bewertungen
- Amazone ZA MDokument120 SeitenAmazone ZA MNicoleta CosteaNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- Hitungan Struktur Beton DickyDokument23 SeitenHitungan Struktur Beton Dickydicky renaldiNoch keine Bewertungen
- 6WG-200 TransmissãoDokument68 Seiten6WG-200 TransmissãoTon Botelho E-MyllaNoch keine Bewertungen
- Datenblatt GK XX PDFDokument2 SeitenDatenblatt GK XX PDFPaulo CardosoNoch keine Bewertungen
- 2021 09 23 Prüfung 307.494Dokument5 Seiten2021 09 23 Prüfung 307.494Gergely VörösNoch keine Bewertungen
- P6550 Wear-Spare-Parts BPPDokument2 SeitenP6550 Wear-Spare-Parts BPPBragutaAlexandruNoch keine Bewertungen
- Man PDFDokument33 SeitenMan PDFvadimNoch keine Bewertungen
- Din 118-1Dokument2 SeitenDin 118-1danipolioNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- ET2 - Ortskurven (16.04.2014)Dokument14 SeitenET2 - Ortskurven (16.04.2014)vavahop468Noch keine Bewertungen
- Despiece Erfh69i3dmsDokument10 SeitenDespiece Erfh69i3dmsHEDIXON CARDOZONoch keine Bewertungen
- Orth 08 ZubehoerDokument10 SeitenOrth 08 ZubehoerPaulNoch keine Bewertungen
- Montageanleitung Mit FotostreckeDokument23 SeitenMontageanleitung Mit Fotostreckerawman_kNoch keine Bewertungen
- DIN 17862 - Stangen Aus Titan Und Titanlegierungen - Technische LieferbedingungenDokument32 SeitenDIN 17862 - Stangen Aus Titan Und Titanlegierungen - Technische LieferbedingungenThanh Nguyên NgôNoch keine Bewertungen
- 01Dokument7 Seiten01beneNoch keine Bewertungen
- Beispiel SchallschutznachweisDokument17 SeitenBeispiel SchallschutznachweisMario Ilić100% (1)
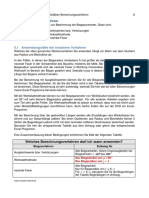
- Arbeitsrichtlinie Für Die Beschichtung Von Maßhaltigen Und Begrenzt Maßhaltigen Bauteilen. Allgemeiner TeilDokument52 SeitenArbeitsrichtlinie Für Die Beschichtung Von Maßhaltigen Und Begrenzt Maßhaltigen Bauteilen. Allgemeiner TeilINTERPLAST KalaitzidisNoch keine Bewertungen
- Concrete Best Practice Excerpt Chapter8Dokument24 SeitenConcrete Best Practice Excerpt Chapter8MartinAlfonsNoch keine Bewertungen
- Aufbauanleitung 2021Dokument5 SeitenAufbauanleitung 2021Thilo WillachNoch keine Bewertungen
- 1 5116254107732017398 PDFDokument9 Seiten1 5116254107732017398 PDFhasan syukurNoch keine Bewertungen
- Stadtbaudetails, Uferpromenade in Malmo - DeTAIL - DeTAILDokument29 SeitenStadtbaudetails, Uferpromenade in Malmo - DeTAIL - DeTAILTriet NguyenNoch keine Bewertungen
- Checklisten - BABOR Professionals IllustriertDokument7 SeitenChecklisten - BABOR Professionals Illustriertmedspa49Noch keine Bewertungen
- TestDokument2 SeitenTestMaher DehniNoch keine Bewertungen
- Lehrbuch für das Uhrmacherhandwerk - Band 1: Arbeitsfertigkeiten und WerkstoffeVon EverandLehrbuch für das Uhrmacherhandwerk - Band 1: Arbeitsfertigkeiten und WerkstoffeBewertung: 5 von 5 Sternen5/5 (1)
- Das Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenVon EverandDas Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenNoch keine Bewertungen
- 3D-Druck für Anspruchsvolle: Mit dem Ultimaker perfekte Werkstücke erstellenVon Everand3D-Druck für Anspruchsvolle: Mit dem Ultimaker perfekte Werkstücke erstellenNoch keine Bewertungen
- Drohnen selber bauen & tunen: Ohne Vorkenntnisse: Drohne, Quadrocopter, Multicopter: Schritt für Schritt selbst gebaut.Von EverandDrohnen selber bauen & tunen: Ohne Vorkenntnisse: Drohne, Quadrocopter, Multicopter: Schritt für Schritt selbst gebaut.Noch keine Bewertungen
- Kolloidales Gold. Das energetische Goldwasser für das geistige & körperliche Wohlbefinden.: Hintergründe, Wirkung, Anwendung, HerstellungVon EverandKolloidales Gold. Das energetische Goldwasser für das geistige & körperliche Wohlbefinden.: Hintergründe, Wirkung, Anwendung, HerstellungNoch keine Bewertungen
- Arduino-Projekte: 25 Bastelprojekte für Maker zum LoslegenVon EverandArduino-Projekte: 25 Bastelprojekte für Maker zum LoslegenNoch keine Bewertungen
- Roboter mit Raspberry Pi: Mit Motoren, Sensoren, LEGO® und Elektronik eigene Roboter mit dem Pi bauen, die Spaß machen und Ihnen lästige Aufgaben abnehmenVon EverandRoboter mit Raspberry Pi: Mit Motoren, Sensoren, LEGO® und Elektronik eigene Roboter mit dem Pi bauen, die Spaß machen und Ihnen lästige Aufgaben abnehmenNoch keine Bewertungen
- Arduino: Mikrocontroller-Programmierung mit Arduino/FreeduinoVon EverandArduino: Mikrocontroller-Programmierung mit Arduino/FreeduinoNoch keine Bewertungen
- Der leichte Einstieg in die Elektrotechnik & Elektronik: Bauteile der Elektrotechnik · Solartechnik · Netzgeräte · Motoren und Generatoren · Messgeräte · BeleuchtungVon EverandDer leichte Einstieg in die Elektrotechnik & Elektronik: Bauteile der Elektrotechnik · Solartechnik · Netzgeräte · Motoren und Generatoren · Messgeräte · BeleuchtungBewertung: 5 von 5 Sternen5/5 (1)
- VW Golf V 10/03-9/08, VW Touran I 3/03-9/06, VW Golf Plus 1/05-2/09, VW Jetta 8/05-9/08: So wird´s gemacht - Band 133Von EverandVW Golf V 10/03-9/08, VW Touran I 3/03-9/06, VW Golf Plus 1/05-2/09, VW Jetta 8/05-9/08: So wird´s gemacht - Band 133Bewertung: 5 von 5 Sternen5/5 (1)
- Das LEGO®-MINDSTORMS®-EV3-Labor: Bauen, programmieren und experimentieren mit 5 tollen RobotsVon EverandDas LEGO®-MINDSTORMS®-EV3-Labor: Bauen, programmieren und experimentieren mit 5 tollen RobotsNoch keine Bewertungen
- LEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Von EverandLEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Bewertung: 4 von 5 Sternen4/5 (1)
- Schwarz Weiß Fotografie: Die Reduktion auf das WesentlicheVon EverandSchwarz Weiß Fotografie: Die Reduktion auf das WesentlicheNoch keine Bewertungen
- BPM CBOK® – Business Process Management BPM Common Body of Knowledge, Version 3.0: Leitfaden für das ProzessmanagementVon EverandBPM CBOK® – Business Process Management BPM Common Body of Knowledge, Version 3.0: Leitfaden für das ProzessmanagementEuropean Association of Business Process Management EABPMNoch keine Bewertungen
- Der perfekte Fahrrad Mechaniker: Wartung, Reparatur, Pflege - mit VideosVon EverandDer perfekte Fahrrad Mechaniker: Wartung, Reparatur, Pflege - mit VideosNoch keine Bewertungen
- Schlaf gut & träum süß: Pucksäcke, Schmusetiere & Co. gestrickt und gehäkeltVon EverandSchlaf gut & träum süß: Pucksäcke, Schmusetiere & Co. gestrickt und gehäkeltNoch keine Bewertungen
- Kompost für alle Zwecke: Was Sie schon immer über nachhaltiges Bio-Recycling in der Stadt und auf dem Land wissen wolltenVon EverandKompost für alle Zwecke: Was Sie schon immer über nachhaltiges Bio-Recycling in der Stadt und auf dem Land wissen wolltenNoch keine Bewertungen
- Einfache Paletten-Möbel bauen: 18 Schritt-für-Schritt-Anleitungen mit Handsäge, Schrauber & LeimVon EverandEinfache Paletten-Möbel bauen: 18 Schritt-für-Schritt-Anleitungen mit Handsäge, Schrauber & LeimNoch keine Bewertungen
- Happy Häkeln: Freche Glücksbringer im KleinformatVon EverandHappy Häkeln: Freche Glücksbringer im KleinformatNoch keine Bewertungen
- High-End-Röhrenschaltungen: So bauen Sie professionelle High-End Ein- und GegentaktverstärkerVon EverandHigh-End-Röhrenschaltungen: So bauen Sie professionelle High-End Ein- und GegentaktverstärkerNoch keine Bewertungen
- Praxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993Von EverandPraxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993Noch keine Bewertungen
- Leben zeichnen: StricheLinienKonturen – Das graphische WerkVon EverandLeben zeichnen: StricheLinienKonturen – Das graphische WerkNoch keine Bewertungen