Das könnte Ihnen auch gefallen
- Moderne Umweltmedizin: Umweltbelastungen – Diagnostik – TherapieVon EverandModerne Umweltmedizin: Umweltbelastungen – Diagnostik – TherapieNoch keine Bewertungen
- Lorenz, S. (2023) - Die PrämedikationsambulanzDokument268 SeitenLorenz, S. (2023) - Die PrämedikationsambulanzSebastian MOllNoch keine Bewertungen
- Haverkamp EKG Intensivkurs MS 20-11-2015Dokument51 SeitenHaverkamp EKG Intensivkurs MS 20-11-2015valeria rojasNoch keine Bewertungen
- Thoraxdrainagen und Drainagesysteme - Moderne KonzepteVon EverandThoraxdrainagen und Drainagesysteme - Moderne KonzepteNoch keine Bewertungen
- Erhitzte Tabakprodukte Empfehlungen Der Aerzteinitiative Gegen Raucherschaeden 2022 ICDokument7 SeitenErhitzte Tabakprodukte Empfehlungen Der Aerzteinitiative Gegen Raucherschaeden 2022 ICGerhard Lopata100% (1)
- Uak - Heft 6.semesterDokument94 SeitenUak - Heft 6.semesterMax MeierNoch keine Bewertungen
- Pankreaskarzinom - Aktuelle Diagnostik und TherapieVon EverandPankreaskarzinom - Aktuelle Diagnostik und TherapieNoch keine Bewertungen
- Dokumen - Tips - Leistungsabrechnung in Der Arztpraxis Cornelsen Verlag Der KBV H TTP Hinweis PDFDokument30 SeitenDokumen - Tips - Leistungsabrechnung in Der Arztpraxis Cornelsen Verlag Der KBV H TTP Hinweis PDFIbrahim jwezaNoch keine Bewertungen
- Laborwerte Herbst 2020Dokument4 SeitenLaborwerte Herbst 2020Николай МихайловNoch keine Bewertungen
- Diagnostik und Therapie des Lungenkarzinoms und des malignen PleuramesotheliomsVon EverandDiagnostik und Therapie des Lungenkarzinoms und des malignen PleuramesotheliomsNoch keine Bewertungen
- Hepatitis ACEDokument42 SeitenHepatitis ACESaraNoch keine Bewertungen
- KommunikativeSpiele SamplepagesDokument10 SeitenKommunikativeSpiele SamplepagescontrustNoch keine Bewertungen
- Mukopolysaccharidosen - Ein Leitfaden für Ärzte und ElternVon EverandMukopolysaccharidosen - Ein Leitfaden für Ärzte und ElternNoch keine Bewertungen
- Handbuch Fuer Mikrobiologische ProbenDokument64 SeitenHandbuch Fuer Mikrobiologische ProbenvegclaNoch keine Bewertungen
- L-Dopa Aus Den Bohnen Vicia Faba Und Mucuna Pruriens Als Wirkstoff Gegen Morbus ParkinsonDokument9 SeitenL-Dopa Aus Den Bohnen Vicia Faba Und Mucuna Pruriens Als Wirkstoff Gegen Morbus Parkinsongermany23Noch keine Bewertungen
- Labordiagnostik in der Gastroenterologie und HepatologieVon EverandLabordiagnostik in der Gastroenterologie und HepatologieNoch keine Bewertungen
- Heft 1Dokument156 SeitenHeft 1Monika MenyNoch keine Bewertungen
- Arzneimittellehre Für Die KrankenpflegeDokument80 SeitenArzneimittellehre Für Die KrankenpflegeUtopia WandererNoch keine Bewertungen
- Adipositaschirurgie - Indikation und TherapieverfahrenVon EverandAdipositaschirurgie - Indikation und TherapieverfahrenNoch keine Bewertungen
- LP (1) - 221228 - 024002Dokument31 SeitenLP (1) - 221228 - 024002Gita FoNoch keine Bewertungen
- Krebs-OP: Optimale Vorsorge: Spezial-Infos für alle 16 Millionen Eingriffe jährlich in deutschen KrankenhäusernVon EverandKrebs-OP: Optimale Vorsorge: Spezial-Infos für alle 16 Millionen Eingriffe jährlich in deutschen KrankenhäusernNoch keine Bewertungen
- RA SkriptDokument215 SeitenRA Skriptamorsallami1648Noch keine Bewertungen
- Praevention Von Thrombosen Und Embolien in Der Inneren MedizinDokument212 SeitenPraevention Von Thrombosen Und Embolien in Der Inneren MedizinGAAFR AhmedNoch keine Bewertungen
- Ausbildung in Deutschland: Emploi Etudes FormationDokument11 SeitenAusbildung in Deutschland: Emploi Etudes FormationMoad MerzoukNoch keine Bewertungen
- Basiskonzept Klasse9Dokument13 SeitenBasiskonzept Klasse9Moritz BückNoch keine Bewertungen
- Referenzwerte Der Wichtigsten LaborparameterDokument81 SeitenReferenzwerte Der Wichtigsten LaborparameterPinkNoch keine Bewertungen
- 2017 Book PflegewissenPneumologieDokument194 Seiten2017 Book PflegewissenPneumologieana AsabashviliNoch keine Bewertungen
- Fachwissen MTRA Für Ausbildung, Studium Und Beruf (Tina Hartmann, Martina Kahl-Scholz Etc.)Dokument717 SeitenFachwissen MTRA Für Ausbildung, Studium Und Beruf (Tina Hartmann, Martina Kahl-Scholz Etc.)mounaNoch keine Bewertungen
- Onkologische KrankenpflegeDokument58 SeitenOnkologische KrankenpflegeGrysmelly MercadoNoch keine Bewertungen
- Flyer KHKDokument2 SeitenFlyer KHKioannis.karassavidisNoch keine Bewertungen
- Aufgaben Während Eines PflegepraktikumsDokument1 SeiteAufgaben Während Eines PflegepraktikumsLaraLandNoch keine Bewertungen
- Gesundheitsberufe in Österreich 2020Dokument188 SeitenGesundheitsberufe in Österreich 2020MatthiasNoch keine Bewertungen
- PS 5.0 Umgang Mit Gastrointestinalen SondenDokument3 SeitenPS 5.0 Umgang Mit Gastrointestinalen SondenHamie DaoNoch keine Bewertungen
- Der Koerper Des Menschen Adolf Faller.13400 - 2inhaltsverzeichnisDokument13 SeitenDer Koerper Des Menschen Adolf Faller.13400 - 2inhaltsverzeichnisRobert OvrutskiyNoch keine Bewertungen
- Uebersicht HF NachDokument32 SeitenUebersicht HF Nach야콥앤Noch keine Bewertungen
- Psychiatrische UntersuchungDokument9 SeitenPsychiatrische UntersuchungPolyvios PapadimitropoulosNoch keine Bewertungen
- BlutgaseDokument80 SeitenBlutgaseCornelia SescuNoch keine Bewertungen
- VirologieDokument78 SeitenVirologieJosué MagningouNoch keine Bewertungen
- 41.1 Praeoperative PflegeDokument1 Seite41.1 Praeoperative PflegeChinddy BerliannezNoch keine Bewertungen
- Neonatal HirninfarktDokument84 SeitenNeonatal HirninfarktVlatka TomićNoch keine Bewertungen
- Basale Stimulation in Der Pflege: Andreas Fröhlich in Der Zusammenarbeit Mit Geistig / KörDokument5 SeitenBasale Stimulation in Der Pflege: Andreas Fröhlich in Der Zusammenarbeit Mit Geistig / KörAdriana GascaNoch keine Bewertungen
- Steckbrief: Was Macht Man in Diesem Beruf?Dokument42 SeitenSteckbrief: Was Macht Man in Diesem Beruf?chadaNoch keine Bewertungen
- Biologie in Farbtafeln (Daniel Richard, Patrick Chevalet Etc.)Dokument255 SeitenBiologie in Farbtafeln (Daniel Richard, Patrick Chevalet Etc.)El Yazid RouahiNoch keine Bewertungen
- Lernzielkatalog+Deskriptive+Anatomie Richter 2022Dokument21 SeitenLernzielkatalog+Deskriptive+Anatomie Richter 2022Schubert AlexanderNoch keine Bewertungen
- Einarbeitung Neuer MitarbeiterDokument4 SeitenEinarbeitung Neuer MitarbeiterAbi CastillaNoch keine Bewertungen
- Vorbereitung LLG Schulaufgabe K 34 2021Dokument8 SeitenVorbereitung LLG Schulaufgabe K 34 2021Huong Bui100% (1)
- EKG SVA D 07.06.2018Dokument81 SeitenEKG SVA D 07.06.2018esmiracelilova42Noch keine Bewertungen
- Prä - Und Post-Op. StandardpflegeplanDokument10 SeitenPrä - Und Post-Op. StandardpflegeplanMADMOMMYNoch keine Bewertungen
- Ausbildung PDFDokument324 SeitenAusbildung PDFKaddmana IDNoch keine Bewertungen
- Hydrophile Basisemulsion DAC (S.25)Dokument8 SeitenHydrophile Basisemulsion DAC (S.25)Yaman ArabNoch keine Bewertungen
- LaserPen Manual V1 4 CE0482 deDokument45 SeitenLaserPen Manual V1 4 CE0482 deOscar SaludablementeNoch keine Bewertungen
- Allgemeine PathologieDokument6 SeitenAllgemeine Pathologiemikeryan888Noch keine Bewertungen
- Deutschkurs 20 - ArtikelwörterDokument15 SeitenDeutschkurs 20 - ArtikelwörterTrip BrutaNoch keine Bewertungen
- Deutschkurs 19 - Das Deutsche SchulsystemDokument26 SeitenDeutschkurs 19 - Das Deutsche SchulsystemTrip BrutaNoch keine Bewertungen
- Deutschkurs 25 - ImperativDokument21 SeitenDeutschkurs 25 - ImperativTrip BrutaNoch keine Bewertungen
- Deutschkurs 21 - AdjektivdeklinationDokument9 SeitenDeutschkurs 21 - AdjektivdeklinationTrip BrutaNoch keine Bewertungen
- Deutschkurs 12 - Berufe Und HaustiereDokument10 SeitenDeutschkurs 12 - Berufe Und HaustiereTrip BrutaNoch keine Bewertungen
- Deutschkurs 13 - Die Wohnung Und MülltrennungDokument27 SeitenDeutschkurs 13 - Die Wohnung Und MülltrennungTrip BrutaNoch keine Bewertungen
- Deutschkurs 15 - TemporaDokument26 SeitenDeutschkurs 15 - TemporaTrip Bruta100% (1)
- Deutschkurs 29 - PräpositionenDokument38 SeitenDeutschkurs 29 - PräpositionenTrip BrutaNoch keine Bewertungen
- Deutschkurs 10 - FamilienlebenDokument21 SeitenDeutschkurs 10 - FamilienlebenTrip Bruta100% (1)
- Deutschkurs 22 - KomparationDokument6 SeitenDeutschkurs 22 - KomparationTrip BrutaNoch keine Bewertungen
- Deutschkurs 2 - W - FragenDokument17 SeitenDeutschkurs 2 - W - FragenTrip BrutaNoch keine Bewertungen
- Deutschkurs 24 - Verben Mit Präpositionen Und ZuDokument15 SeitenDeutschkurs 24 - Verben Mit Präpositionen Und ZuTrip BrutaNoch keine Bewertungen
- Deutschkurs 14 - FormenDokument24 SeitenDeutschkurs 14 - FormenTrip BrutaNoch keine Bewertungen
- Deutschkurs 8 - PerfektDokument13 SeitenDeutschkurs 8 - PerfektTrip BrutaNoch keine Bewertungen
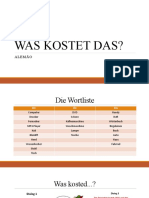
- Deutschkurs 5 - Was Kostet Das Und GetränkeDokument26 SeitenDeutschkurs 5 - Was Kostet Das Und GetränkeTrip BrutaNoch keine Bewertungen
- Deutschkurs 6 - Was Spät Ist EsDokument13 SeitenDeutschkurs 6 - Was Spät Ist EsTrip BrutaNoch keine Bewertungen
- Deutschkurs 7 - Trennbare VerbenDokument8 SeitenDeutschkurs 7 - Trennbare VerbenTrip BrutaNoch keine Bewertungen
- ExercíciosDokument27 SeitenExercíciosTrip BrutaNoch keine Bewertungen
- Deutschkurs 16 - GenusDokument12 SeitenDeutschkurs 16 - GenusTrip BrutaNoch keine Bewertungen
- Deutschkurs 3 - Verbos Regulares e IrregularesDokument23 SeitenDeutschkurs 3 - Verbos Regulares e IrregularesTrip BrutaNoch keine Bewertungen
- Deutschkurs 11 - DeutschlandDokument25 SeitenDeutschkurs 11 - DeutschlandTrip BrutaNoch keine Bewertungen
- 4 Flüssige FormenDokument82 Seiten4 Flüssige FormenTrip BrutaNoch keine Bewertungen
- 6 AugenDokument14 Seiten6 AugenTrip BrutaNoch keine Bewertungen
- 5 ParenteraliaDokument32 Seiten5 ParenteraliaTrip BrutaNoch keine Bewertungen
- Deutschkurs ExercíciosDokument40 SeitenDeutschkurs ExercíciosTrip BrutaNoch keine Bewertungen
- Deutschkurs 9 - LebensmittelDokument23 SeitenDeutschkurs 9 - LebensmittelTrip BrutaNoch keine Bewertungen
- 7 InhalandaDokument18 Seiten7 InhalandaTrip BrutaNoch keine Bewertungen
- 3 BiopharmazieDokument71 Seiten3 BiopharmazieTrip BrutaNoch keine Bewertungen
- What Ever Happened To Dirty Realism Plad PDFDokument4 SeitenWhat Ever Happened To Dirty Realism Plad PDFCong ChenNoch keine Bewertungen
- Anwendungen IntegralrechnungDokument18 SeitenAnwendungen IntegralrechnungDehzzer100% (1)
- Hamo LS-950 Ang.Dokument226 SeitenHamo LS-950 Ang.przy3_14Noch keine Bewertungen
- Apéndice Gramatical Español Nivel A1 y A2Dokument6 SeitenApéndice Gramatical Español Nivel A1 y A2Lobo Guerrero FlamencoNoch keine Bewertungen
- AdjektivdeklinationDokument2 SeitenAdjektivdeklinationAndreea ColteaNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Command Line Kung Fu: Bash-Scripting-Tricks, Linux Tipps und praktische Einzeiler für die ShellVon EverandCommand Line Kung Fu: Bash-Scripting-Tricks, Linux Tipps und praktische Einzeiler für die ShellNoch keine Bewertungen
- Sprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenVon EverandSprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenBewertung: 3.5 von 5 Sternen3.5/5 (6)
- Formulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKVon EverandFormulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKNoch keine Bewertungen
- Handlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtVon EverandHandlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtBewertung: 5 von 5 Sternen5/5 (1)
- Borax: Das wundersame Heilmineral und basische Multitalent, welches sogar unsere Zirbeldrüse aktivieren, Testosteron steigern, Schwermetalle ausleiten oder unsere Sehkraft verbessern kannVon EverandBorax: Das wundersame Heilmineral und basische Multitalent, welches sogar unsere Zirbeldrüse aktivieren, Testosteron steigern, Schwermetalle ausleiten oder unsere Sehkraft verbessern kannNoch keine Bewertungen
- Sofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidVon EverandSofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidNoch keine Bewertungen
- Praktische Experimente mit alternativen Energien: Selbstbauprojekte mit Thermovoltaik und erneuerbaren KraftstoffenVon EverandPraktische Experimente mit alternativen Energien: Selbstbauprojekte mit Thermovoltaik und erneuerbaren KraftstoffenNoch keine Bewertungen
- Das Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenVon EverandDas Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenNoch keine Bewertungen
- Das bewusste Universum: Wie das Bewusstein die materielle Welt erschafftVon EverandDas bewusste Universum: Wie das Bewusstein die materielle Welt erschafftBewertung: 5 von 5 Sternen5/5 (1)
- Das neue Werkbuch Elektronik: Das komplette Know-how der Elektronik aktuell erklärtVon EverandDas neue Werkbuch Elektronik: Das komplette Know-how der Elektronik aktuell erklärtBewertung: 5 von 5 Sternen5/5 (1)
- DMT Handbuch - Alles über Dimethyltryptamin, DMT-Herstellungsanleitung und Schamanische PraxistippsVon EverandDMT Handbuch - Alles über Dimethyltryptamin, DMT-Herstellungsanleitung und Schamanische PraxistippsNoch keine Bewertungen
- SkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenVon EverandSkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenNoch keine Bewertungen
- DIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Von EverandDIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Noch keine Bewertungen
- Pflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenVon EverandPflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenBewertung: 5 von 5 Sternen5/5 (1)
- Schnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenVon EverandSchnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenBewertung: 5 von 5 Sternen5/5 (2)
- Die Geheimnisse der Visualisierung nutzen lernenVon EverandDie Geheimnisse der Visualisierung nutzen lernenBewertung: 5 von 5 Sternen5/5 (1)
- Die flache Erde oder Hundert Beweise dafür, daß die Erde keine Kugel istVon EverandDie flache Erde oder Hundert Beweise dafür, daß die Erde keine Kugel istNoch keine Bewertungen
- Einführung in die Aurachirurgie: Medizin im 21. JahrhundertVon EverandEinführung in die Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Lehrbuch der Aurachirurgie: Medizin im 21. JahrhundertVon EverandLehrbuch der Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Enzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikVon EverandEnzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikBewertung: 5 von 5 Sternen5/5 (1)
- Panzerketten: Die Gleisketten der deutschen Kettenfahrzeuge des Zweiten WeltkriegesVon EverandPanzerketten: Die Gleisketten der deutschen Kettenfahrzeuge des Zweiten WeltkriegesBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Sofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverVon EverandSofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverBewertung: 5 von 5 Sternen5/5 (1)
- Formulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld Mobilität und BeweglichkeitVon EverandFormulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld Mobilität und BeweglichkeitNoch keine Bewertungen
- Der Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenVon EverandDer Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenBewertung: 5 von 5 Sternen5/5 (2)
- Heilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungVon EverandHeilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungNoch keine Bewertungen