Das könnte Ihnen auch gefallen
- Die 3D-Druck Troubleshooting Fibel: Das umfangreiche Werk zur einfachen & schnellen Fehlerbehebung beim FDM 3D-DVon EverandDie 3D-Druck Troubleshooting Fibel: Das umfangreiche Werk zur einfachen & schnellen Fehlerbehebung beim FDM 3D-DNoch keine Bewertungen
- Datenblatt EDM v5Dokument1 SeiteDatenblatt EDM v5Jochen GötzNoch keine Bewertungen
- 118N - Polyamide Belt Hot BondingDokument3 Seiten118N - Polyamide Belt Hot Bondingquang trinhNoch keine Bewertungen
- Pergopak M3 UKDokument2 SeitenPergopak M3 UKpetersom 93Noch keine Bewertungen
- Xpetg MattDokument1 SeiteXpetg Mattlale999.999Noch keine Bewertungen
- GraphitolDokument1 SeiteGraphitolstatisticssalesNoch keine Bewertungen
- Getzner - SylomerDokument2 SeitenGetzner - SylomerPajserchinaNoch keine Bewertungen
- Saxamid 126Dokument1 SeiteSaxamid 126Ivan TimarevNoch keine Bewertungen
- Din 30643 2002-01Dokument7 SeitenDin 30643 2002-01Archivar1Noch keine Bewertungen
- TI DimensionierungDokument8 SeitenTI DimensionierungReza SharafiNoch keine Bewertungen
- MDF 01 de 1109Dokument36 SeitenMDF 01 de 1109Daniel OsmanNoch keine Bewertungen
- RW Ultramid B3S deDokument2 SeitenRW Ultramid B3S demuamerNoch keine Bewertungen
- My First in Past E: CeramicDokument32 SeitenMy First in Past E: CeramicceramicameoNoch keine Bewertungen
- Din 19306-2 2002-06Dokument5 SeitenDin 19306-2 2002-06reza acbariNoch keine Bewertungen
- Petroplast BiofolieDokument1 SeitePetroplast BiofolieAvichai MarcoviciNoch keine Bewertungen
- PDS-BOARD T4Plus-DEATDokument2 SeitenPDS-BOARD T4Plus-DEATkunibert nogelbreitNoch keine Bewertungen
- PI Novonol PSF 1 PlusDokument1 SeitePI Novonol PSF 1 Plustxto2881Noch keine Bewertungen
- Radilon BGV-GK1 10-20 SchwarzDokument1 SeiteRadilon BGV-GK1 10-20 SchwarzJohannes JürgensonNoch keine Bewertungen
- Datasheet Sigraflex MF - de 2010Dokument6 SeitenDatasheet Sigraflex MF - de 2010m bNoch keine Bewertungen
- Din 19306-4 2005-10Dokument4 SeitenDin 19306-4 2005-10reza acbariNoch keine Bewertungen
- Automotive: Technisches DatenblattDokument2 SeitenAutomotive: Technisches DatenblattCarlos SantosNoch keine Bewertungen
- Westring Dichtungstechnik Konstruktionshinweise DDokument5 SeitenWestring Dichtungstechnik Konstruktionshinweise Dmewasop516Noch keine Bewertungen
- Material Data Sheet / Material-Datenblatt: NBR Black / Schwarz 90 +/-5 Shore A Irhd 1.29 +/-0.02 G/CMDokument4 SeitenMaterial Data Sheet / Material-Datenblatt: NBR Black / Schwarz 90 +/-5 Shore A Irhd 1.29 +/-0.02 G/CMsojuNoch keine Bewertungen
- Datenblatt T132Dokument1 SeiteDatenblatt T132André HaefligerNoch keine Bewertungen
- SGL Datenblatt SIGRAFLEX ECONOMY DE PDFDokument4 SeitenSGL Datenblatt SIGRAFLEX ECONOMY DE PDFnarayan46Noch keine Bewertungen
- TD Pa 6 GF30 0515 deDokument1 SeiteTD Pa 6 GF30 0515 deAlessandro WeissNoch keine Bewertungen
- Alsi 7 MG 06Dokument4 SeitenAlsi 7 MG 06QuangKhảiNoch keine Bewertungen
- Ravenol Rep Sae 5W-30 PDFDokument2 SeitenRavenol Rep Sae 5W-30 PDFVictor Martin de VidalesNoch keine Bewertungen
- Datenblatt Ciprotec1013 de 2022Dokument1 SeiteDatenblatt Ciprotec1013 de 2022Kostas PanagiotopoulosNoch keine Bewertungen
- WEROMID PA 6 Typ B40SK W1Dokument1 SeiteWEROMID PA 6 Typ B40SK W1muamerNoch keine Bewertungen
- Kebablend M 1222 PPSDokument3 SeitenKebablend M 1222 PPStwizzlahNoch keine Bewertungen
- TL 522 31 ABS-PC PolymergemischDokument5 SeitenTL 522 31 ABS-PC PolymergemischAnja KamperNoch keine Bewertungen
- Pds-Foamglas S3-DeatDokument2 SeitenPds-Foamglas S3-Deatkunibert nogelbreitNoch keine Bewertungen
- Material PropertiesDokument9 SeitenMaterial PropertiesKeyur ThakkarNoch keine Bewertungen
- SiebdruckseminarDokument12 SeitenSiebdruckseminardsdidsNoch keine Bewertungen
- Kebater PBT B600Dokument3 SeitenKebater PBT B600avinashchauhan2695Noch keine Bewertungen
- Pas LDokument2 SeitenPas LAlexander EssNoch keine Bewertungen
- DSV Berechnungsprogramm enDokument5 SeitenDSV Berechnungsprogramm enshahpinkalNoch keine Bewertungen
- Grivory G 21 NaturalDokument4 SeitenGrivory G 21 NaturalLupita VásconezNoch keine Bewertungen
- Aa-0136 BMWDokument7 SeitenAa-0136 BMWtovomassimoNoch keine Bewertungen
- Datenblatt en AW-5083Dokument1 SeiteDatenblatt en AW-5083Matthias SchlegelNoch keine Bewertungen
- Martinal On 904 On 906 On 908 - TdsDokument2 SeitenMartinal On 904 On 906 On 908 - TdsAdamMitchellNoch keine Bewertungen
- RD17650 - IndyRex - IR250 DE - 1Dokument28 SeitenRD17650 - IndyRex - IR250 DE - 1ALEXSANDRONoch keine Bewertungen
- Arpro 4133 Datasheet v05 deDokument2 SeitenArpro 4133 Datasheet v05 deRon LukassenNoch keine Bewertungen
- BruggLifting CTP Katalog2019 DEDokument12 SeitenBruggLifting CTP Katalog2019 DEГригорий МалышенковNoch keine Bewertungen
- de-DE 7979qxqDokument6 Seitende-DE 7979qxqGibbs PerNoch keine Bewertungen
- Federal Mogul Glycodur Cat De-EnDokument60 SeitenFederal Mogul Glycodur Cat De-EnLuka BornaNoch keine Bewertungen
- 9480 03 01122011 Damtec Kraiburg Usm DDokument4 Seiten9480 03 01122011 Damtec Kraiburg Usm DKarlheinz RüdigerNoch keine Bewertungen
- SilbondDokument2 SeitenSilbondLe PhongNoch keine Bewertungen
- PI HF490 deDokument2 SeitenPI HF490 deMartin SchwarzNoch keine Bewertungen
- Hardtop Optima GermanyDokument6 SeitenHardtop Optima Germanynuryati jahariNoch keine Bewertungen
- Din 19306-3 2002-04Dokument4 SeitenDin 19306-3 2002-04reza acbariNoch keine Bewertungen
- Techn Info Bremsen T2 - deDokument10 SeitenTechn Info Bremsen T2 - deRollerJonnyNoch keine Bewertungen
- Acrylic Foam 5385Dokument2 SeitenAcrylic Foam 5385Carlos SantosNoch keine Bewertungen
- MB4SDokument2 SeitenMB4SantonioNoch keine Bewertungen
- STC PL D 34CrNiMo6 0220 DEDokument2 SeitenSTC PL D 34CrNiMo6 0220 DEtalebimahdi924Noch keine Bewertungen
- Kilcher Limitgliss 12 de WebDokument2 SeitenKilcher Limitgliss 12 de WebNick BesterNoch keine Bewertungen
- TD BrazeTec S94 DEDokument1 SeiteTD BrazeTec S94 DEkmNoch keine Bewertungen
- Din 7715Dokument1 SeiteDin 7715Span Daniel100% (1)
- Bürostuhl ASPEN Netzstoff Schwarz Bürostuhl-ShopDokument2 SeitenBürostuhl ASPEN Netzstoff Schwarz Bürostuhl-ShoppeterfunNoch keine Bewertungen
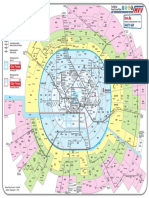
- HVV Tarifplan UsarDokument1 SeiteHVV Tarifplan Usarasdfsasdfasdfeqr34100% (1)
- Innovative Lehr-Und Lernkonzepte: Innovation Plus Ausschreibung Für Die Jahre 2023 Und 2024Dokument9 SeitenInnovative Lehr-Und Lernkonzepte: Innovation Plus Ausschreibung Für Die Jahre 2023 Und 2024peterfunNoch keine Bewertungen
- Sicherheitsdatenblatt: 1. Identifizierung Des Stoffes Und Des UnternehmensDokument5 SeitenSicherheitsdatenblatt: 1. Identifizierung Des Stoffes Und Des UnternehmenspeterfunNoch keine Bewertungen
- ST x15Dokument2 SeitenST x15peterfunNoch keine Bewertungen
- Sennheiser Pocketguide WebversionDokument23 SeitenSennheiser Pocketguide WebversionpeterfunNoch keine Bewertungen