Das könnte Ihnen auch gefallen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- 1 4878Dokument3 Seiten1 4878b2027661Noch keine Bewertungen
- Styrodur 5000 CSDokument3 SeitenStyrodur 5000 CSJay Jay BumaNoch keine Bewertungen
- EXT PLC DS KEB Drossel 19Z1B05-1011 de enDokument2 SeitenEXT PLC DS KEB Drossel 19Z1B05-1011 de enTeoNoch keine Bewertungen
- PH Eps - 200 035Dokument1 SeitePH Eps - 200 035Hakan DurmuşNoch keine Bewertungen
- Liycy - 2Dokument5 SeitenLiycy - 2Abner Samuel Calva PazNoch keine Bewertungen
- PDF n27Dokument11 SeitenPDF n27Arnaldo BesterNoch keine Bewertungen
- FCH M PVDFDokument1 SeiteFCH M PVDFMihaiRobuNoch keine Bewertungen
- Zemseal Premium Frischbetonverbundsystem TDB DEDEDokument2 SeitenZemseal Premium Frischbetonverbundsystem TDB DEDEFrank DetailerNoch keine Bewertungen
- ULTIMATE - ZKF-034 MineralwoolDokument4 SeitenULTIMATE - ZKF-034 MineralwoolAlin BalanNoch keine Bewertungen
- TML-O/-J: Gummileitungen / Rubber CablesDokument2 SeitenTML-O/-J: Gummileitungen / Rubber CablesivanNoch keine Bewertungen
- Datasheet LMS511-10100-PRO 1046135 FRDokument12 SeitenDatasheet LMS511-10100-PRO 1046135 FRVincent MALLETNoch keine Bewertungen
- 76783010# Flry 0,35-ADokument1 Seite76783010# Flry 0,35-AOzanNoch keine Bewertungen
- 2 2 1 Mixed Layout Steckverbinder 08-5631 PDFDokument20 Seiten2 2 1 Mixed Layout Steckverbinder 08-5631 PDFCristian BandilaNoch keine Bewertungen
- NLI Radial Power InductorsDokument10 SeitenNLI Radial Power InductorsehsanNoch keine Bewertungen
- Datenblatt BF Solar 125 RV Flex 1500V DC 0000462 V02Dokument2 SeitenDatenblatt BF Solar 125 RV Flex 1500V DC 0000462 V02Fábio PereiraNoch keine Bewertungen
- Capatect Sockelflex CarbonDokument2 SeitenCapatect Sockelflex Carbonganxta777Noch keine Bewertungen
- zk1090 3161 0xxx - deDokument6 Seitenzk1090 3161 0xxx - deApfel WeinNoch keine Bewertungen
- Tech - Merkblatt AlSi10Mg 01Dokument2 SeitenTech - Merkblatt AlSi10Mg 01Puđa TomicaNoch keine Bewertungen
- HASCO Mat 1 2085 DEDokument1 SeiteHASCO Mat 1 2085 DEspazzastura showNoch keine Bewertungen
- Datenblatt Polystone P Copolymer DEDokument1 SeiteDatenblatt Polystone P Copolymer DEAndreArmaniniNoch keine Bewertungen
- Hochfrequenztechnik (TUDuisburg)Dokument189 SeitenHochfrequenztechnik (TUDuisburg)Stark StrongNoch keine Bewertungen
- iSEMcon EMX7150-DEDokument2 SeiteniSEMcon EMX7150-DEalecs serbNoch keine Bewertungen
- BH Technisches Datenblatt Daemmung XPS Maxima DE 10072019Dokument2 SeitenBH Technisches Datenblatt Daemmung XPS Maxima DE 10072019tvfk “tvfktzcn” tzcnNoch keine Bewertungen
- BACHL PUR-PIR Dämmplatten ML PDFDokument1 SeiteBACHL PUR-PIR Dämmplatten ML PDFBeganović DinoNoch keine Bewertungen
- Sandexcel I V 1 1211Dokument15 SeitenSandexcel I V 1 1211fk0205Noch keine Bewertungen
- Hensel ElectricDokument1 SeiteHensel ElectricMilitaru Andrei-CosminNoch keine Bewertungen
- Einzelleiter DEL: Stromzuführung Für Ortsveränderliche StromverbraucherDokument2 SeitenEinzelleiter DEL: Stromzuführung Für Ortsveränderliche StromverbraucherMAGSTNoch keine Bewertungen
- Diamant - Gkfi - k716f - de - 2022-01 - 0 - Ger - Screen (5) - KopiaDokument4 SeitenDiamant - Gkfi - k716f - de - 2022-01 - 0 - Ger - Screen (5) - KopiaPaweł KulNoch keine Bewertungen
- A970DEDokument8 SeitenA970DEMick JarrNoch keine Bewertungen
- Datenblatt 1000128ABXG3 0Dokument2 SeitenDatenblatt 1000128ABXG3 0Ivana ŽivkovićNoch keine Bewertungen
- Ep500 20Dokument3 SeitenEp500 20Ulf KuehlNoch keine Bewertungen
- Baumer CAM12.A12-11233236 DE 20230417 DSDokument2 SeitenBaumer CAM12.A12-11233236 DE 20230417 DSFilipe ismaolNoch keine Bewertungen
- CorexDokument34 SeitenCorexbdikicNoch keine Bewertungen
- Ifs240 00 - de deDokument3 SeitenIfs240 00 - de deRida DahmounNoch keine Bewertungen
- TM Weber - Therm MW 035 Fassade-ExpressDokument2 SeitenTM Weber - Therm MW 035 Fassade-ExpressagenceNoch keine Bewertungen
- zk1090 3131 0xxx - deDokument4 Seitenzk1090 3131 0xxx - deApfel WeinNoch keine Bewertungen
- 1 4301Dokument2 Seiten1 4301genuesslichwohlriechendersteinbockNoch keine Bewertungen
- Austrotherm TOP 30Dokument1 SeiteAustrotherm TOP 30joseph.rinserNoch keine Bewertungen
- Stahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018Dokument94 SeitenStahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018divyareddyNoch keine Bewertungen
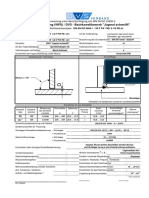
- SchweißanweisungDokument1 SeiteSchweißanweisungABNoch keine Bewertungen
- Magnetisierer EntmagnetisiererDokument2 SeitenMagnetisierer EntmagnetisierersorajaNoch keine Bewertungen
- Kingspan Hoesch Produktprogramm de 2022 03 16Dokument16 SeitenKingspan Hoesch Produktprogramm de 2022 03 16UNoch keine Bewertungen
- 1.4841_07.2017Dokument4 Seiten1.4841_07.2017peterNoch keine Bewertungen
- Mindesbewehrung Güllenbehälter EMPA PDFDokument10 SeitenMindesbewehrung Güllenbehälter EMPA PDFJulienNoch keine Bewertungen
- Balkotec CDokument6 SeitenBalkotec CHeinz ObstNoch keine Bewertungen
- ISOVER Insulation AcousticDokument3 SeitenISOVER Insulation AcousticAlin BalanNoch keine Bewertungen
- 1564 - 18S - 0719 - 3004676 - Exfs 100 Ku - Ku SN - WebDokument4 Seiten1564 - 18S - 0719 - 3004676 - Exfs 100 Ku - Ku SN - WebTech1Noch keine Bewertungen
- Asset-11463251 Led Strip Value RGB Ip00Dokument8 SeitenAsset-11463251 Led Strip Value RGB Ip00Nelutu PopaNoch keine Bewertungen
- Hikra Sol Hikra Sol1500v En50618Dokument5 SeitenHikra Sol Hikra Sol1500v En50618BorisNoch keine Bewertungen
- SonicDokument1 SeiteSonicAbo FrajNoch keine Bewertungen
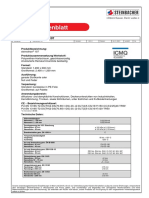
- Steinothan 107Dokument1 SeiteSteinothan 107Gerhard HirschmannNoch keine Bewertungen
- AKG C3000B Condenser Mic PDFDokument20 SeitenAKG C3000B Condenser Mic PDFJohnC_883Noch keine Bewertungen
- FED Thermoseminar Leiterplattentechnologie - 2022Dokument88 SeitenFED Thermoseminar Leiterplattentechnologie - 2022mryalamrbNoch keine Bewertungen
- Kbe Cable Solarbroschuere - 4 - Multinorm - 72dpiDokument4 SeitenKbe Cable Solarbroschuere - 4 - Multinorm - 72dpiSolar ProjectsNoch keine Bewertungen
- DS162Dokument23 SeitenDS162RudanekNoch keine Bewertungen
- 97478349-FCH-m-ALU FlowmeterDokument1 Seite97478349-FCH-m-ALU FlowmeterGiang NguyenNoch keine Bewertungen
- Iwk 2006 6 2 3Dokument9 SeitenIwk 2006 6 2 3Mulahim sitiNoch keine Bewertungen
- Hochspannung Kabelgarnituren Endverschluesse GesamtuebersichtDokument36 SeitenHochspannung Kabelgarnituren Endverschluesse Gesamtuebersichtnaczelny_naczelnikNoch keine Bewertungen
- Ucd LHPPB 0014 HFSS 2awDokument4 SeitenUcd LHPPB 0014 HFSS 2awOtavio CarvalhoNoch keine Bewertungen
- ALEMÁNDokument7 SeitenALEMÁNlNoch keine Bewertungen
- Imperfekt 108-1 UB1 Mit LoesDokument2 SeitenImperfekt 108-1 UB1 Mit LoesObladi ObladaNoch keine Bewertungen
- DIenstleistungsvertragDokument5 SeitenDIenstleistungsvertraghayatullahNoch keine Bewertungen
- Auktionskatalog 179Dokument109 SeitenAuktionskatalog 179kloeterNoch keine Bewertungen