Das könnte Ihnen auch gefallen
- Drufa AbstandhalterDokument8 SeitenDrufa AbstandhalterMihnea CostacheNoch keine Bewertungen
- Changeover Valve Data Sheet GermanDokument2 SeitenChangeover Valve Data Sheet GermanegmbrNoch keine Bewertungen
- Lemkmen 175 - 1581-Smaragd9-600-KDokument116 SeitenLemkmen 175 - 1581-Smaragd9-600-Kpaky1111Noch keine Bewertungen
- 6 Bro Zugstab860 07 04 deDokument14 Seiten6 Bro Zugstab860 07 04 deseppi1536Noch keine Bewertungen
- 2105861Dokument9 Seiten2105861Todescu GhițăNoch keine Bewertungen
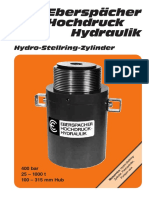
- Cilindri LarzepDokument16 SeitenCilindri LarzepAlexandru ErcusiNoch keine Bewertungen
- Lemken Solitair9 500 Ka 160803171311Dokument159 SeitenLemken Solitair9 500 Ka 160803171311Fer EmilNoch keine Bewertungen
- Gerotor 100 P 000073 D 00Dokument10 SeitenGerotor 100 P 000073 D 00shapochka_vNoch keine Bewertungen
- Bauteile: FortschDokument14 SeitenBauteile: FortschGábor SzántóNoch keine Bewertungen
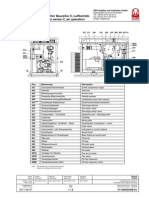
- 31 205934gb 01 Screwcompressor Air PDFDokument2 Seiten31 205934gb 01 Screwcompressor Air PDFzemabder98Noch keine Bewertungen
- 9400 9001 7 Ersatzteile GCH 250 500Dokument6 Seiten9400 9001 7 Ersatzteile GCH 250 500laptarosulNoch keine Bewertungen
- Siba GSS 2006Dokument72 SeitenSiba GSS 2006Ali AhmadNoch keine Bewertungen
- DH 2080Dokument16 SeitenDH 2080Pato PuruncajasNoch keine Bewertungen
- Einbautabelle Graetzin VergaserDokument6 SeitenEinbautabelle Graetzin VergaserVlad SovarelNoch keine Bewertungen
- DkwidentDokument16 SeitenDkwidentmrPullingsNoch keine Bewertungen
- Frei Verlegte Kunststoffrohre BerechnungDokument9 SeitenFrei Verlegte Kunststoffrohre BerechnungDamian AegerterNoch keine Bewertungen
- 9400 9007 7 Ersatzteile GCHK 250 500 Alte AusfuehrungDokument4 Seiten9400 9007 7 Ersatzteile GCHK 250 500 Alte AusfuehrunglaptarosulNoch keine Bewertungen
- Opal 140Dokument188 SeitenOpal 140Chis MadalinaNoch keine Bewertungen
- TopHat EbookDokument12 SeitenTopHat EbookNickNoch keine Bewertungen
- Lenkmen 175 - 1713Dokument130 SeitenLenkmen 175 - 1713paky1111Noch keine Bewertungen
- PL Maschinen CH-D 2016 12Dokument40 SeitenPL Maschinen CH-D 2016 12soldasterNoch keine Bewertungen
- Honda XL650V Transalp - ConsumabileDokument10 SeitenHonda XL650V Transalp - ConsumabilegogonelusNoch keine Bewertungen
- ATLAS Flyer - DE-GB 020910Dokument14 SeitenATLAS Flyer - DE-GB 020910ZIBA KHADIBINoch keine Bewertungen
- Re 17331Dokument36 SeitenRe 17331Ronald Rayme VenturaNoch keine Bewertungen
- 20130116015740AVI Technische ProduktinformationDokument48 Seiten20130116015740AVI Technische ProduktinformationPiulitza88100% (1)
- Lemkmen 175 - 1628-EurOpal 9Dokument126 SeitenLemkmen 175 - 1628-EurOpal 9paky1111Noch keine Bewertungen
- Ze075 deDokument4 SeitenZe075 deLkjobNoch keine Bewertungen
- Lager ListeDokument7 SeitenLager ListealxmalagaNoch keine Bewertungen
- Catalog Knott RomanaDokument272 SeitenCatalog Knott RomanaAnonymous 2GVabYh40WNoch keine Bewertungen
- 20080602010315AVI Info 2007i HR (Kroatisch) 20070828Dokument58 Seiten20080602010315AVI Info 2007i HR (Kroatisch) 20070828Ivan GradNoch keine Bewertungen
- 16 - 63 - Sollevatori Idraulici A Bottiglia e BindeDokument6 Seiten16 - 63 - Sollevatori Idraulici A Bottiglia e BindeMarwaNoch keine Bewertungen
- Grundig Blaupunkt Siemens EquivalenzeDokument11 SeitenGrundig Blaupunkt Siemens EquivalenzeMihaiMarianNoch keine Bewertungen
- Amarex KRTK 200-401Dokument1 SeiteAmarex KRTK 200-401Amr Mahmoud Ali RAGAPNoch keine Bewertungen
- Lista Preturi BST Scurgeri Gravitationale 2015Dokument15 SeitenLista Preturi BST Scurgeri Gravitationale 2015Anonymous eD1l6o9ZsWNoch keine Bewertungen
- Erweiterte Fachhandelsgarantie KYOCERA MITA Long Life UnitsDokument2 SeitenErweiterte Fachhandelsgarantie KYOCERA MITA Long Life Unitspdy2Noch keine Bewertungen
- Erweiterte Fachhandelsgarantie KYOCERA MITA Long Life Units PDFDokument2 SeitenErweiterte Fachhandelsgarantie KYOCERA MITA Long Life Units PDFpdy2Noch keine Bewertungen
- KGS KegelstrahlschieberDokument5 SeitenKGS KegelstrahlschieberKemal GokovicNoch keine Bewertungen
- PreislisteSinn09 2006Dokument7 SeitenPreislisteSinn09 2006Mark JuhrigNoch keine Bewertungen
- Ze087 deDokument2 SeitenZe087 deLkjobNoch keine Bewertungen
- Lenkmen 175 - 1704-Vari-Titan10 PDFDokument77 SeitenLenkmen 175 - 1704-Vari-Titan10 PDFpaky1111Noch keine Bewertungen
- Schwenkantriebe 1Dokument9 SeitenSchwenkantriebe 1Karl KarlNoch keine Bewertungen
- 3KL 45Dokument1 Seite3KL 45asrfafawfasNoch keine Bewertungen
- Gutachten 16 Zoll - AlcarDokument37 SeitenGutachten 16 Zoll - AlcarFegNoch keine Bewertungen
- Blaupunkt Montecarlo-Mp34 c34 Cd34Dokument20 SeitenBlaupunkt Montecarlo-Mp34 c34 Cd34luisNoch keine Bewertungen
- Simson KombiDokument4 SeitenSimson KombibuddhansamratNoch keine Bewertungen
- Einbautabelle Amal VergaserDokument7 SeitenEinbautabelle Amal VergaserVlad SovarelNoch keine Bewertungen
- Saf ModulDokument190 SeitenSaf Modulandrzej100% (1)
- Crisoles PDFDokument16 SeitenCrisoles PDFKevin Rojas SerrudoNoch keine Bewertungen
- Technik 2007Dokument55 SeitenTechnik 2007Zagoni-Szabo Jozsef-CsabaNoch keine Bewertungen
- 175 - 1522 Vari Diamant 160Dokument90 Seiten175 - 1522 Vari Diamant 160Сергій СушкоNoch keine Bewertungen
- James Pedido 2020Dokument6 SeitenJames Pedido 2020James Arias TorneroNoch keine Bewertungen
- Gamme Complete - Equipements Mobiles Atlas CopcoDokument1 SeiteGamme Complete - Equipements Mobiles Atlas Copcofouad_zouakNoch keine Bewertungen
- IslikerDokument8 SeitenIslikerNini FarribasNoch keine Bewertungen
- Catalog Sine VoestAlpineDokument136 SeitenCatalog Sine VoestAlpinefaradintiNoch keine Bewertungen
- Das Vespa Schrauberhandbuch: Reparieren und Optimieren leicht gemacht. Smallframe-Modelle (1965 - 1989)Von EverandDas Vespa Schrauberhandbuch: Reparieren und Optimieren leicht gemacht. Smallframe-Modelle (1965 - 1989)Noch keine Bewertungen
- Der Jet- Boote Almanach: Eine Datensammlung aller gängigen Jet- Boote mit zusätzlichen Techniktipps für Motoren, Kraftstoffe und Pflege.Von EverandDer Jet- Boote Almanach: Eine Datensammlung aller gängigen Jet- Boote mit zusätzlichen Techniktipps für Motoren, Kraftstoffe und Pflege.Noch keine Bewertungen
- 99 Motorrad-Klassiker, von denen Sie nie wieder absteigen wollenVon Everand99 Motorrad-Klassiker, von denen Sie nie wieder absteigen wollenNoch keine Bewertungen
- Die perfekte Heimkino-Anlage für 8500 Euro: 1hourbookVon EverandDie perfekte Heimkino-Anlage für 8500 Euro: 1hourbookNoch keine Bewertungen
- Praxisratgeber Klassikerkauf Mercedes-Benz Pagode 230, 250 & 280 SLVon EverandPraxisratgeber Klassikerkauf Mercedes-Benz Pagode 230, 250 & 280 SLBewertung: 5 von 5 Sternen5/5 (1)
- EoI For Empanelment of DSP DT 09-Mar-2018Dokument49 SeitenEoI For Empanelment of DSP DT 09-Mar-2018deepak.smart4931Noch keine Bewertungen
- Zur Erhaltung Umgebindehaus PDFDokument119 SeitenZur Erhaltung Umgebindehaus PDFlaszlotekeNoch keine Bewertungen
- Bek WahlergebnisDokument18 SeitenBek WahlergebnisSocialNoch keine Bewertungen
- Eplo CL Modelo Prova Gabarito n1Dokument5 SeitenEplo CL Modelo Prova Gabarito n1felipeNoch keine Bewertungen
- Ægteskabsattest PDFDokument2 SeitenÆgteskabsattest PDFElmer HiddlestonNoch keine Bewertungen