Das könnte Ihnen auch gefallen
- Harro Heuser - Lehrbuch Der Analysis. Teil 1Dokument648 SeitenHarro Heuser - Lehrbuch Der Analysis. Teil 1JulienBarrat100% (3)
- Din 34800Dokument1 SeiteDin 34800Richard HockleyNoch keine Bewertungen
- DIN 74-Teil 1 PDFDokument4 SeitenDIN 74-Teil 1 PDFJan AmersfNoch keine Bewertungen
- Ajuste Del Juego Axial TRBDokument2 SeitenAjuste Del Juego Axial TRBRoyer SanchezNoch keine Bewertungen
- TRT 800 4 DK DeutschDokument32 SeitenTRT 800 4 DK DeutschFlorian ENoch keine Bewertungen
- Goodman 1984 PDFDokument89 SeitenGoodman 1984 PDFramu_berlin_14047592Noch keine Bewertungen
- MilutinMilankovicKanonDerErdbestrahlung PDFDokument654 SeitenMilutinMilankovicKanonDerErdbestrahlung PDFZeljka Kantar100% (1)
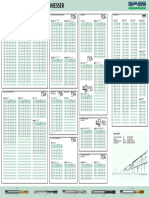
- Grösse Dimension (L) D D S: Wendeschneidplatten Indexable Cutting InsertsDokument2 SeitenGrösse Dimension (L) D D S: Wendeschneidplatten Indexable Cutting Insertsmecanicas alaynaNoch keine Bewertungen
- Emr6 W500 D 1Dokument2 SeitenEmr6 W500 D 1Đỗ Xuân BằngNoch keine Bewertungen
- Wil o 600953Dokument436 SeitenWil o 600953Amir AmiroNoch keine Bewertungen
- RadiatorDokument1 SeiteRadiatorPritesh ChauhanNoch keine Bewertungen
- Niezgodka Type 10 DatasheetDokument2 SeitenNiezgodka Type 10 DatasheetBillal Al-ankarNoch keine Bewertungen
- 80 Bar 120 Bar 45 Bar 30 Bar: 3.4715.0056-1 E Brake HydraulisDokument1 Seite80 Bar 120 Bar 45 Bar 30 Bar: 3.4715.0056-1 E Brake HydraulisAbdou AnsaNoch keine Bewertungen
- HERZ StrangregulierventiluebersichtDokument2 SeitenHERZ StrangregulierventiluebersichttiberiuNoch keine Bewertungen
- JD GriffeDokument82 SeitenJD Griffebenedikt_lepperNoch keine Bewertungen
- Technical Information PDFDokument277 SeitenTechnical Information PDFAdam MuhammadNoch keine Bewertungen
- Datasheet Turbine Flow Sensors VTY15Dokument3 SeitenDatasheet Turbine Flow Sensors VTY15Catalin OpreaNoch keine Bewertungen
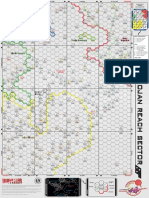
- Poster Map of The Trojan ReachDokument1 SeitePoster Map of The Trojan ReachVedran RadovčićNoch keine Bewertungen
- 6 332672 014 000 - DBM - 000Dokument1 Seite6 332672 014 000 - DBM - 000Marcelo GamaNoch keine Bewertungen
- Raptor Mini DH (2014) - ReseminDokument4 SeitenRaptor Mini DH (2014) - ReseminlucasmaltaNoch keine Bewertungen
- Prirubnice 1Dokument6 SeitenPrirubnice 1Vladan StarčevićNoch keine Bewertungen
- 34 Technische Daten Radiuswendel BB-RDokument2 Seiten34 Technische Daten Radiuswendel BB-RalfNoch keine Bewertungen
- ZE CF-Kit 3KE 4-300EW DE EDokument2 SeitenZE CF-Kit 3KE 4-300EW DE EGraham BarrNoch keine Bewertungen
- Kromer Gewindekernloch VorfertigungsdurchmesserDokument1 SeiteKromer Gewindekernloch Vorfertigungsdurchmessermike.walschewskyNoch keine Bewertungen
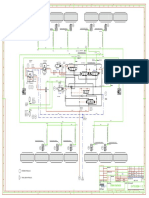
- Reference Skid Sketch PDFDokument1 SeiteReference Skid Sketch PDFMohamedNoch keine Bewertungen
- SU4200 Interface Description 6144750001 09 00 SB 1 de enDokument1 SeiteSU4200 Interface Description 6144750001 09 00 SB 1 de enSENEAM ZCLNoch keine Bewertungen
- Hojas B-16 y B-17 Crane DiametrosDokument2 SeitenHojas B-16 y B-17 Crane DiametrosMiguel Mora BravoNoch keine Bewertungen
- 2014 Brackets Couplings PDFDokument15 Seiten2014 Brackets Couplings PDFjoseocsilvaNoch keine Bewertungen
- WFM 50Dokument116 SeitenWFM 50samirvehabovic6Noch keine Bewertungen
- Bohrdurchmesser PlakatDokument1 SeiteBohrdurchmesser Plakateric.koester74Noch keine Bewertungen
- 2024 S01A Fundamente 230323Dokument1 Seite2024 S01A Fundamente 230323Suad HalilovicNoch keine Bewertungen
- Fliegermagazin 2.15Dokument100 SeitenFliegermagazin 2.15MaxxeNoch keine Bewertungen
- Durel-Hole Cover A160Dokument1 SeiteDurel-Hole Cover A160SonNguyenNoch keine Bewertungen
- R 30118 123 01 RBG08 InstallationDokument118 SeitenR 30118 123 01 RBG08 InstallationBarış ÖZKAZARNoch keine Bewertungen
- V Liter P Bar 120.0 4 90Dokument1 SeiteV Liter P Bar 120.0 4 90Andrei 26Noch keine Bewertungen
- Circulare (12 - 85 MC - H) - Tip I-Butelie de Egalizare A Presiunilor dn250, 40 MC - h-1Dokument1 SeiteCirculare (12 - 85 MC - H) - Tip I-Butelie de Egalizare A Presiunilor dn250, 40 MC - h-1mihailacosminNoch keine Bewertungen
- KFRAES100DEDokument594 SeitenKFRAES100DEFábioVidalNoch keine Bewertungen
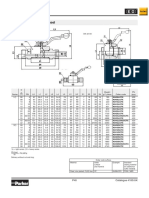
- Parker 2 Way Ball ValvesDokument18 SeitenParker 2 Way Ball Valvesisaiahsamsonm_948069Noch keine Bewertungen
- BICODokument3 SeitenBICOFernando BorgesNoch keine Bewertungen
- 330hof 05 TW SP XX 52520 04 FDokument1 Seite330hof 05 TW SP XX 52520 04 FMuhammad UsmanNoch keine Bewertungen
- Einbaulage 180° Fitting Position 180°: Sauer BibusDokument1 SeiteEinbaulage 180° Fitting Position 180°: Sauer BibusLuis Sanchez VeraNoch keine Bewertungen
- MLD09-0424-L: DNGW-090LX-06MDokument1 SeiteMLD09-0424-L: DNGW-090LX-06MborodichNoch keine Bewertungen
- Rawwwwwwragajakahgjh - PDF Version 1Dokument3 SeitenRawwwwwwragajakahgjh - PDF Version 1Glaiza LacsonNoch keine Bewertungen
- Circulare (12 - 125 MC - H) - Tip Ii-Butelie de Egalizare A Presiunilor dn250, 40 MC - h-1Dokument1 SeiteCirculare (12 - 125 MC - H) - Tip Ii-Butelie de Egalizare A Presiunilor dn250, 40 MC - h-1Paul ConsultingNoch keine Bewertungen
- P-020036_EP_TA121&ETB010_00_Conv_DimDrwDokument3 SeitenP-020036_EP_TA121&ETB010_00_Conv_DimDrwArcanjoCicletaNoch keine Bewertungen
- DIN 74-Teil 1Dokument4 SeitenDIN 74-Teil 1Jan AmersfNoch keine Bewertungen
- DS41715-287 - GB - Idw - ModificationDokument1 SeiteDS41715-287 - GB - Idw - ModificationMOHAMMED MAGDINoch keine Bewertungen
- Left Side Up - Clockwise (1: 50) A-A (1: 50) : Entrance Barrier With Conveyor BeltDokument2 SeitenLeft Side Up - Clockwise (1: 50) A-A (1: 50) : Entrance Barrier With Conveyor BeltMiralem HalilcevicNoch keine Bewertungen
- D0303-0518 - IE2 - IE3 (Dragged)Dokument4 SeitenD0303-0518 - IE2 - IE3 (Dragged)Cesar VasquesNoch keine Bewertungen
- Toolcut 03 2021Dokument213 SeitenToolcut 03 2021noxx97Noch keine Bewertungen
- Isos Pba 20 SP 83501 615Dokument2 SeitenIsos Pba 20 SP 83501 615Vladimir KarpovNoch keine Bewertungen
- Ultra Praezision - Katalog 2014-2015 D, ENDokument372 SeitenUltra Praezision - Katalog 2014-2015 D, END.T.Noch keine Bewertungen
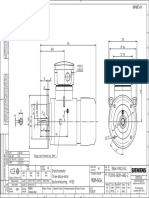
- MLD09-0424-L: DNGW-090LD-04C 1PS5098-0BD91-4BB2-Z Im B5 Drehstrommotor Three-Phase-Motor Bauform/mountingDokument1 SeiteMLD09-0424-L: DNGW-090LD-04C 1PS5098-0BD91-4BB2-Z Im B5 Drehstrommotor Three-Phase-Motor Bauform/mountingborodichNoch keine Bewertungen
- HENNLICH-Tanjiraste OprugeDokument9 SeitenHENNLICH-Tanjiraste OprugeUroš VelinovskiNoch keine Bewertungen
- Nuevo Eje RotopalaDokument3 SeitenNuevo Eje Rotopalaalbo_de_corazonNoch keine Bewertungen
- Cus HydraulicsDokument32 SeitenCus HydraulicsIRENE MOLINA JIMENEZNoch keine Bewertungen
- ToolsDokument8 SeitenToolsTaher Abd El-HameedNoch keine Bewertungen
- Kugelhahn K6Dokument2 SeitenKugelhahn K6LPG Equipment Consulting and ServicesNoch keine Bewertungen
- MEX11 AA302 - Valvula de Alivio Tanque A Presion de AireDokument16 SeitenMEX11 AA302 - Valvula de Alivio Tanque A Presion de AireDaniel MtzNoch keine Bewertungen
- DIN-7 Dowel PinsDokument3 SeitenDIN-7 Dowel PinssamatamNoch keine Bewertungen
- der selfpublisher 18, 2-2020, Heft 18, Juni 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 18, 2-2020, Heft 18, Juni 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- der selfpublisher 20, 4-2020, Heft 20, Dezember 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 20, 4-2020, Heft 20, Dezember 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- der selfpublisher 19, 3-2020, Heft 19, September 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 19, 3-2020, Heft 19, September 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- Die schönsten Volks- und Kinderlieder: 2 Violinen und VioloncelloVon EverandDie schönsten Volks- und Kinderlieder: 2 Violinen und VioloncelloNoch keine Bewertungen