Das könnte Ihnen auch gefallen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- DIN EN ISO 9606-1 2013 Schweisserpruefung BeispieleDokument6 SeitenDIN EN ISO 9606-1 2013 Schweisserpruefung BeispieleTibor KeményNoch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- Especificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87Dokument170 SeitenEspecificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87DestructorDeDiosesNoch keine Bewertungen
- DIN en ISO 9606-1-2013 Schweisserpruefung BeispieleDokument6 SeitenDIN en ISO 9606-1-2013 Schweisserpruefung BeispieleHassanSobohNoch keine Bewertungen
- Philips - dvp5100 5100k 5500s 5505s 5101k 5102k 5106k - Ver 1.2 - SMDokument44 SeitenPhilips - dvp5100 5100k 5500s 5505s 5101k 5102k 5106k - Ver 1.2 - SMangelNoch keine Bewertungen
- Plakat Schweisserpruefung-DINA1 MSS Ansicht PDFDokument1 SeitePlakat Schweisserpruefung-DINA1 MSS Ansicht PDFjavoidea696526Noch keine Bewertungen
- Vab 0413 de EditDokument4 SeitenVab 0413 de EditbeneNoch keine Bewertungen
- Schweißer QualifikationsformatDokument1 SeiteSchweißer QualifikationsformatScribdTranslationsNoch keine Bewertungen
- Katalog FRDokument195 SeitenKatalog FRAdriana ZamanNoch keine Bewertungen
- Fisa YPT78704Dokument1 SeiteFisa YPT78704Vlad GheltuNoch keine Bewertungen
- Amg-Pesch Lieferuebersicht deDokument16 SeitenAmg-Pesch Lieferuebersicht dekaniappan sakthivelNoch keine Bewertungen
- Schrack Ypt78704 SocketDokument1 SeiteSchrack Ypt78704 SocketAleksandarNoch keine Bewertungen
- GD1000K Slide Ring Seal For PistonsDokument8 SeitenGD1000K Slide Ring Seal For PistonsYaqi HouNoch keine Bewertungen
- Ventilator Axial Baie1Dokument6 SeitenVentilator Axial Baie1Florin BarbieruNoch keine Bewertungen
- LMN LM - 10-Td-DeDokument62 SeitenLMN LM - 10-Td-Dep.besuchowNoch keine Bewertungen
- SchweißanweisungDokument1 SeiteSchweißanweisungABNoch keine Bewertungen
- LF27 S8Dokument2 SeitenLF27 S8Muhammad Haris BaigNoch keine Bewertungen
- Nabenberechnung PDFDokument5 SeitenNabenberechnung PDFDauioNoch keine Bewertungen
- VHM Fraesen VHM BohrenDokument500 SeitenVHM Fraesen VHM BohrenAngelo Danciu100% (1)
- Compatibility Tables Ex Inter r3Dokument6 SeitenCompatibility Tables Ex Inter r3Dibutec Plaza HuinculNoch keine Bewertungen
- G16CA01 2020-11 RohrklasseDokument5 SeitenG16CA01 2020-11 RohrklassedpdcpNoch keine Bewertungen
- Jung HRC Fuse Load SwitchesDokument74 SeitenJung HRC Fuse Load SwitchesRobiNoch keine Bewertungen
- Poster DIN EN ISO 9606 DEDokument1 SeitePoster DIN EN ISO 9606 DEABNoch keine Bewertungen
- 1715 TFTDokument1 Seite1715 TFTW3LL SmithNoch keine Bewertungen
- PCP Sicherheitsstufen Typ 02 AchilDokument25 SeitenPCP Sicherheitsstufen Typ 02 AchilUrujMasoodNoch keine Bewertungen
- FT Raccord NVNV-P213Dokument2 SeitenFT Raccord NVNV-P213ARMENGAUDNoch keine Bewertungen
- Permaton DehnfugenbandDokument2 SeitenPermaton DehnfugenbandVasile IsipNoch keine Bewertungen
- 100 58 10 05.52 - UebersichtDokument1 Seite100 58 10 05.52 - UebersichtCarlos BritoNoch keine Bewertungen
- Pin Assignment (Steckerbelegung - E SS 057)Dokument1 SeitePin Assignment (Steckerbelegung - E SS 057)mohammedhamed5057Noch keine Bewertungen
- Auszug EN287 1Dokument5 SeitenAuszug EN287 1Dan-ko S Valen-tinoNoch keine Bewertungen
- 262-1 Korrigenda C1 2021 DDokument5 Seiten262-1 Korrigenda C1 2021 DmeieanjNoch keine Bewertungen
- OlegDokument2 SeitenOlegAndrian VieruNoch keine Bewertungen
- b70 7014 0de-EnDokument20 Seitenb70 7014 0de-EnroohiNoch keine Bewertungen
- Sicharge FundamentplanDokument2 SeitenSicharge Fundamentplanmichael esoNoch keine Bewertungen
- Datenblatt BETAflam FE0D DEDokument4 SeitenDatenblatt BETAflam FE0D DEAndreas FrickerNoch keine Bewertungen
- Hasco P Kat PDFDokument141 SeitenHasco P Kat PDFspazzastura showNoch keine Bewertungen
- Din 86211Dokument1 SeiteDin 86211rijalharunNoch keine Bewertungen
- Allectra 1 Sub DDokument18 SeitenAllectra 1 Sub Dmsyan1965Noch keine Bewertungen
- Ahr AhrsDokument12 SeitenAhr Ahrshesam zoljalaliNoch keine Bewertungen
- Thermoplast-Schläuche, Armaturen Und Zubehör Für Hydraulik-Und IndustrieanwendungenDokument300 SeitenThermoplast-Schläuche, Armaturen Und Zubehör Für Hydraulik-Und IndustrieanwendungenNecati Yunus OrbayNoch keine Bewertungen
- ZE CF-Kit 3KE 4-300EW DE EDokument2 SeitenZE CF-Kit 3KE 4-300EW DE EGraham BarrNoch keine Bewertungen
- Reamer HeadDokument4 SeitenReamer Headsiva kumarNoch keine Bewertungen
- rd26405 2008-10Dokument12 Seitenrd26405 2008-10Jirka MescalNoch keine Bewertungen
- DB F 002P1993 Flryby 174Dokument2 SeitenDB F 002P1993 Flryby 174Daniel RibeiroNoch keine Bewertungen
- DIN EN 13445-3 - BeispielrechnungDokument2 SeitenDIN EN 13445-3 - BeispielrechnungThanh Nguyên NgôNoch keine Bewertungen
- Габаритный чертежDokument1 SeiteГабаритный чертежAnton SpaseevNoch keine Bewertungen
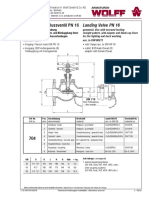
- Gfps Datasheet 586 Pressure Retaining Valve deDokument5 SeitenGfps Datasheet 586 Pressure Retaining Valve deKrisNoch keine Bewertungen
- 2015 Baron BoxDokument4 Seiten2015 Baron BoxEdmond TakacsNoch keine Bewertungen
- Flanschvergleich en 1092-1 - DINDokument2 SeitenFlanschvergleich en 1092-1 - DINbeneNoch keine Bewertungen
- Datenblatt: ND-Kreiselpumpe ETANORM C 100-315Dokument3 SeitenDatenblatt: ND-Kreiselpumpe ETANORM C 100-315Tiến NguyễnNoch keine Bewertungen
- V23990 P487 A PM VincotechDokument4 SeitenV23990 P487 A PM Vincotechmarius.chitigaNoch keine Bewertungen
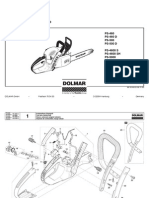
- DOLMAR Parts Manual For Chainsaw Models: PS-460 PS-460 D PS-500 PS-500 D PS-4600 S PS-4600 SH PS-5000 PS-5000 D PS-5000 H PS-5000 HD PS-460 US PS-510 US PS-5100 S USDokument20 SeitenDOLMAR Parts Manual For Chainsaw Models: PS-460 PS-460 D PS-500 PS-500 D PS-4600 S PS-4600 SH PS-5000 PS-5000 D PS-5000 H PS-5000 HD PS-460 US PS-510 US PS-5100 S USHendrixson Outdoor PowerNoch keine Bewertungen
- Kontaktori I KarakteristikiDokument306 SeitenKontaktori I Karakteristikidejanoski_aNoch keine Bewertungen
- Fisa Corodur 60Dokument2 SeitenFisa Corodur 60mtonellyNoch keine Bewertungen
- 05 Chapter P-SMPDokument10 Seiten05 Chapter P-SMPBFJ TreasNoch keine Bewertungen
- Qualifizierungen in Der Werkstoffprüfung / WerkstofftechnikDokument23 SeitenQualifizierungen in Der Werkstoffprüfung / WerkstofftechnikWilliWerkstoff0% (1)
- 1.4 Trennung Von Benzoesaeure Und MethylorangeDokument4 Seiten1.4 Trennung Von Benzoesaeure Und MethylorangeMontyNoch keine Bewertungen
- Prospekt MAURER Erdbebenschutz-1Dokument15 SeitenProspekt MAURER Erdbebenschutz-1eduard2891Noch keine Bewertungen
- Bedienungsanleitung Stückholzanlage N e o - H V 2 0 - 6 0: Anleitung Lesen Und AufbewahrenDokument80 SeitenBedienungsanleitung Stückholzanlage N e o - H V 2 0 - 6 0: Anleitung Lesen Und AufbewahrenMihai OvidiuNoch keine Bewertungen