Das könnte Ihnen auch gefallen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- DIN en ISO 9606-1-2013 Schweisserpruefung BeispieleDokument6 SeitenDIN en ISO 9606-1-2013 Schweisserpruefung BeispieleHassanSobohNoch keine Bewertungen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Din en Iso 9606 1 - 2013 12 1Dokument2 SeitenDin en Iso 9606 1 - 2013 12 1BenignoNoch keine Bewertungen
- Poster DIN EN ISO 9606 DEDokument1 SeitePoster DIN EN ISO 9606 DEABNoch keine Bewertungen
- SchweißanweisungDokument1 SeiteSchweißanweisungABNoch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- VP 6.4 1 PDFDokument1 SeiteVP 6.4 1 PDFGoran MikicNoch keine Bewertungen
- Poster DIN en ISO 9606 DeutschDokument1 SeitePoster DIN en ISO 9606 DeutschKovács Zsolt0% (1)
- Schweisspruefung Din en 9606 1 PosterDokument1 SeiteSchweisspruefung Din en 9606 1 PosterssierroNoch keine Bewertungen
- Amg-Pesch Lieferuebersicht deDokument16 SeitenAmg-Pesch Lieferuebersicht dekaniappan sakthivelNoch keine Bewertungen
- Auszug EN287 1Dokument5 SeitenAuszug EN287 1Dan-ko S Valen-tinoNoch keine Bewertungen
- Din 2093 2013-12Dokument18 SeitenDin 2093 2013-12Mehdi MokhtariNoch keine Bewertungen
- Catalogue Accessories.14r1.de CompressedDokument12 SeitenCatalogue Accessories.14r1.de CompressedbeneNoch keine Bewertungen
- Plakat Schweisserpruefung-DINA1 MSS Ansicht PDFDokument1 SeitePlakat Schweisserpruefung-DINA1 MSS Ansicht PDFjavoidea696526Noch keine Bewertungen
- 2015 Baron BoxDokument4 Seiten2015 Baron BoxEdmond TakacsNoch keine Bewertungen
- GS 92005 Flat NutsDokument3 SeitenGS 92005 Flat NutsCraig StoneNoch keine Bewertungen
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- Katalog Loch - Und StanzeinheitenDokument44 SeitenKatalog Loch - Und StanzeinheitenDaivison CamposNoch keine Bewertungen
- Vab 0413 de EditDokument4 SeitenVab 0413 de EditbeneNoch keine Bewertungen
- FT Raccord NVNV-P213Dokument2 SeitenFT Raccord NVNV-P213ARMENGAUDNoch keine Bewertungen
- BICODokument3 SeitenBICOFernando BorgesNoch keine Bewertungen
- Din 95Dokument2 SeitenDin 95Dule JovanovicNoch keine Bewertungen
- Technik Im Detail deDokument8 SeitenTechnik Im Detail deEhlersNoch keine Bewertungen
- 262-1 Korrigenda C1 2021 DDokument5 Seiten262-1 Korrigenda C1 2021 DmeieanjNoch keine Bewertungen
- GD1000K Slide Ring Seal For PistonsDokument8 SeitenGD1000K Slide Ring Seal For PistonsYaqi HouNoch keine Bewertungen
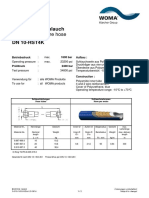
- dn10 1600bar m24x1 5 0914Dokument2 Seitendn10 1600bar m24x1 5 0914ahmad fandyNoch keine Bewertungen
- B71909-C-T-P4S-UL: SpindellagerDokument2 SeitenB71909-C-T-P4S-UL: Spindellagerconggiang91Noch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- 1FP1504-1CB22-1AF4 Datasheet de en PDFDokument1 Seite1FP1504-1CB22-1AF4 Datasheet de en PDFsukinNoch keine Bewertungen
- Fertigungsplanung Uebung Pressen Folien PDFDokument19 SeitenFertigungsplanung Uebung Pressen Folien PDFProduktionstechnikNoch keine Bewertungen
- Goujons Temps LongDokument35 SeitenGoujons Temps LongjoseherreramogollonNoch keine Bewertungen
- Rohrzubehoer Flansche KatalogDokument51 SeitenRohrzubehoer Flansche KatalogfuffinoNoch keine Bewertungen
- Datenblatt: ND-Kreiselpumpe ETANORM C 100-315Dokument3 SeitenDatenblatt: ND-Kreiselpumpe ETANORM C 100-315Tiến NguyễnNoch keine Bewertungen
- DIN 13-11.1986-12 - Metrisches ISO-Gewinde - Feingewinde Mit Steigung 8mm Von 130 Bis 1000 MM Gewinde-NenndurchmesserDokument3 SeitenDIN 13-11.1986-12 - Metrisches ISO-Gewinde - Feingewinde Mit Steigung 8mm Von 130 Bis 1000 MM Gewinde-NenndurchmesserbeqetNoch keine Bewertungen
- VHM Fraesen VHM BohrenDokument500 SeitenVHM Fraesen VHM BohrenAngelo Danciu100% (1)
- Flanschvergleich en 1092-1 - DINDokument2 SeitenFlanschvergleich en 1092-1 - DINbeneNoch keine Bewertungen
- Din 86211Dokument1 SeiteDin 86211rijalharunNoch keine Bewertungen
- AD2000 Vs EN13445Dokument23 SeitenAD2000 Vs EN13445rodrigoperezsimoneNoch keine Bewertungen
- G16CA01 2020-11 RohrklasseDokument5 SeitenG16CA01 2020-11 RohrklassedpdcpNoch keine Bewertungen
- Anflanschklappe Typ Z 014-A Anflanschklappe Typ Z 014-A: Technische Merkmale DrehmomenteDokument4 SeitenAnflanschklappe Typ Z 014-A Anflanschklappe Typ Z 014-A: Technische Merkmale DrehmomentemohamadabdallaNoch keine Bewertungen
- WPS Form (Welding)Dokument2 SeitenWPS Form (Welding)zalfien1118Noch keine Bewertungen
- G-1301074-P-KON-30-0100-001 (Rev-G)Dokument3 SeitenG-1301074-P-KON-30-0100-001 (Rev-G)Jibin Reji KoshyNoch keine Bewertungen
- Nabenberechnung PDFDokument5 SeitenNabenberechnung PDFDauioNoch keine Bewertungen
- Fisa YPT78704Dokument1 SeiteFisa YPT78704Vlad GheltuNoch keine Bewertungen
- G-1301074-P-KON-31-0101-001 (Rev-E)Dokument2 SeitenG-1301074-P-KON-31-0101-001 (Rev-E)Jibin Reji KoshyNoch keine Bewertungen
- Lumberg SV ConnectorDokument2 SeitenLumberg SV ConnectorNamer HajiNoch keine Bewertungen
- Datenblatt FederbeinDokument4 SeitenDatenblatt FederbeinHerbert MeinlNoch keine Bewertungen
- Arbeitshilfe 2.4 NeuDokument2 SeitenArbeitshilfe 2.4 NeuimotalpNoch keine Bewertungen
- AVIT 2007 KatalogDokument124 SeitenAVIT 2007 KatalogAnonymous cPzveVRHINoch keine Bewertungen
- Ankerplatte AP-100 Anchor Plate AP-100 AP-100Dokument1 SeiteAnkerplatte AP-100 Anchor Plate AP-100 AP-100MassimilianoTerenziNoch keine Bewertungen
- TP II-8 Stabduebel-Bolzenverbindungen PDFDokument26 SeitenTP II-8 Stabduebel-Bolzenverbindungen PDFWinnieNoch keine Bewertungen
- Din 16965-4 - 1982-07Dokument6 SeitenDin 16965-4 - 1982-07sdewfefNoch keine Bewertungen
- DIN 13-1.1986-12 - Metrisches ISO-Gewinde - Regelgewinde Von 1 Bis 68 MM Gewinde-Nenndurchmesser - NennmaßeDokument3 SeitenDIN 13-1.1986-12 - Metrisches ISO-Gewinde - Regelgewinde Von 1 Bis 68 MM Gewinde-Nenndurchmesser - NennmaßebeqetNoch keine Bewertungen
- Fach VIDokument17 SeitenFach VITibor KeményNoch keine Bewertungen
- Drahtzugstein KatDokument8 SeitenDrahtzugstein KatTibor KeményNoch keine Bewertungen
- Schweissung Hochwarmfester Stähle Schweissen Und Prüfen Auf Der Plattform Erfolgreicher IWE / IWT Abschluss SVS - Global Im EinsatzDokument44 SeitenSchweissung Hochwarmfester Stähle Schweissen Und Prüfen Auf Der Plattform Erfolgreicher IWE / IWT Abschluss SVS - Global Im EinsatzTibor KeményNoch keine Bewertungen
- ForceArc Hegesztési EljárásDokument49 SeitenForceArc Hegesztési EljárásTibor KeményNoch keine Bewertungen
- Schweißen Von Kupfer Und KupferlegierungenDokument52 SeitenSchweißen Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- ThyssenKrupp - Werkstoffkennblätter - 10CrMo9-10Dokument4 SeitenThyssenKrupp - Werkstoffkennblätter - 10CrMo9-10Tibor KeményNoch keine Bewertungen
- Grobblech HerstellungDokument111 SeitenGrobblech HerstellungTibor KeményNoch keine Bewertungen
- PanGas Titanschweisstechnik DDokument8 SeitenPanGas Titanschweisstechnik DTibor KeményNoch keine Bewertungen
- FMEADokument7 SeitenFMEAR. K.Noch keine Bewertungen
- Legierter Warmfester Stahl TK 16mo3 Geltungsbereich: P Warmgewalztes Blech T Nahtlose Rohre, T Geschweißte RohreDokument4 SeitenLegierter Warmfester Stahl TK 16mo3 Geltungsbereich: P Warmgewalztes Blech T Nahtlose Rohre, T Geschweißte RohreErickNoch keine Bewertungen
- Fertigungstoleranzen Kunststoff-FörderbänderDokument1 SeiteFertigungstoleranzen Kunststoff-FörderbänderCarl Nolte TechnikNoch keine Bewertungen
- TV Möbel Vintage BONITA 110 X 40 X 50 CM Online Shop Gonser - Sicher & Günstig EinkaufenDokument1 SeiteTV Möbel Vintage BONITA 110 X 40 X 50 CM Online Shop Gonser - Sicher & Günstig EinkaufenBiljana GrujicNoch keine Bewertungen
- Verdiene passives Einkommen mit Quora und hänge deinen Job an den NagelVon EverandVerdiene passives Einkommen mit Quora und hänge deinen Job an den NagelNoch keine Bewertungen
- Laws of UX: 10 praktische Grundprinzipien für intuitives, menschenzentriertes UX-DesignVon EverandLaws of UX: 10 praktische Grundprinzipien für intuitives, menschenzentriertes UX-DesignNoch keine Bewertungen
- Command Line Kung Fu: Bash-Scripting-Tricks, Linux Tipps und praktische Einzeiler für die ShellVon EverandCommand Line Kung Fu: Bash-Scripting-Tricks, Linux Tipps und praktische Einzeiler für die ShellNoch keine Bewertungen
- Personal Kanban: Visualisierung und Planung von Aufgaben, Projekten und Terminen mit dem Kanban-BoardVon EverandPersonal Kanban: Visualisierung und Planung von Aufgaben, Projekten und Terminen mit dem Kanban-BoardBewertung: 3.5 von 5 Sternen3.5/5 (46)
- Das Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenVon EverandDas Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenNoch keine Bewertungen
- Borax: Das wundersame Heilmineral und basische Multitalent, welches sogar unsere Zirbeldrüse aktivieren, Testosteron steigern, Schwermetalle ausleiten oder unsere Sehkraft verbessern kannVon EverandBorax: Das wundersame Heilmineral und basische Multitalent, welches sogar unsere Zirbeldrüse aktivieren, Testosteron steigern, Schwermetalle ausleiten oder unsere Sehkraft verbessern kannNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Die Blockchain-Revolution: Wie die Technologie hinter Bitcoin nicht nur das Finanzsystem, sondern die ganze Welt verändertVon EverandDie Blockchain-Revolution: Wie die Technologie hinter Bitcoin nicht nur das Finanzsystem, sondern die ganze Welt verändertBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Hacken mit Python und Kali-Linux: Entwicklung eigener Hackingtools mit Python unter Kali-LinuxVon EverandHacken mit Python und Kali-Linux: Entwicklung eigener Hackingtools mit Python unter Kali-LinuxNoch keine Bewertungen
- Lexikon der Symbole und Archetypen für die TraumdeutungVon EverandLexikon der Symbole und Archetypen für die TraumdeutungBewertung: 5 von 5 Sternen5/5 (1)
- Praxiseinstieg Deep Learning: Mit Python, Caffe, TensorFlow und Spark eigene Deep-Learning-Anwendungen erstellenVon EverandPraxiseinstieg Deep Learning: Mit Python, Caffe, TensorFlow und Spark eigene Deep-Learning-Anwendungen erstellenNoch keine Bewertungen
- Psychedelische Chemie: Aspekte psychoaktiver MoleküleVon EverandPsychedelische Chemie: Aspekte psychoaktiver MoleküleBewertung: 5 von 5 Sternen5/5 (1)
- Token Economy: Wie das Web3 das Internet revolutioniert (German Edition): Wie das Web3 das Internet revolutioniert (German Edition): Wie das Web3 das Internet revolutioniert (German Edition)Von EverandToken Economy: Wie das Web3 das Internet revolutioniert (German Edition): Wie das Web3 das Internet revolutioniert (German Edition): Wie das Web3 das Internet revolutioniert (German Edition)Bewertung: 5 von 5 Sternen5/5 (1)
- Bug Bounty Hunting mit Kali-Linux oder Parrot Security OS: Hacking als Hautberuf oder NebenjobVon EverandBug Bounty Hunting mit Kali-Linux oder Parrot Security OS: Hacking als Hautberuf oder NebenjobBewertung: 3 von 5 Sternen3/5 (1)
- Webseiten hacken: Schnelleinstieg inkl. Entwicklung eigener AngriffsscripteVon EverandWebseiten hacken: Schnelleinstieg inkl. Entwicklung eigener AngriffsscripteNoch keine Bewertungen
- PHP 7 und MySQL: Ihr praktischer Einstieg in die Programmierung dynamischer WebsitesVon EverandPHP 7 und MySQL: Ihr praktischer Einstieg in die Programmierung dynamischer WebsitesNoch keine Bewertungen
- Cross-Device-Entwicklung für Android: Kommunikation mit smarten GerätenVon EverandCross-Device-Entwicklung für Android: Kommunikation mit smarten GerätenNoch keine Bewertungen
- SEO & Online Marketing Business: Erfolgreich im Online-Marketing-Business mit SEO, AdWords, Affiliate & Co.Von EverandSEO & Online Marketing Business: Erfolgreich im Online-Marketing-Business mit SEO, AdWords, Affiliate & Co.Noch keine Bewertungen
- Das Original Handbuch des Spezialtiefbaus: Band 2: Geräte und VerfahrenVon EverandDas Original Handbuch des Spezialtiefbaus: Band 2: Geräte und VerfahrenNoch keine Bewertungen